31.5×13-16.5 10PR SK-400工业车辆轮胎的设计
2017-07-23薛源,孟龙,李强,陈朋
薛 源,孟 龙,李 强,陈 朋
(1.青岛科技大学 高分子科学与工程学院,山东 青岛 266042;2.徐州徐轮橡胶有限公司,江苏 徐州 221011)
随着我国社会经济的发展,工业车辆的使用量急速增加,对不同类型的工业车辆轮胎需求量越来越大,工业车辆轮胎市场前景广阔。为满足市场需求,我公司设计了31.5×13-16.5 10PR SK-400工业车辆轮胎,取得了良好的经济效益和社会效益。现将产品的设计情况简介如下。
1 技术要求
根据客户要求并参照《美国轮胎轮辋协会工程设计手册(TRA)》2012,确定31.5×13-16.5 10PR SK-400工业车辆轮胎的主要技术参数为:标准轮辋 9.75,充气外直径(D′) 800(788~826)mm,充气断面宽(B′) 326(316~349) mm,层级 10PR,标准充气压力 490 kPa,标准负荷2 145 kg,最高行驶速度 10 km·h-1,花纹类型SK-400。
2 结构设计
2.1 外直径(D)和断面宽(B)
轮胎合理的充气外缘尺寸可提供良好的使用性能,而模型尺寸决定了轮胎的充气尺寸,合理设计模型尺寸是保证成品轮胎充气尺寸达到设计要求和使用性能良好的关键。根据设计经验及我公司的实际工艺情况,结合锦纶帘线的特点,本次设计参考了相近规格10-16.5 RG400和12-16.5 RG400同类轮胎的膨胀率,外直径膨胀率(D′/D)取1.05,D为762 mm,断面宽膨胀率(B′/B)取1.003,B取325 mm,以保证充气后的外缘尺寸能满足设计要求。
2.2 行驶面宽度(b)和弧度高(h)
为了提高轮胎充气后的支撑能力,保证轮胎操纵平稳且耐磨,b应取较大值,但b值也不能过大,否则胎肩过厚,散热困难,易造成轮胎使用过程中脱空。
为保证轮胎的操纵性能及耐磨性能,胎冠部位采用两段弧设计。综合考虑,b/B取0.917,b为298 mm,h为0 mm。
2.3 胎圈着合直径(d)和着合宽度(C)
该规格轮胎为无内胎轮胎,为了保证轮胎的气密性并避免装卸困难和胎圈滑动等问题,胎圈过盈量取3.1 mm,d取416 mm;根据经验,C/B取0.76,C取247 mm。
2.4 断面水平轴位置(H1/H2)
断面水平轴是轮胎在负荷下法向变形最大的位置,也称为零点半径,H1/H2取值偏小,断面水平轴位置降低,在轮胎行驶过程中胎圈部位应力较集中,易造成胎圈撕裂;反之,H1/H2取值偏大,断面水平轴位置较高,应力集中于胎肩部位,在反复压缩拉伸与屈挠作用下肩部易生热,造成肩空和肩裂。因此,本次设计H1取80 mm,H2取93 mm,则H1/H2为0.86。
轮胎断面轮廓如图1所示。
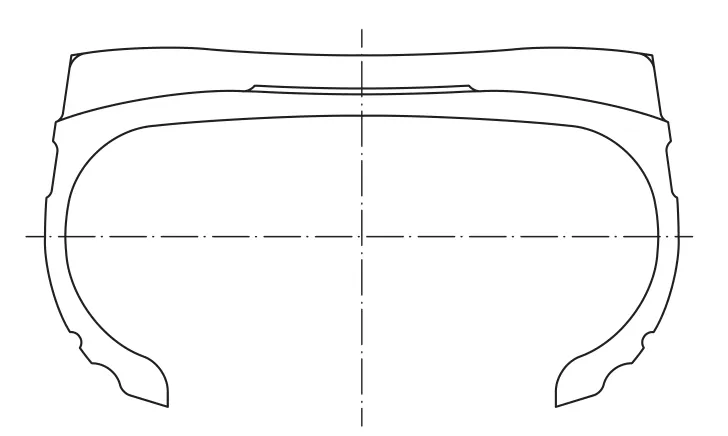
图1 轮胎断面轮廓示意
2.5 胎面花纹
胎面采用具有抓着力强、耐磨和操纵性能好等特点的SK-400花纹,花纹深度为20 mm,花纹饱和度为50%,花纹周节数为19,基部胶厚度为6 mm,这既提高了花纹的使用寿命,又不至于使轮胎滚动阻力过大,避免增加油耗。花纹前倾角为15°,后倾角为20°,前倾角偏小、后倾角偏大可有效保证花纹支撑性能、牵引性能和自洁性能。花纹块根部采用圆弧设计,很好地保证了轮胎的使用性能,同时避免应力集中造成的花纹根裂现象。
