食用菌菌糠双螺杆挤压膨化工艺的优化
2017-07-18陈晓明高隽张志军
陈晓明,高隽,张志军
(天津市林业果树研究所,天津300112)
食用菌菌糠双螺杆挤压膨化工艺的优化
陈晓明,高隽,张志军*
(天津市林业果树研究所,天津300112)
以混合食用菌菌糠为原料,以菌糠粗纤维降解率作为评价参数,采用边心响应面设计(Box-Behnken Design,BBD),考察食用菌菌糠双螺杆挤压膨化中4个重要因素,并优化菌糠双螺杆挤压膨化工艺。结果表明,混合食用菌菌糠修正后最佳挤压膨化工艺条件为:菌糠水分含量30%,机筒温度160℃,螺杆转速为125 r/min,进料速度100 kg/h,在此工艺条件下,食用菌菌糠的粗纤维降解率平均为(40.86±0.18)%。
菌糠;食用菌;挤压膨化;工艺
随着我国食用菌产量大幅度的提高,作为食用菌生产副产物之一的食用菌菌糠(Spent Mushroom Substrate,SMS)也随之增多。目前我国对于废菌糠的处理手段,绝大多数仍然通过废弃,简易堆制或就地燃烧进行处理[1],既污染环境,又浪费了其中所含有用物质,造成了相当的经济损失。
在食用菌的生产过程中,被用作培养基的农林业副产品(诸如棉籽壳,锯木屑,玉米芯或稻草麦草以及多种农作物秸秆)或轻工业废料(诸如刨花,制糖废渣,造纸废渣等)经过食用菌菌丝体生长后,其中所含的多糖类物质(如纤维素,半纤维素,木质素)、蛋白质等大分子物质均已被食用菌菌丝在不同程度的降解和转化利用,尤其是纤维类多糖转化为食用菌菌丝的胞壁多糖成分[2],使得食用菌菌糠在纤维类物质的组成和空间密度与原料截然不同,而正是食用菌菌糠中的多糖类成分对食用菌菌糠的利用产生了不小的影响。因此,利用挤压膨化技术[3]对食用菌菌糠进行处理,可以使得菌糠在挤压膨化机中,在瞬时高温高压和机械剪切力的联合作用下,一步完成纤维多糖类物质降解,菌丝体蛋白质变性,从而改善菌糠成分中最主要的纤维类物质的降解率[4];同时,挤压膨化过程中的瞬时高温高压还可起到灭菌的作用。对双螺杆挤压膨化机处理食用菌菌糠相关工艺参数的研究,可以使在食用菌菌糠加工的关键问题上引入挤压膨化技术成为可能,可以充分利用双螺杆挤压膨化技术操作简单,生产效率高,工艺通用性好的一系列优点,生产出纤维类物质降解充分、具有多种用途的膨化菌糠。
