新型破碎压榨联合生物工艺处理餐厨垃圾中试研究
2017-07-18雷永康熊春江姜苏峻林蒋海刘泽寰
雷永康,熊春江,姜苏峻,林蒋海,刘泽寰
广东启智生物科技有限公司,广东 广州 510530
新型破碎压榨联合生物工艺处理餐厨垃圾中试研究
雷永康,熊春江,姜苏峻,林蒋海,刘泽寰*
广东启智生物科技有限公司,广东 广州 510530
采用新型破碎压榨预处理、油液渣三相分离的联合生物工艺(CBP)处理广州市餐厨垃圾,研究该工艺对餐厨垃圾减量率、产乙醇量、回收油脂和高蛋白酒糟的效能。结果表明:1)新型破碎压榨预处理后,餐厨垃圾减量率达90%以上,且压榨渣的干基低位燃烧值为4 885 kJ/kg,达到GB/T 18750—2008《生活垃圾焚烧炉及余热锅炉》的垃圾焚烧标准。2)在偏酸性(pH为3.62)和含盐量较高(盐分浓度为8.03 g/L)的环境下,酵母代谢工程菌(噬污酵母)在24 h内对餐厨垃圾总糖转化为乙醇的效率高达91.78%,说明酵母代谢工程菌具有耐盐耐酸性及糖醇转化的高效性。3)联合生物加工工艺对餐厨垃圾的油脂回收率为89.78%,对高蛋白酒糟的回收率为98.39%,且产品特性达到GB/T 25866—2010《玉米干全酒糟(玉米DDGS)》高脂型一级标准;对乙醇回收率为94.99%,且产品特性达到GB/T 394.1—2008《工业酒精》一级标准。联合生物加工工艺对餐厨垃圾处理具有减量化程度高、发酵周期短、产品回收率高且品质好的优势。
餐厨垃圾;破碎压榨;联合生物加工;噬污酵母
餐厨垃圾是餐饮垃圾和厨余垃圾的总称。餐厨垃圾属于特殊垃圾,其含有少量有毒有害物质(如重金属等),且含大量的营养物质。从物理组成上来说,主要包括面食、蔬菜和肉食类食物等;从化学组成上来说,主要包括淀粉、糖、纤维素、蛋白类、脂类和无机盐等,同时还富含Ca、Na、Mg、K等微量元素。因此,餐厨垃圾具有废物和资源的双重特性,是一种资源化利用价值高的废物,对其进行资源化处理能变废为宝、变害为利,从而实现人与环境的可持续发展。