胎面花纹展开如图2所示。
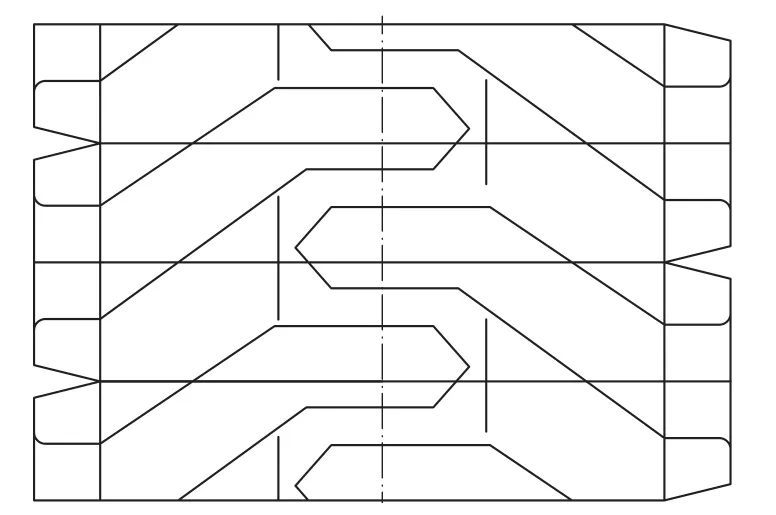
图2 胎面花纹展开示意
2.6 外观设计
为提高轮胎外观质量及平衡性能,模具花纹采用电火花加工,精确度较高,胎侧电脑刻字;模具内表面采用镀铬处理,以保证轮胎外观精美。此外,轮胎胎圈部位圆周19等分设置排气线,排气线延伸到胎侧上,以利于该部位的排气,减少胎圈出疤现象。
3 施工设计
3.1 胎面
胎面采用一方一块设计,并采用工业车辆轮胎专用胎面胶配方生产,冠部厚度为21 mm,胎侧厚度为5.5 mm。
3.2 缓冲层
缓冲层采用2层930dtex/2锦纶6浸胶帘布,每层厚度为1.3 mm,采取两宽设计,2层缓冲层宽度分别为350和320 mm。
3.3 胎体
胎体采用4层高强度1670dtex/2锦纶6浸胶帘布,成型方式为2-2。帘布裁断角度为40°,胎体安全倍数达到8。
3.4 钢丝圈
胎圈采取单钢丝圈设计,钢丝圈采用直径为1.0 mm 的回火胎圈钢丝,钢丝排列形式为8×7,钢丝圈直径为423 mm;钢丝圈包布采用1层1260dtex/2锦纶6帘布,厚度为0.94 mm;胎圈包布为1层锦纶网眼布,厚度为1.05 mm,安全倍数达到9以上。
3.5 成型
成型采用半芯轮式成型机,胎体帘布和胎面均采用套筒法成型。成型机头直径为540 mm,成型机头宽度为555 mm,成型过程中不需要卸鼓肩,胎坯成型质量好,生产效率较高。
3.6 硫化
采用胶囊硫化机硫化,硫化条件为:外压蒸汽压力 (0.32±0.02) MPa,过热水进口压力(2.6~2.7) MPa,过热水温度 (165±3) ℃,循环水压力 ≥2.2 MPa,总硫化时间 103 min。
4 成品性能
先随机抽取6条成品轮胎进行室内性能测试,再随机抽取10条成品轮胎进行定点装车试验。
4.1 外缘尺寸
安装于标准轮辋上的成品轮胎在490 kPa充气压力下充气外直径和充气断面宽分别为805和325 mm,D′/D为1.056,B′/B为1.003,基本符合预测的膨胀率,满足设计要求。
4.2 物理性能
成品轮胎的物理性能测试结果见表1。
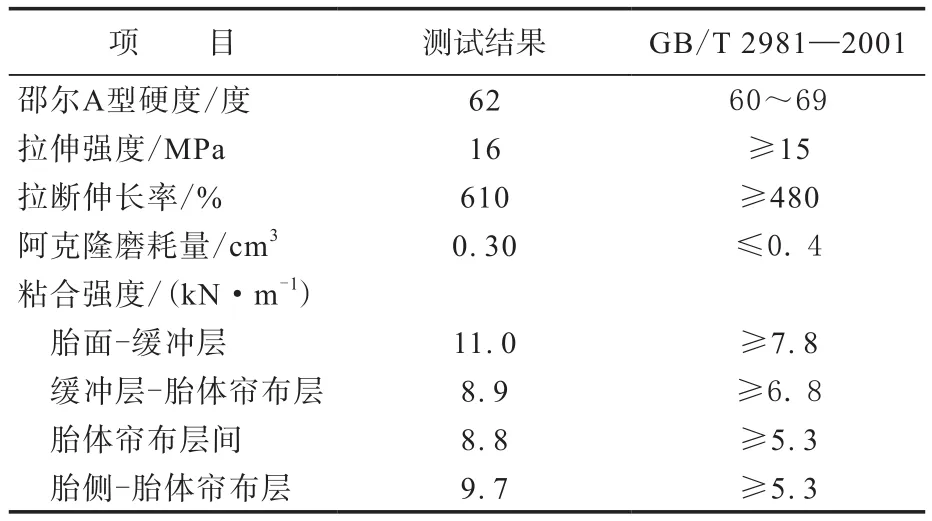
表1 成品轮胎的物理性能测试结果
从表1可以看出,成品轮胎的各项物理性能均符合国家标准要求。
4.3 帘线性能
成品轮胎胎冠帘线角度实测值为58°,满足设计要求(57°~60°)。
4.4 实际路试
装车试验结果表明,成品轮胎的耐磨性能、支撑性能、操纵性能和牵引性能良好,负荷能力强,下沉量小。
5 结语
31.5×13-16.5 10PR SK-400工业车辆轮胎的充气外缘尺寸、物理性能等达到相关设计或国家标准要求,轮胎批量生产过程中工艺稳定、外观质量良好。产品投入市场后,客户反馈该款轮胎牵引性能强、耐磨性能和自洁性能良好,外观美观,为公司创造了较好的经济效益和社会效益。
第19届中国轮胎技术研讨会论文