1 材料和方法
1.1 材料
试验用混合菌糠由天津市各区县食用菌种植户提供。将无腐烂,无霉变,无杂菌的表观正常的食用菌菌糠,脱袋或去瓶后经破碎,烘干,混合均匀以备试验用,平均含水量30%。
1.2 设备
DS56-X型双螺杆挤压膨化机:赛信机械有限公司。
1.3 方法
1.3.1 菌糠预处理
将废弃食用菌棒脱袋或脱瓶后,进行破碎工序,打碎粒度与原栽培料相近即可,剔除混杂其中的硬物后干制备用。按照GB/T 6434-2006《饲料中粗纤维的含量测定》测得菌糠粗纤维含量为39.23%。食用菌菌糠的预处理详见天津市林业果树研究所起草制定的天津市地方标准DB12/T 519-2014《食用菌菌糠处理技术规范》。
1.3.2 单因子试验
使用双螺杆挤压膨化机具有三区段加热功能,包括:Ⅰ区(原料输送);Ⅱ区(混合,剪切,挤压);Ⅲ区(物料出口),根据前期预备试验的结果和生产的经济性,固定Ⅰ区温度为50℃,Ⅲ区温度为180℃,模孔(即III区物料出口)直径为10 mm,助膨剂NH4HCO3,添加量为1%。重点考察菌糠含水量,机筒温度(Ⅱ区),螺杆转速,进料速度4个因素对菌糠的粗纤维降解率的影响,确定食用菌菌糠的双螺杆挤压膨化参数。
1.3.2.1 菌糠含水量对膨化效果的影响
固定机筒温度90℃,螺杆转速100 r/min,进料速度40 kg/h,分别以20%、25%、30%、35%、40%的菌糠水分含量进行单因素试验,每个水平重复3次。
1.3.2.2 机筒温度对膨化效果的影响
固定菌糠含水量20%,螺杆转速100 r/min,进料速度 40 kg/h,分别对 90、110、130、150、170 ℃机筒温度进行单因素试验,每个水平重复3次。
1.3.2.3 螺杆转速对膨化效果的影响
固定菌糠含水量20%,固定机筒温度90℃,进料速度 40 kg/h,分别以 100、110、120、130、140 r/min 进料速度进行单因素试验,每个水平重复3次。
1.3.2.4 进料速度对膨化效果的影响
固定菌糠含水量20%,固定机筒温度90℃,螺杆转速 100 r/min,分别以 40、60、80、100、120 kg/h 进料速度进行单因素试验,每个水平重复3次。
