激光功率对2Cr13不锈钢激光熔覆涂层的影响
2017-07-15吴金涛
吴金涛


摘要: 以某注水泵柱塞为研究对象,针对柱塞在工作过程中出现的磨损失效问题展开研究。采用激光熔覆工艺在2Cr13不锈钢表面熔覆Ni60+25%WC复合粉末,研究了当扫描速度不变时,激光功率对熔覆层的显微组织和硬度分布情况的影响,实验结果表明,熔覆层组织主要由树枝状晶组成,当功率为1200W时熔覆层组织中出现了些明显聚集粗化的枝晶组织,和一些呈块状分布的组织(白亮组织),在该情况下熔覆层表现出最高的硬度HV0.1=1050,是基体硬度的3倍多,因此,激光熔覆工艺可以被用于提高零件表面硬度及耐磨性,最终确定在扫描速度为450mm/min,功率为1200W。
Abstract: Taking a plunger of a water injection pump as the research object, this paper studies the wear failure of the plunger during the working process. The Ni60 + 25% WC composite powder is deposited on the surface of 2Cr13 stainless steel by laser cladding. The effect of laser power on the microstructure and hardness distribution of cladding layer when the scanning speed is constant is studied. The experimental results show that the cladding structure is mainly composed of dendritic crystals; when the power is 1200W, there were some aggregated coarsening dendrites and some massive tissue (white light organization), in this case, the cladding layer exhibits the highest hardness HV0.1 = 1050, which is more than three times of the hardness of substrate. Therefore, the laser cladding process can be used to improve the surface hardness and wear resistance, and it ultimately determines that the scanning speed is 450mm/min and the power is 1200W.
关键词: 激光熔覆;Ni60+25%WC复合粉末;显微组织;硬度
Key words: laser cladding;Ni60 + 25% WC composite powder;microstructure;hardness
中图分类号:TG174.4 文献标识码:A 文章编号:1006-4311(2017)22-0213-03
0 引言
再制造技术是一种针对废旧零件进行的一项修复工艺,该工艺减少了零件毛坯的制造过程,是获得更大经济效益、更少的资源消耗、对环境污染少的一种先进的制造模式[1],也是符合国家可持续发展的一项绿色系统工程[2]。
激光熔覆技术是一种先进的表面处理技术,它是通过将高能密度的激光束照射在材料表面,直至表面达到熔化状态,形成熔池,通过预置粉末或是同步送粉将熔覆材料冶金结合到基体材料表面,当激光束移开后,熔池再以極快的冷却速度冷却(104K/s)[3],最后形成熔覆层。一般情况下,根据表面性能需要,可以熔覆不同的粉末材料来获得相应的耐磨性[4-5]、耐蚀性[6]、高温抗氧化性能[7]等。影响涂层质量的因素很多,包括激光功率、扫描速度、送粉量、光斑直径等。
本文以某注水泵柱塞为研究对象,针对柱塞在工作过程中出现的磨损失效、冲蚀问题展开研究,如图1所示是该零件表面失效位置。这种失效造成注水泵压力和效率降低,严重影响水泵的工作。若直接更换,会导致运行效率低,影响正常生产,且每年就注水泵维护费用非常之高。本文针对该组合阀失效问题,采用激光熔覆工艺进行了修复再制造,减缓资源紧张与资源浪费,减少失效或报废产品对环境的危害,达到失效零件再制造、再利用、降低成本的目的。
1 试验
1.1 试验材料
该组合阀材料为2Cr13不锈钢,因此试验过程中直接选择2Cr13不锈钢为基材,通过检测,其化学成分如表1所示,制备试样尺寸为φ14×8mm。涂层粉末选择耐蚀性和耐磨性较好的Ni60+25%WC复合粉末,粉末粒度40-80μm,其化学成分如表2所示。
1.2 熔覆工艺与性能测试
采用laserline系列LDM2.000-60激光熔覆系统制备熔覆试样,试验方案如表3所示。采用KH1300三维视频显微镜观察显微组织,HXD-1000TMC/2000TMC/LCD带图像分析自动转塔显微硬度计在加载1.961N,保压10s的测定条件下进行硬度测试。
