单排交叉滚柱式回转支承故障分析与对策研究
2017-07-18祝勇陈磊
祝勇,陈磊
(马鞍山福永智能科技有限公司,安徽 马鞍山 243000)
单排交叉滚柱式回转支承故障分析与对策研究
祝勇,陈磊
(马鞍山福永智能科技有限公司,安徽 马鞍山 243000)
单排交叉滚柱式回转支承能够承受综合载荷的大型轴承,尤其是能够同时承受较大的径向、轴向负荷与倾覆力矩,具有较高的旋转精度,工业实用性较高。本文主要探讨了回转支承的运输、安全以及维护保养等方面的相关技术,诊断了单排交叉滚柱式回转支承的常见故障问题。
回转支承;单排交叉滚柱式;安装;维护保养;常见故障
回转支承主要是指两物体相互之间做相对称的规律性回转运动,在回转运动期间,两物体会同时来自于径向力、轴向力和倾覆力矩方面的压力,所以回转支承应该是机械设备中最关键的机械部件之一。回转支承有许多种,例如单双排球式、单排交叉滚柱式等等,本文所着重介绍的是单排交叉滚柱式回转轴承。
1 单排交叉滚柱式回转支承的运输与安装
回转支承在运输过程中应该保持固定状态,最好将其水平固定在木板、木架或者木箱中,并做到轻运轻放,避免出现径向碰撞问题。在对回转支承的仓储管理方面,由于考虑到它需要进行长期仓储,所以必须为其外部表面部分涂抹防锈油或防锈漆,再配合防油塑料薄膜或油纸进行包裹覆盖,并保存于空气条件密闭干燥的空间内。需要在回转支承安装前对其接触面齿轮保护涂层位置进行反复清洗处理,同时调整好装配间隙。可利用塞尺等测量工具进行安装接触面的平直度调整,对回转支承中所存在的配合面不平度进行直接调整。另外,回转支承的接触面安装还需要通过机械加工方法来实施进一步操作,消除可能存在的平面误差,要在回转支承结构件全部焊接以后展开,基于结构件刚性检测来测试其在最大额定载荷状况下是否存在安装面偏差超出范围问题。另外,应该做好定压圈与转动齿圈的固定工作,定义外齿圈为正向、内齿圈为负向。
在安装小齿轮过程中,必须结合大齿圈调整过程为小齿轮啮合部位涂漆,满足啮合间隙的装配间隙技术要求,最后对螺栓加以固定。需要注意的是,如果存在螺栓螺距误差问题,要进行滚压螺栓调校。最后在安装回转支承方面不能采用弹簧垫圈,因为弹簧垫圈会大幅度降低螺栓头与支撑接触面的压力作用,最好选择那些已经经过调质处理的圆平垫圈。
2 单排交叉滚柱式回转支承的使用与维护保养
在使用单排交叉滚柱式回转支承之前,要首先为滚道加注足量的润滑脂,边旋转边加注,直到密封条位置出现油脂外溢。另外在齿圈部分也需要涂抹一定量的齿轮专用油脂,并保证在回转支承的定期润滑(每运转50~55h后)。因为某些地区存在温湿度偏高且灰尘环境严重,早晚温差偏大等外界环境因素问题,所以在这种环境下为了确保回转支承能够连续运转,必须调整润滑油涂抹频率,确保一周涂抹一次。齿轮部分则要进行定期涂抹齿轮专用油脂,并对其运转状况进行试验检测,具体的检测方法如下:首先在空载运转工作范围内运转2h左右,其主要目的就是测量传动电机电流,观察传动电机电流是否在额定值范围以内,同时保证大小齿轮的接触面积不能小于70%。如果不符合标准就要对回转支承进行重新调整甚至重新安装。
在回转支承的维护保养环节,还要测量它的最大允许磨损量,将回转支承的上下座圈圆周调整到八等分位置,并一一做好标记备用。第二步给回转支承一定程度的倾覆力矩,将首个基准点的测量总轴向间隙计入到数据表中。然后再推动悬臂到第二基准点位置,并按照上一步同理将第二基准点测量轴向间隙计入数据表中。在测量时间方面,第一次测量应该在设备首次使用前进行,然后保证每年进行一次测量,测量方法不变。在每次测量过程中都要观察回转支承的磨损状态,看其磨损是否存在显著增加,如果有则必须适当缩短测量间隔时间。如果检查发现回转支承磨损间隙量超过其允许范围最大值,就必须更换回转支承。由于回转支承在长期运转后其固定螺栓拧紧力矩都会有所变化,所以要在首次运行100h后进行一次拧紧力矩加固,以后在每运转500~600h左右再重新拧紧加固一次,具体来讲要视情况而定。