1.3.3 因子的响应面优化
在单因素试验的基础上,以水分含量、机筒温度、螺杆转速、进料速度作为4个因素,以菌糠的粗纤维降解率为考察指标,采用边心设计(Box-Behnken Design,BBD)法[5],使用Design Expert 8.1进行响应面试验设计及分析,优化食用菌菌糠双螺杆挤压膨化工艺参数,并验证试验结果。因素与水平见表1。
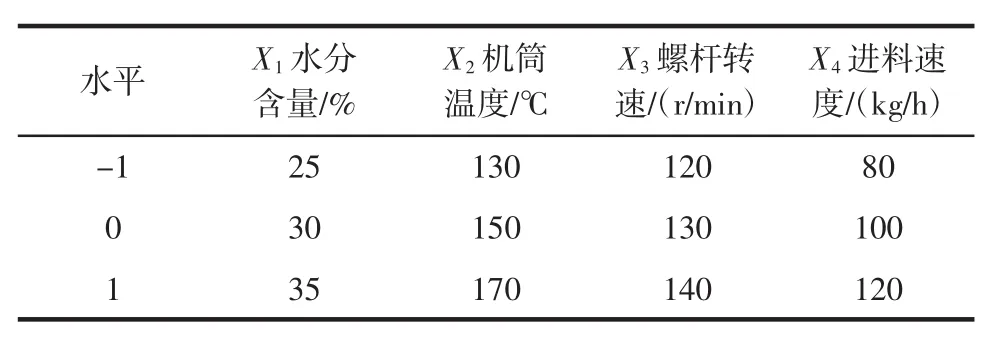
表1 响应曲面因子水平表Table 1 Factor and levels of RSM
1.3.4 检测指标
单因素试验以及响应面优化中,均以菌糠粗纤维降解率作为考察指标,膨化后粗纤维含量越低,则粗纤维降解率越高,说明挤压膨化效果越好。粗纤维降解率计算公式如下:

式中:CF1为膨化前菌糠粗纤维含量,%;CF2为膨化后菌糠粗纤维含量,%。
2 结果与分析
2.1 菌糠含水量对膨化效果的影响
水分含量对粗纤维降解率的影响见图1。

图1 水分含量对粗纤维降解率的影响Fig.1 Effect of moisture content on the crude fiber degradability
从图1中可以看出,随着水分含量的增加,菌糠粗纤维降解率在逐渐升高,当水分含量为30%时,达到最高,当水分含量大于30%时,粗纤维降解又突然降低。在试验过程中,发现当菌糠水分含量太低时挤出困难,容易出现设备堵塞和返料现象,当水分含量太高后,在挤压膨化机模头出口有明显水流,这都会影响菌糠的挤压膨化效果。
对以上数据进行方差分析和多重比较后,水分含量的5个水平的含水量之间都有显著性差异(P<0.05),考虑到菌糠水分含量太低而会出现设备堵塞或返料现象,不能连续挤出,故选择水分含量25%、30%、35%3个水平进行响应曲面法优化试验。
2.2 机筒温度对膨化效果的影响
机筒温度对食用菌混合菌糠粗纤维降解率的影响见图2。
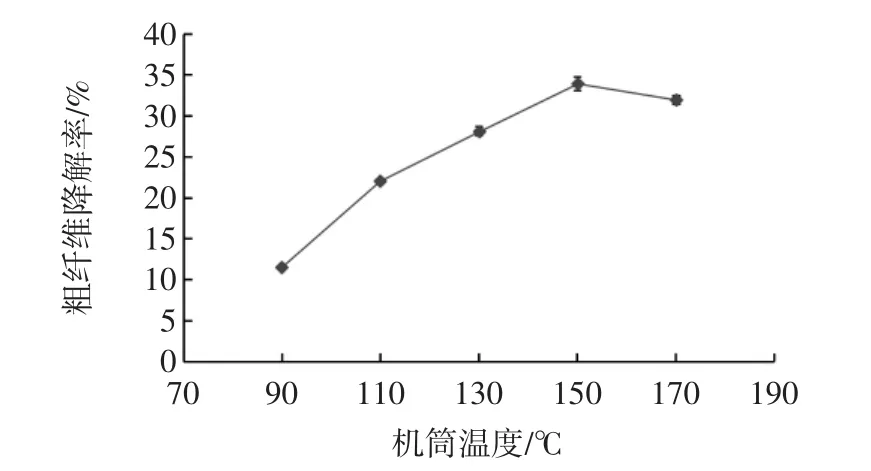
图2 机筒温度对粗纤维降解率的影响Fig.2 Effect of temperature on the crude fiber degradability