目前,国内外餐厨垃圾资源化处理技术主要有焚烧发电、卫生填埋、堆肥、厌氧发酵产沼气、固态发酵产菌体蛋白饲料等。已有研究表明,餐厨垃圾厌氧发酵产沼气可达508.3 mLg(以挥发性固体计)[1],在55 ℃、65%左右接种率和90%以上原料含水率条件下,现场厌氧发酵处理餐厨垃圾产沼气率最佳[2];对单一餐厨垃圾[3]或餐厨垃圾联合混合物(如水葫芦[4])进行堆肥资源化利用,在30 ℃以下效果更佳;也有大量研究表明[5-8],利用单一或多菌种混合发酵处理餐厨垃圾,最终能获得含粗蛋白高达28%的蛋白饲料。这些传统的处理工艺为餐厨垃圾的资源化处理提供了理论指导和经验借鉴,但其受到餐厨垃圾含水率、温度和固体含量等因素的影响,在一定程度上造成餐厨垃圾的预处理条件苛刻、运行效率低和高成本等劣势。因而,寻求餐厨垃圾减量率高、运行周期短、产品量大质优的新型工艺有待突破。
餐厨垃圾中含有大量的淀粉、糖类和纤维素类物质,具有生物乙醇转化的可行性。已有研究表明[9],利用根霉和枯草芽胞杆菌进行糖化预处理和发酵处理餐厨垃圾,5 d后产乙醇率可达6.67%,在适宜条件下用糖化酶和酵母菌同步糖化发酵,乙醇产量最高为0.15 mLg(以餐厨垃圾量计)[10];利用商业糖化酶、纤维素酶和酿酒酵母同步糖化发酵处理餐厨垃圾,乙醇产量达0.2 gg(干重)[11];利用淀粉类水解酶和酿酒酵母同步糖化发酵处理餐厨垃圾,发酵15 h后乙醇产量达最大值,为0.23 gg(干重)[12]。这些研究为实现餐厨垃圾生物乙醇转化奠定了基础,但研究主要集中在同步糖化发酵法(SSF),操作步骤繁琐,投资成本高,而利用联合生物工艺(CBP)进行餐厨垃圾生物乙醇转化的研究鲜见报道。
笔者采用新型破碎压榨预处理、油液渣三相分离的联合生物工艺最大化回收油脂和高蛋白酒糟后,再利用自主研发的酵母代谢工程菌株(噬污酵母)直接以餐厨垃圾为原料在同一体系内同时产酶、酶解,并对其进行生物发酵产乙醇的试验,以期减少商业化酶使用、降低成本、简化工艺,从而实现餐厨垃圾的减量化、无害化及转化为生物乙醇和高蛋白酒糟的资源化,为我国餐厨垃圾的资源化利用提供新思路、新工艺。
1 材料与方法
1.1 试验材料与设计
餐厨垃圾收集于广州市和佛山市周边以粤菜系为主的饭店、餐馆。噬污酵母(专利号:ZL201310742190.X)及新型破碎压榨设备由广东启智生物科技有限公司研发部提供。
2016年8月2—30日进行试验,每周进料1次,共4次,每次试验所用餐厨垃圾收集于同一区域的饭店、餐馆。餐厨垃圾来料后(不包括日常生活中所丢弃的城市固体废物,如渣土瓦块、玻璃、织物等),用校准过的磅秤称量,并记录总质量;餐厨垃圾采用破碎机破碎,其工作能力为6 t/h;破碎后的餐厨垃圾送入压榨机进行压榨处理,物料被反复挤压,压榨渣与压榨液被有效分离;称量并记录压榨渣总质量,收集压榨渣和压榨液用于测燃烧值、含水率、盐分和酸解总糖浓度。