3 单排交叉滚柱式回转支承的故障分析
单排交叉滚柱式回转支承在长期工作运转进程中肯定会出现各种故障问题,本文将基于它的三点常见故障进行分析。
如图1所示,单排交叉滚柱式回转支承的主要结构从1~4分别为内座圈、外座圈、滚柱以及上下结合面退刀槽。该设备主要会面临以下三点故障问题。
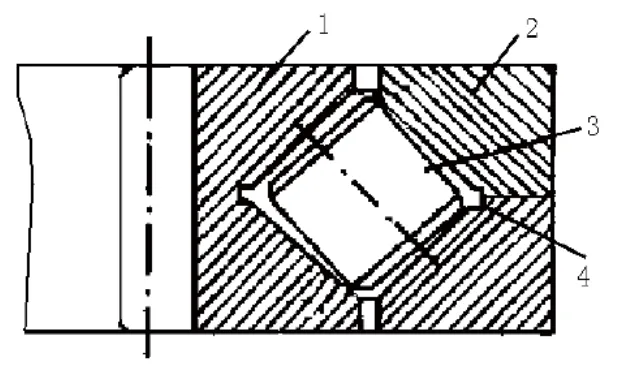
图1 单排交叉滚柱式回转支承的基本结构示意图
如果回转支承在转动过程中出现了“嚓、嚓”的异常响声,就要对它的滚柱进行检查,可能是滚柱长度超过允许范围,此时滚柱端面与回转支承上下座圈滚道位置会相互不断摩擦,最终导致“嚓、嚓”异常响声发出。另外,这种“嚓、嚓”的响声也可能来自于垫圈与滚道之间的相互摩擦作用,当所装配的垫圈孔径大于螺栓直径时,如果螺栓预紧力欠缺,垫圈就很可能窜入到滚道位置与滚柱圆角产生不断摩擦,直接影响回转支承稳定运转。
如果回转支承在转动过程中出现了“咯、咯”的异常响声,可以总结两方面内容。首先可能是因为它的轴向间隙过小,间隙越小,回转支承的转动灵活性就越高。但是如果回转支承局部的轴向间隙过小甚至趋于0值,滚柱位置与座圈之间就会产生大摩擦阻力,在回转支承整体的大驱动力作用下产生“咯、咯”响声。
如果回转支承安装基准面或滚道存在扭曲不平整问题,且平面跳动大于轴向间隙,一旦发生滚柱变形且其形变接近轴向间隙时,也会导致回转支承发生“咯、咯”响声,并使得回转支承转动困难。另外,某些回转支承在退刀槽位置会残留一些切削后的毛刺及铁屑,它们同样能够造成回转支承在转动时发生异常响声。
当回转支承滚道出现剥落、局部平面扭曲等严重缺陷时,再加之外部重载作用,回转支承内部的局部压力就会快速增大,最终超过滚道接触强度,使回转支承出现疲劳破坏现象。久而久之滚道还会因为过度干摩擦而发生锈蚀,一旦出现局部强烈冲击,滚道内部就会出现硬层断裂。究其原因,回转支承可能长时间在固定位置发生静态振动,如此造成轴向间隙增大,其滚柱母线在不断冲击轨道后,导致上述问题的发生。
而滚道、滚柱局部也会产生麻点或点蚀,其原因主要是因为滚道内存在沙粒、铁屑等硬杂物。考虑到局部滚道会长期工作于较高的接触强度环境下,它就很容易发生局部疲劳故障。而如果对滚道、滚柱的密封条件达不到标准,雨水或清洗液也会不断浸入滚道,造成滚道、滚柱局部产生麻点或点蚀问题。
最后,如果滚道面出现大量规则性线状压痕,就可以判定是因为回转支承长期处于固定位置静态振动状态,比如汽车起重机长时间在山区地带行驶,由于路面不平整所导致的汽车颠簸,其轴向间隙就会不断变大,此时导致滚柱母线就会持续冲击滚道,促使滚道中产生间距相等的多条线状压痕。
4 结语
综上所述,单排交叉滚柱式回转支承拥有刚性好、承载力大且结构紧凑的优势,但由于它所面对的外界因素较多,所以在对它的保养维护与故障诊断过程应该基于多方面因素考虑,并就此具体问题具体分析,作出相应优化改善。
[1]罗太景.单排交叉滚柱式回转支承保养维护与故障诊断分析[J].煤矿机械,2009,30(3):208-209.
[2]杜睿,吴志军.单排球式回转支承的承载能力分析[J].机械设计与制造,2006(9):56-58.
[3]郑岩.回转支承承载性能分析与优化[D].合肥工业大学,2014.
[4]陈张亮.分析回转支承运行状态的若干监测方法[J].科技创业家,2013(16):61.

TH133.3
A
1671-0711(2017)07(上)-0040-02