图2显示,随着机筒温度的不断升高,菌糠粗纤维降解率逐渐增加,当温度大于150℃后,粗纤维降解率又有所降低,这是由于机筒温度高,机筒内压力大,容易破坏纤维素类结构,而机筒温度过高后,压力太大,导致物料被压的很实,反而不能很好的破坏纤维素类物质的结构,且温度太高后,容易出现碳化现象而堵塞设备,造成菌糠中碳水化合物含量的降低[6]。
对以上数据进行方差分析和多重比较后,机筒温度的5个水平之间,机筒温度150℃与170℃之间无显著性差异(P=0.10>0.05),而其余水平之间的差异性极显著。考虑到参试因子水平选取的平衡性,所以选取机筒130、150、170℃3个水平进行响应曲面法优化试验。
2.3 螺杆转速对膨化效果的影响
螺杆转速对混合食用菌菌糠粗纤维降解率的影响见图3。
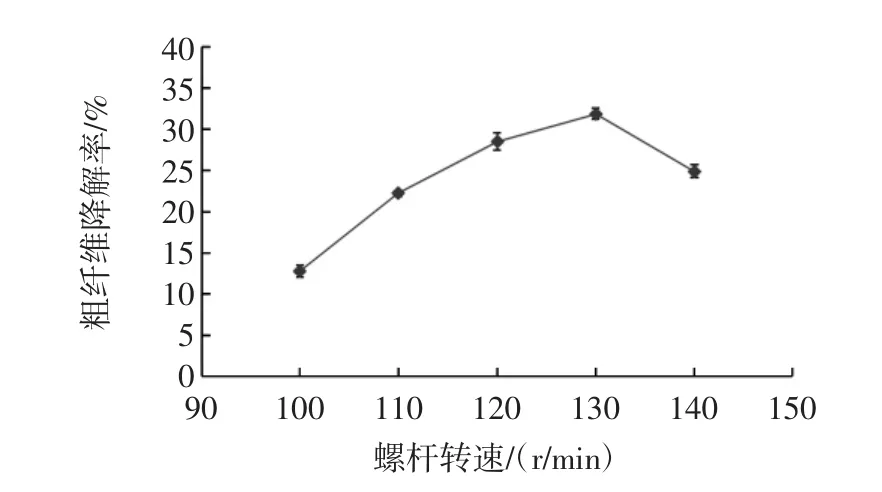
图3 螺杆转速对粗纤维降解率的影响Fig.3 Effect of screw speed on the crude fiber degradability
从图3中可以看出,在螺杆转速为130 r/min时,粗纤维降解率达到相对最大,而到140 r/min时相对最低,这说明螺杆转速低,机筒内的剪切作用小,不能充分降解菌糠粗纤维;螺杆转速过高时,物料在机筒内停留时间太短,以至于菌糠中的纤维类结构不能被很好的破坏,所以膨化后的菌糠粗纤维降解率较低[7]。
对以上数据进行方差分析和多重比较后,螺杆转速的5个水平之间都具有极显著性差异(P<0.01)。考虑到螺杆转速为130 r/min时,降解率达到相对最大,所以选取机筒120、130、140 r/min 3个水平进行响应曲面法优化试验。
2.4 进料速度对膨化效果的影响
进料速度对粗纤维降解率的影响见图4。
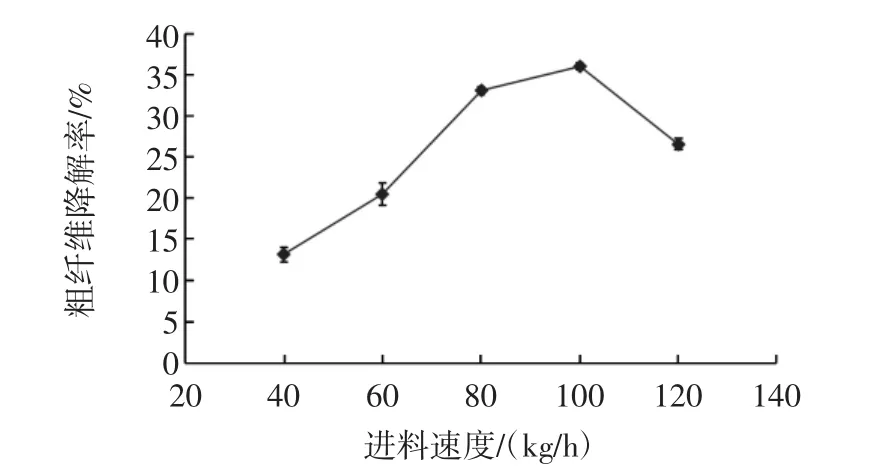
图4 进料速度对粗纤维降解率的影响Fig.4 Effect of feeding speed on the crude fiber degradability