压榨液经过蒸汽灭菌30 min后,冷却到30 ℃左右,加入噬污酵母在容积为5 t的发酵罐中发酵;发酵初期保持通氧,发酵24 h后,取发酵醪测乙醇浓度;发酵醪经过油液渣三相分离,收集油脂和发酵醪渣(即高蛋白酒糟),剩余发酵醪输送到蒸馏塔进行蒸馏以回收乙醇;最后将发酵醪蒸馏后的残液和发酵醪渣合并送入到多效蒸发器浓缩,再将浓缩后液体进行烘干以回收高蛋白酒糟。
1.2 样品处理
采集压榨渣和压榨液样品后,立即测定其含水率、酸解总糖和盐分;剩余的压榨渣和压榨液样品在105 ℃烘箱中杀青30 min后,保持85 ℃恒温烘至恒重,用于测定总蛋白和油脂以及产品特性分析;压榨液经过24 h发酵后,从发酵罐中采集发酵醪,经过离心、过滤、酸化后,测乙醇浓度;发酵醪经过蒸馏后取乙醇用于产品特性分析。所有指标参数均平行测定3次,取平均值。
1.3 分析方法与数据处理
含水率采用烘干-称重法测定;pH采用pHS-3C型pH计(上海雷磁仪器厂)测定;盐分采用重铬酸钾-硝酸银滴定法测定;燃烧值采用氧弹量热法测定(GB 213—2008《煤的发热量测定方法》);总糖浓度采用酸水解-高效液相法测定(以转化葡萄糖浓度计);总蛋白浓度采用凯氏定氮法测定(GB/T 6432—94《饲料粗蛋白质的测定方法》);油脂浓度采用索氏脂肪提取仪提取法测定(GB/T 6433—2006《饲料中粗脂肪的测定》);乙醇浓度采用高效液相法测定。
采用Excel 2010进行试验数据记录和整理,pH、酸解总糖浓度、盐分、含水率、乙醇浓度指标采用鲜样测定,总蛋白浓度、油脂浓度采用烘干样测定,再换算成鲜重浓度。计算公式如下:
糖醇转化率=乙醇产量/(葡萄糖总量×0.51)×100%
理论乙醇产量=压榨液总质量×
压榨液酸水解转化总糖浓度×0.51
理论油脂产量=压榨液油脂浓度×压榨液总质量
理论高蛋白酒糟产量=压榨液总质量×压榨液
干物质率-理论油脂产量-理论乙醇产量
2 结果与讨论
2.1 新型破碎压榨预处理
2.1.1 对减量率的影响
减量化、资源化和无害化是垃圾处理遵循的三大原则,而减量化原则是从源头上削减,最终减少处理量。从表1可以看出,采用新型破碎压榨设备在
