PLC应用于节块厚度分选机
2017-07-06叶江林
叶江林

摘 要:本文通过对PLC应用于节块厚度分选机进行改造分析,阐述了节块的分类和选择上应用PLC是可行的,使原来由人工进行的测量分级工作,改变为自动控制测量分级,具有提高工作效率和减少人工误差的优点,提高了企业的经济效益。
关键词:节块厚度;分级;PLC控制
1 概述
本单位的一个下属企业主要生产节块,节块是一种高强度合金,主要作为切割石材的高效刀具。由于节块生产后存在厚度的误差,为适应不同客户的质量要求,产品必须根据误差进行分级。节块分级工作原由两个人使用游标卡尺进行测量分级,由于测量效果受游标卡尺的精度和人的精神状况影响较大,容易造成新的误差,致使人工分级工作效率低、准确度差。为解决这个问题,公司组成了攻关小组,对原系统进行改造,本人有幸负责电气控制部分的改造。
节块厚度分选机首先利用PLC功能强大和可靠性高的优点,整个动作过程的控制全部由PLC来完成。其次,应用光栅尺来测量节块的厚度,测量后把数据输入PLC,利用PLC对测量值的处理能力和运算功能,通过数据的比较,自动控制电磁阀,使节块进入到各级的凹槽中,实现了节块的自动分级。最后,利用触摸屏来设置和显示各级别节块的尺寸和产量。据此,本人制订了整套PLC的改造方案,可行性经攻关小组人员研究后,予以实施,取得很好的效果。
2 控制系统主要的硬件配置
2.1 PLC
控制系统选用三菱公司的FX系列PLC,考虑到经济性和实用性,决定使用型號为FX2N-24MR的PLC,该型号PLC能满足系统的3个要求:
(1)有高速计数器输入口,用于光栅尺的脉冲数据输入;
(2)2个输入口,用于传感器信号输入;
(3)8个输出口,用于控制打开电磁阀。
2.2 触摸屏
控制系统选用三菱公司生产的GOT1000型触摸屏,主要实现3个功能:
(1)作为启动、停止和切换画面按钮使用;
(2)进行数据处理,用于显示节块的产量;
(3)进行数据转换,用于设置各级别节块的尺寸参数。
2.3 光栅尺