从图4中可以看出,随着进料速度的逐渐增加,机筒内物料单位时间内相对量增加,机筒内压力升高,有利于破坏纤维结构,而当进料速度太大时,机筒内物料的相对密度大且物料停留时间短,不能及时挤出,机筒压力增大且温度升高,物料出现碳化焦结而不能连续挤出[8]。
对以上数据进行方差分析和多重比较后,进料速度的5个水平之间都具有极显著性差异(P<0.01)。考虑到进料速度为100 kg/h时,粗纤维降解率达到相对最大,所以选取机筒80、100、120 kg/h 3个水平进行响应曲面法优化试验。
2.5 菌糠挤压膨化工艺响应面优化
响应面试验四因素三水平共29次独立试验,其中析因部分试验次数为24次,中心点重复试验为5次,用以估算试验误差。试验结果见表2。
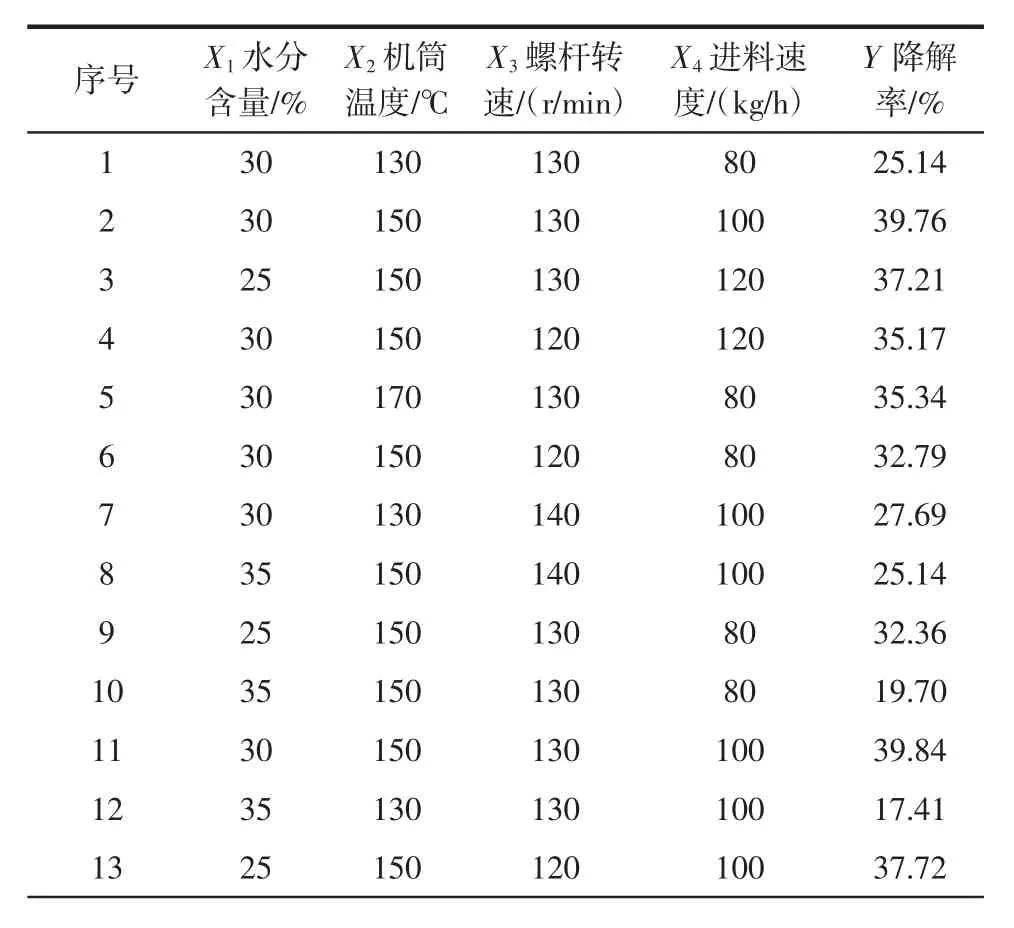
表2 响应面设计及结果Table 2 Design and results of RSM

续表2 响应面设计及结果Continue table 2 Design and results of RSM
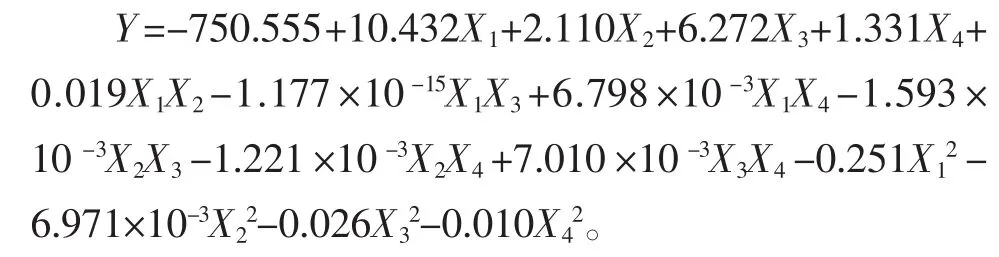
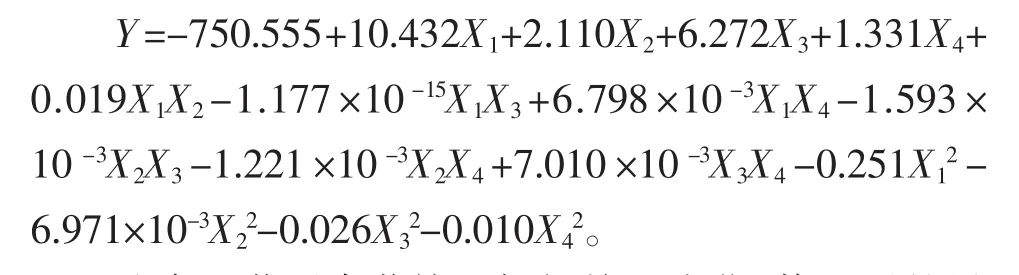
利用Design Expert软件对表2中的数据进行多元回归拟合,得到食用菌菌糠粗纤维降解率(Y)对水分含量(X1);机筒温度(X2);螺杆转速(X3)及进料速度(X4)的实际值全变量二次多项回归模型方程为:
对该回归模型进行方差分析后进行显著性检验,结果见表3。
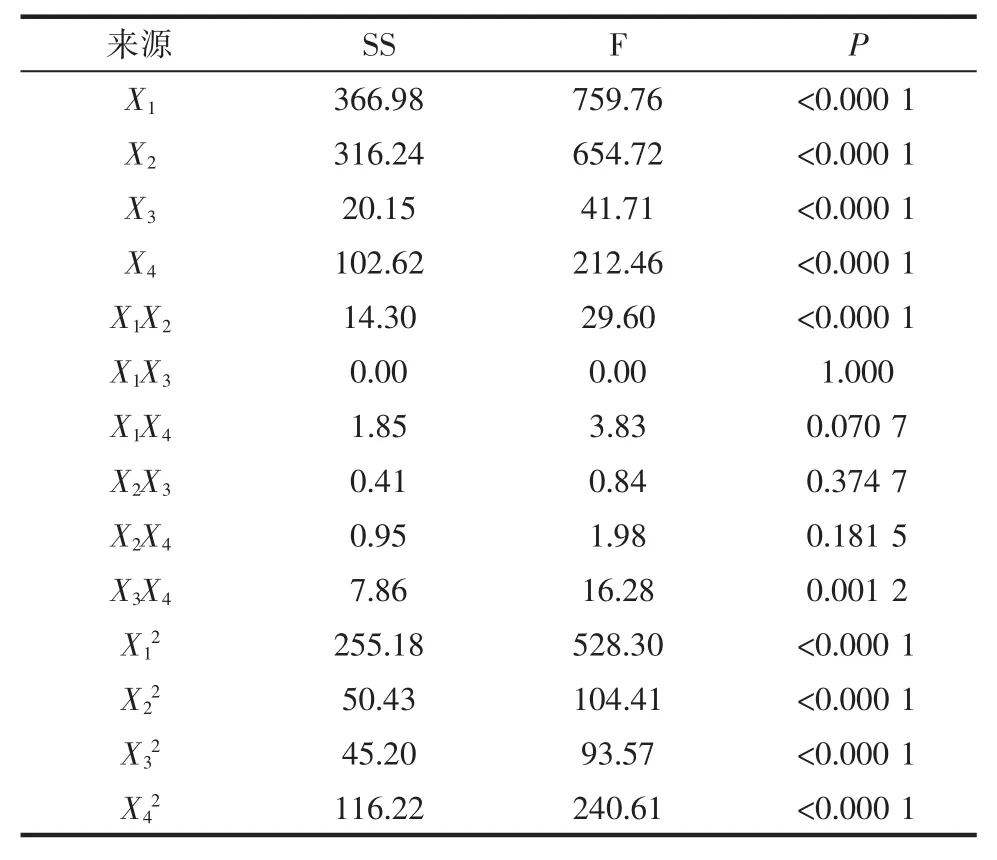
表3 回归模型系数的显著性检验结果Table 3 Test results of significance for regression coefficient
从表 3 中可以看出,模型一次项 X1、X2、X3、X4对响应值 Y 影响都极显著(P<0.000 1);二次项 X12、X22、X32、X42对Y影响也是极显著(P<0.000 1);交互项中X1X2、X3X4对响应值Y有极显著影响,其余交互项对响应值Y影响都不显著,这也说明水分含量×机筒温度;螺杆转速×进料速度的交互作用对食用菌菌糠粗纤维降解率具有极显著影响。