同一条件下运行后,餐厨垃圾的减量率均达90%以上;压榨后的废渣主要含少量的食物残渣、塑料、沙等,以及未经压榨与压榨液共同流出的小粒径残渣,且其干基低位燃烧值保持在4 885 kJ/kg,达到GB/T 18750—2008《生活垃圾焚烧炉及余热锅炉》的垃圾焚烧标准。因此,通过新型破碎压榨预处理后,餐厨垃圾将实现很大程度的减量化,为城市垃圾减容和“垃圾围城”解困,少量压榨废渣并入到城市环卫系统或焚烧发电等资源化再利用。
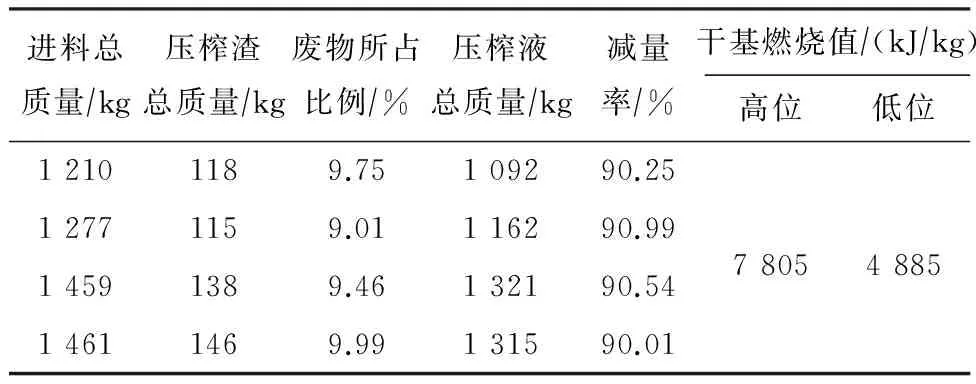
表1 餐厨垃圾减量率
2.1.2 对主要理化指标的影响
由表2可知,经过新型破碎压榨处理后,压榨液平均总糖浓度为4.52%,pH为3.62,含水率为85.79%,盐分浓度为8.03 gL,属于偏酸性和含盐量较高的发酵环境。
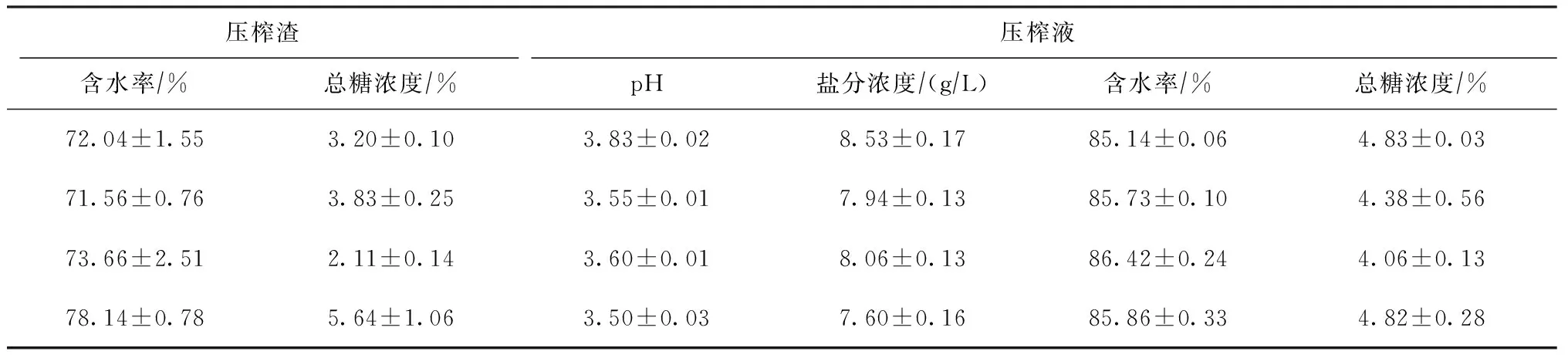
表2 主要理化指标
注:均以鲜重计。全文同。
pH、含水率、盐分浓度等是检验餐厨垃圾处理工艺优劣的重要因素。已有研究表明,当pH低于6.1或者高于8.3时,产甲烷菌的活性受到抑制,厌氧发酵反应可能停止[13],pH为7时,微生物的合成代谢能力旺盛,厌氧发酵的产沼气率达到最优[14];在餐厨垃圾初始含水率约55%的条件下,高温好氧消化效果和水溶性TOC降解率最佳[15];添加10 g/L盐分时,厌氧发酵脱氢酶活性受到轻度抑制,沼气量减少17%[16]。而在偏酸性和含盐量较高的环境下,噬污酵母不受影响,能高效利用压榨液中的总糖,实现生物乙醇转化和蛋白降解。
2.2 联合生物工艺试验
2.2.1 对主要产品的影响
餐厨垃圾中有机质浓度高,且蛋白、油脂浓度远高于其他垃圾,有很高的回收利用价值,是制备动物饲料和有机物的丰富资源。从表3可看出,压榨渣总蛋白、油脂浓度平均值分别为9.13%和2.76%,压榨液总蛋白、乙醇、油脂浓度平均值分别为2.14%、2.07%、4.55%,说明经过新型破碎压榨预处理后,大部分油脂被压出,仍有少部分蛋白和油脂残留在压榨渣中。
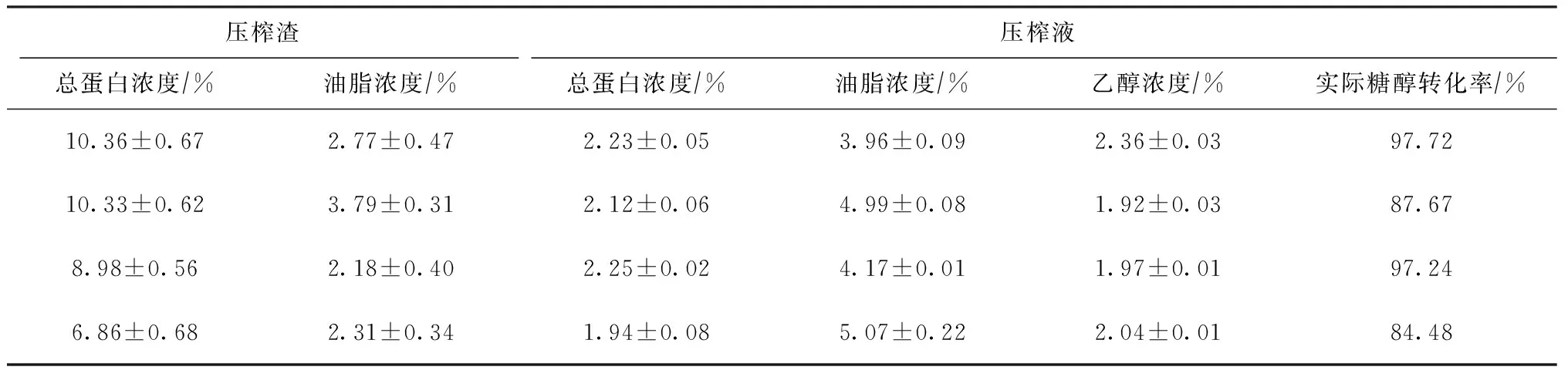
表3 主要产品浓度