2 结果分析
2.1 显微组织分析
如图2所示当激光功率为1200W时不同扫描速度下熔覆层的宏观组织,从图中可以看出当扫描速度为350 mm/min时,熔覆层中出现了较多的气孔,随着扫描速度的逐渐增大,熔覆层中气孔量不断减小,这是由于扫描速度慢时,熔覆层表面吸收的激光能量多,熔池的温度高,熔池金属吸收了较多的气体,但是在凝固过程中这些气体又不能完全逃逸,最终被“封存”在熔覆层中。
但是,经过对熔覆层硬度分析发现,550mm/min时熔覆层的硬度并不是最高,分析原因是由于扫描速度太大,导致粉末中WC粉末不能有效熔覆到熔覆层中,而是以原始的颗粒状分布在熔覆层中,导致WC硬质相颗粒脱落,降低了表面硬度,为此重点选择了450mm/min的扫描速度进行分析。
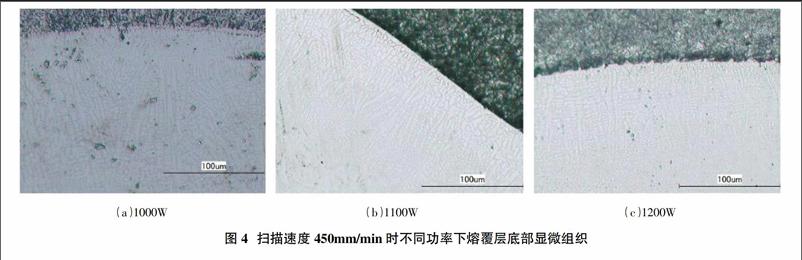
如图3所示为扫描速度为450mm/min时不同功率下熔覆层中间部分的显微组织,从图中可以看出1000W时熔覆层的组织比较疏松,与图2(a)表现出了相同的结果,同时,从1100W和1200W功率下,也发现在熔覆层中出现了少量的、体积较小的空洞。1200W时组织最为致密,熔覆层中出现了较大的树枝状组织(亮白组织),这种组织对于提高熔覆层的表面硬度具有非常明显的效果。在1100W时,组织中出现了树枝状组织和一些等轴晶。如图4所示是对三种功率下熔覆层与基体界面处的显微组织照片,通过对熔覆层与基体的界面处的显微组织分析发现,在1000W时熔覆层底部依然出现了比较多的空洞。由于在熔覆层底部,熔池的散热条件基本相似,所以,在三种功率下,熔覆层底部都形成了树枝状组织,且树枝晶的尺寸相似。
2.2 熔覆层硬度分析
如图5所示为三种功率下熔覆层的硬度分布情况,从图中可以看出,随着激光功率的增大熔覆层的硬度不断增大,在1200W功率下,熔覆层的表面硬度明显高于另外两种功率条件,但是1200W时表面的硬度分布不均匀,这与其显微组织是密切相关的,前述在1200W时,表面熔覆层组织中出现了较大的树枝状组织(亮白组织),但是该组织分布不均匀,这导致表面的硬度分布波动较大,同时在组织中依然存在的空洞也是造成硬度波动的另一原因。从硬度分布曲线可以看出,大致的分布都是随着距离熔覆层表面的距离增大硬度是逐渐减小,并在距离表层1.6mm处基本汇聚一点(达到了基体)。
从图中可以看出,经过熔覆处理之后表面层的硬度都比基体的硬度高,说明激光熔覆Ni60+WC粉末有效地提高了表层硬度,对改善零件表面的耐磨性是由帮助的,但由于功率不同,熔覆层中出现了不同的组织,导致表层的硬度出现很大的区别。虽然1200W时表面硬度分布不均匀,但从零件耐磨性方面考虑,1200W熔覆层中出现的最小硬度也在其他两个功率硬度之上,所以,拟选用1200W作为该零件的修复工艺参数,结合前述的扫描速度的影响,最终选择450mm/min扫描速度,和1200W的激光功率。
3 结论
采用激光熔覆工艺研究了2Cr13注水泵柱塞修复工艺,通过系列实验,最终得到如下结论:
①在三种条件下,熔覆层中都出现了一定数量的空洞。
②熔覆层表层的显微组织和底部显微组织,由于功率条件不同,产生了不一样的组织,随着功率的增大,组织中出现了除树枝晶以外的等轴晶,在1200W时组织中出现了较大的树枝状组织。
③硬度测试结果表明,1200W时硬度分布虽不均匀,但是总体硬度值高于其他两个功率条件,且硬度分布基本是随着距离表面的距离增大而减小。
④最终确定修复方案为扫描速度为450mm/min,激光功率为1200W。
参考文献:
[1]徐滨士,董世运,朱胜史,等.再制造成形技术发展及展望[J]. 机械工程学报,2012,48(15):96-105.
[2]陈江,刘玉兰. 激光再制造技术工程化应用[J]. 中国表面工程,2006,19(5):50-55.
[3]Maniya Aghasibeig, Hasse Fredriksson. Laser cladding of a featureless iron-based alloy [J]. Surface &Coatings Technology, 2012, 209: 32-37.
[4]韓玉勇,鲁俊杰,李剑峰,等.基于激光熔覆的车床主轴再制造[J]. 中国表面工程,2015,28(6):147-153.
[5]LiJianing,Chen Chuanzhong, He Qingshan. Influence of Cu on microstructure and wear resistance of TiC/TiB/TiN reinforced composite fabricated by laser cladding [J]. Materials chemistry and physics, 2012, 133: 741-745.
[6]徐金涛,李安,刘栋,等.激光熔覆Cr3Si/γ 多相涂层耐蚀性和耐磨性研究[J]. 中国激光,2016(3):66-72.
[7]郑必举,蒋业华,胡文. 铝含量对Al_xCrFeCoCuNi高熵合金涂层抗氧化性能的研究[J]. 应用激光,2016(1):18-22.