通过对响应曲面的交互作用分析后,发现各因素以及各因素之间的交互作用对菌糠的粗纤维降解率都有重要的影响。因此需要对提取条件进行优化。根据回归模型,通过软件分析得到菌糠的挤压膨化最优工艺条件为:水分含量29.48%,机筒温度155.97℃,螺杆转速为125.84 r/min,进料速度100.14 kg/h,在此条件下,菌糠的粗纤维降解率为41.78%。为了检验响应曲面法所得结果的准确性和可靠性,又考虑到通用性及实际操作的便利,将最优工艺条件修正为:水分含量30%,机筒温度160℃,螺杆转速为125 r/min,进料速度100 kg/h,在修正后的优化提取工艺条件下,食用菌菌糠的粗纤维降解率平均为(40.86±0.18)%,与得率的理论值相比,相对误差为(2.21±0.43)%,因此采用响应曲面法所得的优化膨化工艺参数准确可靠。
3 结论
1)得到在双螺杆挤压膨化机中,食用菌菌糠粗纤维降解率(Y)对原料菌糠水分含量(X1);机筒温度(X2);螺杆转速(X3)及进料速度(X4)的二次多项回归模型方程为:
2)食用菌混合菌糠双螺杆挤压膨化,修正后的最优工艺条件为:水分含量30%,机筒温度160℃,螺杆转速为125 r/min,进料速度100 kg/h,在修正后的优化提取工艺条件下,食用菌菌糠的粗纤维降解率平均为(40.86±0.18)%
[1]张俊飚,李波.对我国食用菌产业发展的现状与政策思考[J].华中农业大学学报(社会科学版),2012(5):13-21
[2]刘晓牧,王中华,李福昌,等.菌糠的营养价值及应用[J].中国饲料,2000(18):29-30
[3]顾华孝.挤压机概述[J].饲料工业,2000,21(7):1-5
[4]陈雄.挤压膨化过程中物料的变化[J].粮食与饲料工业,2000(12):17-18
[5]王永菲,王成国.响应面法的理论与应用[J].中央民族大学学报(自然科学版),2005,14(3):236-240
[6]袁野,董海洲,刘传富,等.响应面法优化细麸双螺杆挤压膨化工艺条件[J].中国食物与营养,2014,20(9):56-60
[7]单成俊,周剑忠,黄开红,等.挤压膨化提高甘薯渣中可溶性膳食纤维含量的研究[J].江西农业学报,2009,21(6):90-91
[8]杨绮云,李德溥,徐克非.操作参数对双螺杆挤压机挤压效果影响的研究[J].食品科学,2001,22(2):14-17
The Optimization of Double-Screw Extrusion Technology by Spent Edible Fungi Substrate
CHEN Xiao-ming,GAO Jun,ZHANG Zhi-jun*
(Tianjin Institute of Forestry and Pomology,Tianjin 300112,China)
The Double-screw extrusion technology of spent edible fungi substrate (SMS)has been studied and optimized though four facters Box-Behnken design (BBD)of response surface method (RSM),as index by curde fiber degradability.The optimal technology condition were material moisture of SMS 30%,extrusion temperature 160℃,screw speed 125 r/min and feeding speed 100 kg/h,the crude fiber degradability of mixture SMS could reach up(40.86±0.18)%under this extrusion technology condition.
spent mushroom substrate(SMS);edible fungi;double-screw extrusion;technology
2016-10-12
10.3969/j.issn.1005-6521.2017.14.019
院长基金项目(11009)
陈晓明(1977—),男(汉),助理研究员,博士,主要从事天然产物与食品加工研究。
*通信作者:张志军,研究员,学士,主要从事食用菌栽培与产品开发。