传统的餐厨垃圾厌氧发酵需要较长周期,处理进度慢,所以处理量不大。利用酿酒酵母对餐厨垃圾进行120 h发酵后,乙醇浓度可达54.6 g/L[17]。而由表3可知,在24 h内,噬污酵母对餐厨垃圾的平均糖醇转化率达91.78%。因此,联合生物工艺具有发酵周期短、处理进度快、糖醇转化率高的优点,可有效实现餐厨垃圾的资源化利用。
2.2.2 主要产品的回收率
产品回收率直接影响餐厨垃圾资源化处理工艺的可行性。由表4可知,经过新型破碎压榨预处理、油液渣三相分离的联合生物工艺后,餐厨垃圾油脂、高蛋白酒糟和乙醇平均回收率分别为89.78%、98.39%和94.99%。有研究表明[18],在160 ℃下湿热处理80 min,流速低于0.825 ms时,可回收75%的油脂;利用餐厨垃圾混合1.5%尿素在30 ℃发酵48 h后,可回收含蛋白28.57%的粗蛋白饲料[8];利用餐厨垃圾添加10%麦麸和4%豆粕在32 ℃厌氧培养48 h后,可回收含蛋白20.25%的粗蛋白饲料[19]。显然,在主要产品乙醇、油脂和高蛋白酒糟的回收方面,该联合生物工艺具有良好的效果,而且条件温和、工艺操作简单。
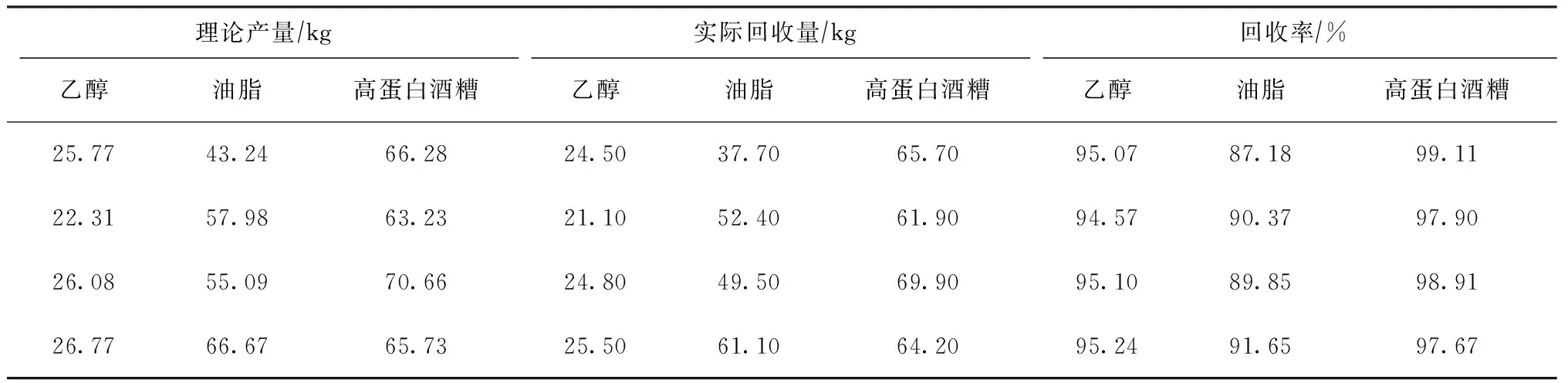
表4 主要产品回收率
2.3 主要产品的特性
将从餐厨垃圾回收的油脂、高蛋白酒糟和乙醇送检并对其产品特性进行分析,与相对应国内通用标准的品质指标进行了对比,主要产品品质如表5所示。由表5可知,回收油脂中有效成分浓度达99.5%;回收乙醇中乙醇浓度为97.8%,其他指标均在规定范围内,达到GB/T 394.1—2008《工业酒精》一级标准;高蛋白酒糟中粗蛋白、粗脂肪浓度分别为37.27%和9.49%,霉菌总数和黄曲霉毒素B1浓度等达到GB/T 25866—2010《玉米干全酒糟蛋白饲料(DDGS)》的营养和卫生标准,属于高脂型一级蛋白饲料。
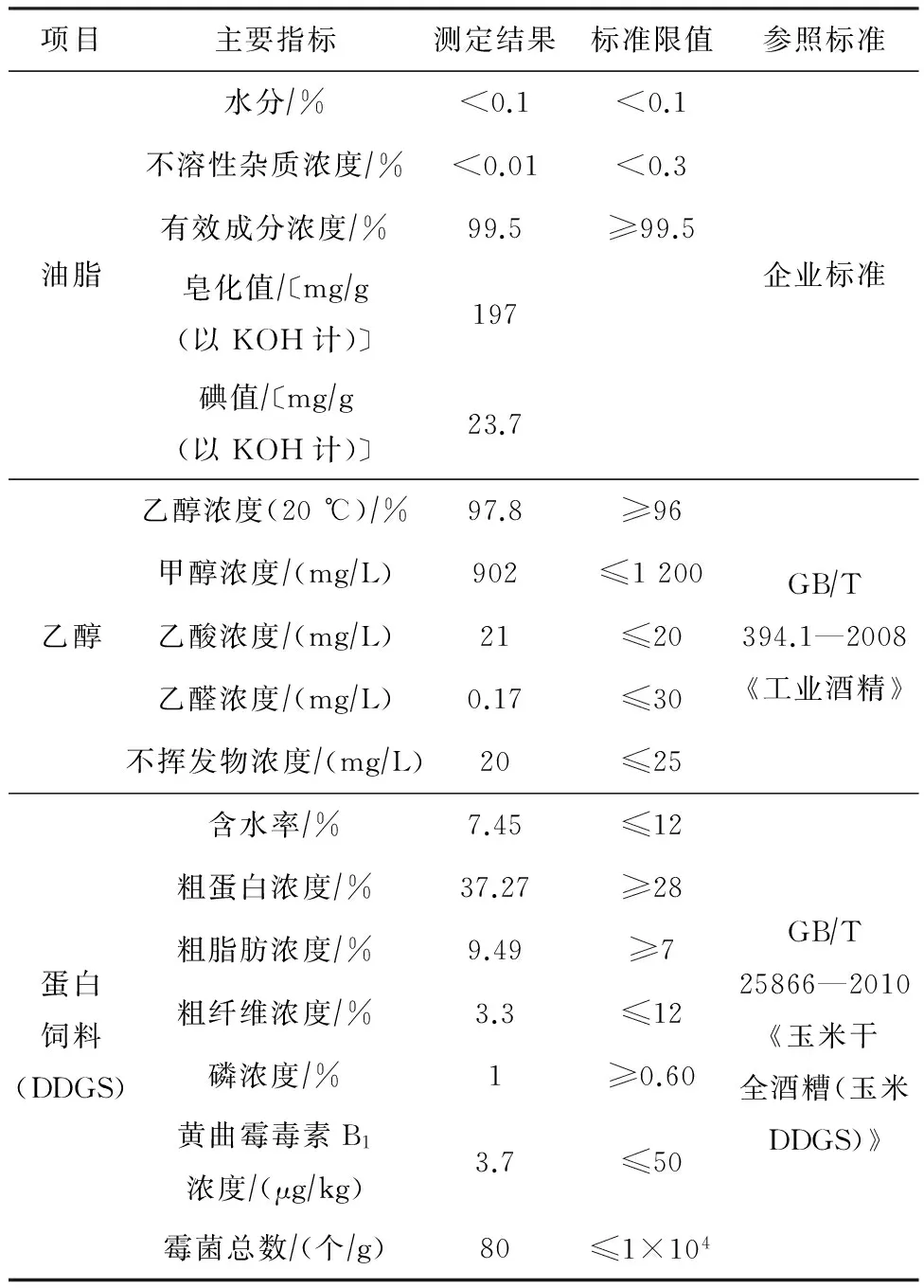
表5 主要产品品质
3 结论
(1)通过新型破碎压榨预处理,餐厨垃圾的减量率达到90%以上,压榨渣干基低位燃烧值为4 885 kJ/kg,达到GB/T 18750—2008《生活垃圾焚烧炉及余热锅炉》垃圾焚烧标准。餐厨垃圾能在较短的工艺周期内快速实现减量和分流,最终实现无害化。
(2)酵母代谢工程菌(噬污酵母)在24 h内对餐厨垃圾总糖转化为乙醇的效率高达91.78%,能快速和最大化实现餐厨垃圾的糖醇转化;联合生物加工工艺能最大程度地回收油脂、高蛋白酒糟,其回收率分别为89.78%和98.39%。
