DCC装置裂解气压缩机组无应力配管技术
2017-07-18陈宝运陕西化建工程有限责任公司陕西咸阳712000
陈宝运(陕西化建工程有限责任公司,陕西 咸阳 712000)
DCC装置裂解气压缩机组无应力配管技术
陈宝运(陕西化建工程有限责任公司,陕西 咸阳 712000)
机组管系在安装过程中不平衡的多余部分应力必然分担在设备接口上,会造成机组在开车后震动超标,进而影响机组安全运行。所以在机组开车之前要核对接口的允许静载值,并调整机组管系的应力分布,使其达到规范要求。结合榆林靖边能源综合利用启动项目DCC装置裂解气压缩机开车前进行的系统管道无应力对中经验,总结出压缩机组开车前管系无应力对中的施工方法及技术要求。
无应力;配管;管系;支架
以榆林靖边能源综合利用启动项目DCC装置裂解气压缩机组为例,共有10条管线,在机组运行之前松开了每个管道与机组连接的法兰口,发现有不同程度的径向、轴向偏差。靖边项目裂解气压缩机转速为3000r∕min至6000r∕min之间,按照规范要求,在自由状态下所有螺柱应能在螺栓空中顺利通过,法兰平行度≤0.15mm,同心度≤0.50mm。但靖边项目裂解气压缩机管道的偏差已远远超过0.5mm,部分管道法兰同心度偏差已达1mm。所以必须进行管系无应力对中,以达到规范要求。
1 调整程序
管道与压缩机组的连接口松开→压缩机组找正→检测管道与压缩机组连接口偏差记录数据→调整管系支撑件位置或割口→检测管道与压缩机组连接口偏差记录数据→合格→根据法兰连接螺栓选用力矩扳手→压缩机组架设百分表→连接螺栓初紧 →观察机组上的百分表是否在合格范围内 →二次紧固→观察机组上的百分表是否在合格范围内→连接螺栓终紧→观察机组上的百分表是否在合格范围内→最终确认管系对机组影响在技术文件要求或施工规范内(如果检测不合格,重新调整管系法兰对中数据或支吊架)。
2 调整方法及技术要求
2.1 配管期间
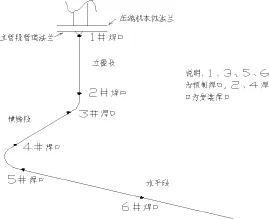
(1)正确选择配管工艺的先后顺序,是整个机组安装质量的保证和施工进度的关键。配管工作严禁从机组主体开始,管道焊口焊接顺序要按照先从机组设备口的焊缝开始焊接,正常机组相关管道的布置受安装位置的局限较大,主要分为立管段部分、横跨段部分、水平部分,由于机组基础位置的限制,这3段分段预制后现场进行拼装。故常规机组管道布置如下单线图所示。管道与机组连接对机组产生的应力影响机组的同心度必须小于0.03mm,所以最后一道口的焊接要有监察手段和调整措施,焊口选择要在机组较近的主管段下方与横跨段对口的横口位置上即2#焊口(如果现场管道走向允许且无施工障碍,最好将最后的焊口留在管线固定支架之后),根据机组管道具体的布局,以下单线图的焊口布置及最后焊口的预留可进行调整,如果管道预制的深度比较大的话最后的焊口可以是4#或5#、6#焊口。
(2)各段的安装
立管的吊装、定位、拼接要保证机组主体上不得附加重量和应力。吊装的吊点不得放在机组本体上,要在机组的适当高度设置钢结构吊装架,在吊装架上使用手拉葫芦把立管提升至离压缩机法兰5—10mm的位置,初步找正上下法兰的螺栓孔中心,插入螺栓。不能拧紧,只作对中导向用,不能承受立管段的重量。将立管段架设在吊装架上,焊接临时支撑并塞入调整垫铁,卸去手拉葫芦。用塞尺4点对称测量压缩机与主管两片法兰的间隙及不平行度,根据测得的数据结合垫铁进行调整,使其密封面间隙、平行度、螺栓孔的插入自由度均符合要求,然后加入正式垫片。
横跨段安装时与水平段拼接定位必须以立管为基准,相对立管的垂直度要符合要求,横跨段与立管段要进行预组对,确保管口四周间隙均匀和错变量符合要求。4#焊口的组对要考虑焊接收缩对2#管口的影响,组对2#管口对横跨段相反侧留少许错变量(经验约2mm),4#管口组对焊接后,检查2#管口的对口变化情况,检查机组与立管法兰的平行度和螺栓自由情况,不符合要求必须进行第1条中的相关调整。
2#焊口的焊接必须有2名合格的焊工同时对称交错进行,焊接时把握住两人的焊接电流和速度基本一致。焊接同时要测量机组与立管法兰的平行度及螺栓情况,并在机组法兰口附近上架设百分表,测量管道法兰在轴向和径向的偏差数值是否超出规定要求,如果超出必须停止焊接并进行分析采取应对措施并处置。
机组进出口管线连接全部按照管道吹扫试压后进行。因为管道的吹扫试压工作期间要在该管口处反复加拆盲板,不仅影响对中数据,而且增加施工难度,所以现场采取对靠近机组法兰至一次切断阀法兰(加设盲板的位置)的所有焊口全部进行射线检测、人工清理,该部分管段不参与试压吹扫。
(3)机组运行前最终找正阶段
机组运行前最终找正阶段,要对整个管系对机组的应力情况进行复检,即无应力最终检查;首先将所有与压缩机组连接的管道法兰口松开,待压缩机组最终找正之后检测管道与压缩机组连接口偏差情况,记录偏差方向及偏差的数据,数据的检测使用塞尺进行测量。
根据偏差数据的大小确定调整的方案。轴向偏差3mm之内、径向偏差3mm之内,通过调整该段管系垂直管段弹簧支架的安装标高及水平方向径向限位为0的弹簧的限位进行减小偏差。轴向偏差大于3mm、径向偏差大于3mm的情况,如果管系通过支架调整已无法满足,采取割口法进行调整,割口的位置尽量远离机组设备,并且选择易于操作及方便调整的位置。
通过以上方法将管道与机组连接的法兰口轴、径向偏差减小后再次使用塞尺及游标卡尺检测管道与压缩机组连接口偏差记录数据,如果大于0.5mm,则重新进行微调;如果小于0.5mm,可以进行法兰恢复工作。
机组架设百分表,配专人检测,对称进行初紧,观察机组上的百分表是否在合格范围内,一旦超出范围,立即停止紧固工作,重新调整。二次紧固、终紧选择合适的力矩执行以上步骤,直至机组百分表在0.5mm范围内。
[1]《石油化工有毒、可燃介质管道工程施工及验收规范》SH3501-2011.
[2]《美国机械工程师协会标准》ASMEB31.3-2002.
[3]《化工机器安装工程施工及验收规范》HG20203.
[4]《转动设备无应力配管工法》刘志奇中铁一局安装公司.