[1] 易龙生,饶玲华,王鑫,等.餐厨垃圾理化性质及其厌氧发酵产气潜力分析[J].中南大学学报(自然科学版),2012,43(4):1584-1588. YI L S,RAO L H,WANG X,et al.Physicochemical properties and biogas production potential of kitchen waste[J].Journal of Central South University(Science and Technology),2012,43(4):1584-1588.
[2] 王延昌,袁巧霞,谢景欢,等.餐厨垃圾厌氧发酵特性的研究[J].环境工程学报,2009,3(9):1677-1682. WANG Y C,YUAN Q X,XIE J H,et al.Characteristic studies on anaerobic fermentation for kitchen waste[J].Chinese Journal of Evironmental Engineering,2009,3(9):1677-1682.
[3] 韩涛,任连海,张相锋,等.初始环境温度对餐厨垃圾好氧堆肥过程的影响[J].环境科学学报,2006,26(9):1458-1462. HAN T,REN L H,ZHANG X F,et al.Impact of initial temperature on aerobic composting for the restaurant garbage[J].Acta Scientiae Circumstantiae,2006,26(9):1458-1462.
[4] 李兵,王英,董志颖.餐厨垃圾与水葫芦联合好氧堆肥生物质组分分类表征[J].环境科学学报,2013,33(9):2531-2538. LI B,WANG Y,DONG Z Y.Biomass components characterization during the aerobic composting of kitchen waste combined with water hyacinth[J].Acta Scientiae Circumstantiae,2013,33(9):2531-2538.
[5] 陈金钟,邬苏焕,宋兴福.泔脚与秸秆混合发酵法生产蛋白饲料的新工艺流程[J].上海环境科学,2003(12):998-1000. CHEN J Z,WU S H,SONG X F.New flow proeess of produeting protein feed stuff by mixed fermentation method of food residue and straw[J].Shanghai Environmental Science,2003(12):998-1000.
[6] 邬苏焕,宋兴福,刘够生,等.双菌固态发酵处理餐厨垃圾[J].食品与发酵工业,2004(5):63-68. WU S H,SONG X F,LIU G S,et al.Solid-state fermentation of waste food to produce feeding-portein by mixed fungal strains[J].Food and Fermentation Indstries,2004(5):63-68.
[7] 庄禧懿,储卫华,马兴旺,等.餐厨垃圾微生物发酵生产生物饲料的研究[J].化学与生物工程,2012,29(1):85-87. ZHUANG X Y,CHU W H,MA X W,et al.Microbial fermentation of kitchen waste for bio-feen[J].Chemistry & Bioengineering,2012,29(1):85-87.
[8] 龚仁,宋鹏,陈五岭.餐厨垃圾发酵生产生物活性蛋白饲料的工艺研究[J].饲料工业,2008,29(24):39-42.
[9] 刘爱民,徐双锁,蔡欣,等.餐厨垃圾混菌发酵制备燃料乙醇[J].环境工程学报,2013,7(2):727-731. LIU A M,XU S S,CAI X,et al.Fuel ethanol production from food waste by being mixed microbical fermentation [J].Chinese Journal of Environmental Engineering,2013,7(2):727-731.
[10] 晏辉,马鸿志,汪群慧,等.同步糖化发酵从厨余垃圾生产燃料乙醇的研究[J].环境与可持续发展,2007(3):37-39.
[11] JAE H K,JUN C L,DAEWON P.Feasibility of producing ethanol from food waste[J].Waste Management,2011,31:2121-2125.
[12] MOON H C,SONG I S,KIM J C,et al.Enzymatic hydrolysis of food waste and ethanol fermentation[J].International Journal of Energy Research,2009,33:164-172.
[13] 何品晶,潘修疆,吕凡,等.pH值对有机垃圾厌氧水解和酸化速率的影响[J].中国环境科学,2006,26(1):57-61. HE P J,PAN X J,LÜ F,et al.The influence of pH value on anaerobic hydrolysis and acidogenesis rates of biodegradable organic waste[J].China Environmental Science,2006,26(1):57-61.
[14] 易龙生,饶玲华,王鑫,等.餐厨垃圾厌氧发酵影响因素研究[J].环境科学与技术,2011,34(7):94-97. YI L S,RAO L H,WANG X,et al.Optimization on methane generation in anaerobic digestion of kitchen waste[J].Environmental Science & Technology,2011,34(7):94-97.
[15] 谢炜平,邹原,唐建军,等.初始物料含水率对餐厨垃圾高温好氧消化过程的影响[J].环境卫生工程,2010,18(3):1-4. XIE W P,ZOU Y,TANG J J,et al.Impact of initial moisture content on thermophilic aerobic digestion for food residue[J].Environmental Sanitation Engineering,2010,18(3):1-4.
[16] 陶治平,赵明星,阮文权.氯化钠对餐厨垃圾厌氧发酵产沼气影响[J].食品与生物技术学报,2013,32(6):596-602. TAO Z P,ZHAO M X,RUAN W Q.Effect of sodium chloride on biogas generation of kitchen waste by anaerobic fermentation[J].Journal of Food Science and Biotechnology,2013,32(6):596-602.
[17] 张强.餐厨垃圾同步糖化发酵生产燃料酒精的工艺[J].化工进展,2015,34(1):91-95.
ZHANG Q.Fuel ethanol production from kitchen garbage by simultaneous saccharification and fermentation (SSF)[J].Chemical Industry and Engineering Progress,2015,34(1):91-95.
[18] 任连海,金宜英,刘建国,等.餐厨垃圾固相油脂液化及分离回收的影响因素[J].清华大学学报(自然科学版),2009,49(3):386-389. REN L H,JIN Y Y,LIU J G,et al.Factors inf luencing the liquef action,separation,and recovery of solid grease from restaurant garbage[J].Journal of Tsinghua University(Science and Technology),2009,49(3):386-389.
[19] 杨丹丹,潘冬梅,刘圣鹏,等.餐厨垃圾乳酸菌发酵生产生物饲料的研究[J].中国农学通报,2016,32(26):1-5. YANG D D,PAN D M,LIU S P,et al.Biological feed fermented from kitchen garbage with lactobacillus[J].Chinese Agricultural Science Bulletin,2016,32(26):1-5.□
《环境工程技术学报》征稿启事
《环境工程技术学报》是中华人民共和国环境保护部主管、中国环境科学研究院主办,面向国内外公开发行的环境工程技术领域综合性科技期刊,中国科技核心期刊。
本刊的主要栏目有:水污染治理技术,大气污染治理技术,土壤污染治理技术,固体废物污染治理技术,生物、生态工程与恢复技术,基于循环经济的污染综合防治技术,辐射与振动污染防治技术,其他环境系统工程与管理技术(包括环境信息集成技术、监测与监控技术、区域环境整治及城市污染综合治理示范性工程技术等)方面的研究新成果论文、环境工程新技术推广应用案例;环保产业政策与管理,行业动态,热点论坛,研究简报,学术活动信息等。
为了将《环境工程技术学报》办成汇集环保工程技术创新、环保工程技术新成果及推广应用、环保产业政策、行业动态、专家言论于一体的我国环保工程技术领域的高端精品刊物,《环境工程技术学报》坚持全心全意依靠本学科专家办刊,聘请来自国内外著名研究机构和高等院校的知名专家学者组成编委会。在编委会的领导下,形成以编委、学科带头人和著名专家教授为核心的约稿、初筛选、评审、定稿、审读的“专家系统”及规范化的稿件深加工系统,形成高效规范化运作机制。
《环境工程技术学报》期待您的合作和关注,并与我们一起分享您在该领域的独到见解、研究成果和成功经验,促进该领域的学术交流和进步,共同努力将本刊办成能代表国内外一流学术水平的著名期刊。
欢迎使用本刊网站(www.hjgcjsxb.org.cn)的在线投稿系统投递您的文章。
Pilot-scale study on food waste by combined processes of new-type breaking and squeezing pretreatment and consolidated bio-processing (CBP)
LEI Yongkang, XIONG Chunjiang, JIANG Sujun, LIN Jianghai, LIU Zehuan
Guangdong Qizhi Biotechology Co., Ltd., Guangzhou 510530, China
The new-type breaking and squeezing equipment and combined oil-liquid-sludge separation technology with consolidated bio-processing (CBP) were used to study the effect on the reduction rate of food waste, the ethanol production, and the recovery of waste oil and high-protein vinasse. The results showed that: 1) the reduction rate of food waste reached above 90% and the low combustion value of dry slag attained 4 885 kJkg, reaching the national incineration standard. 2) In the salinity and acidic conditions, the sugar-alcohol conversion rate by yeast metabolic engineering bacteria was as high as 91.78% within 24 hours, which explained the bacteria had salt-tolerant and acid-resistance, and the high conversion efficiency from sugar to alcohol. 3) The recovery rate of waste oil and high-protein vinasse was 89.78% and 98.39%, respectively, and the product feature reached the high lipid standard of distillers dried grains with solubles (DDGS). The recovery rate of alcohol was 94.99%, and the product features reached the Class Ⅰ of national industrial alcohol standard. The consolidated bio-processing(CBP) had the advantage of high reduction rate, short fermentation period, and high recovery rate.
food waste; breaking and squeezing pretreatment; consolidated bio-processing(CBP); dirt-edible yeast
2017-01-03
广州开发区院士专家创业项目(2016-L416)
雷永康(1989—),男,硕士,研究方向为餐厨垃圾资源化处理,330515180@qq.com
*责任作者:刘泽寰(1972—),男,研究员,博士,研究方向为生化与分子生物领域,zhliu@jnu.edu.cn
X705
1674-991X(2017)04-0477-06
10.3969/j.issn.1674-991X.2017.04.065
雷永康,熊春江,姜苏峻,等.新型破碎压榨联合生物工艺处理餐厨垃圾中试研究[J].环境工程技术学报,2017,7(4):477-482.
LEI Y K, XIONG C J, JIANG S J, et al.Pilot-scale study on food waste by combined processes of new-type breaking and squeezing pretreatment and consolidated bio-processing (CBP)[J].Journal of Environmental Engineering Technology,2017,7(4):477-482.