光栅尺的全称是光栅尺位移传感器,是利用光栅的光学原理工作的测量反馈装置。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点。本控制系统选用德测公司生产的型号为LES1经济型光栅尺。
LES1型光栅尺是根据物理上莫尔条纹的形成原理进行工作的,在一个莫尔条纹宽度内,按照一定间隔放置4个光电器件就能实现电子细分与判向功能:LES1型光栅尺的栅线为50线对/mm,其光栅栅距为0.02mm,采用四细分后便可得到分辨率为5μm的计数脉冲,由于位移是一个矢量,即要检测其大小,又要检测其方向,需要两路相位不同的光电信号。采用由4个光敏器件获得的4路光电信号分别送到2只差分放大器输入端,从差分放大器输出的两路信号其相位差为π/2,为得到判向和计数脉冲,对这两路信号进行整形,首先把它们整形为占空比为1:1的方波。然后,通过对方波的相位进行判别比较,就可以得到光栅尺的移动方向。通过对方波脉冲进行计数,可以得到光栅尺的位移和速度(如图)。
3 控制系统的主要功能
3.1 光栅尺的校准
开机后按下触摸屏的“校准/启动”键,光栅尺的检测头下降至检测台(检测台没有检测物),存储数据进行清零,然后检测头上升至顶点,把顶点数据存进寄存器,完成校准。
3.2 節块的传送
节块在振动台的带动下,通过斜坡滑动到位,按下触摸屏的“设置/启动”键,待检传感器感应到有检测物,打开电磁阀推动活塞杆,把节块送到待检位置,送检传感器感应到节块已经送到,打开送检电磁阀,推动活塞杆把节块送上检测台。
3.3 进行检测
在PLC控制打开送检电磁阀的同时,光栅尺的检测头上升,进行顶点数据校正,活塞杆把节块送到检测台,此时,检测头下降至检测物,并将测量数据放进寄存器,通过PLC对测量数据的计数,得到节块的实际数据。
3.4 节块的分级
PLC将节块的实际数据和标准尺寸数据进行比较,得到误差值;节块按照触摸屏设定的误差范围,自动进行分级并打开相应的电磁阀,节块分级工作完成。
4 控制系统的改造
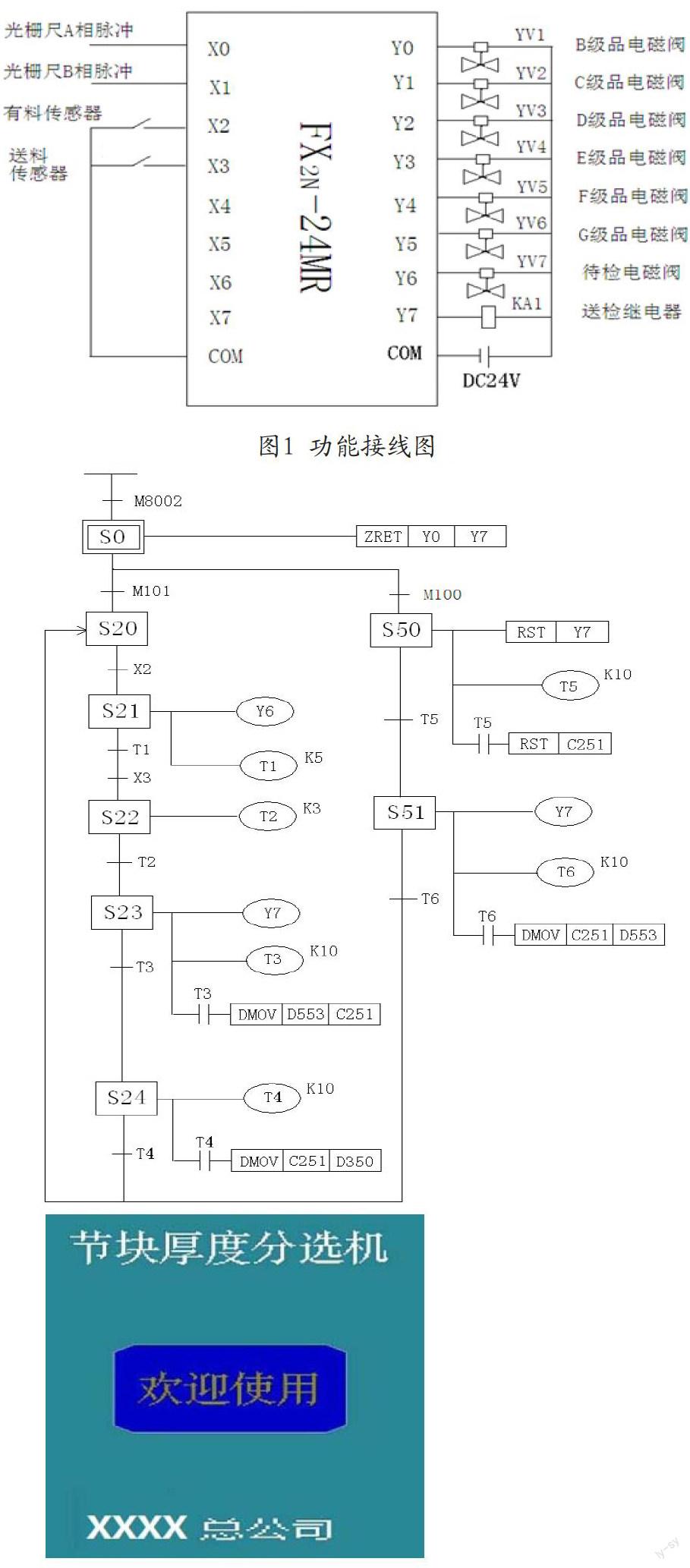
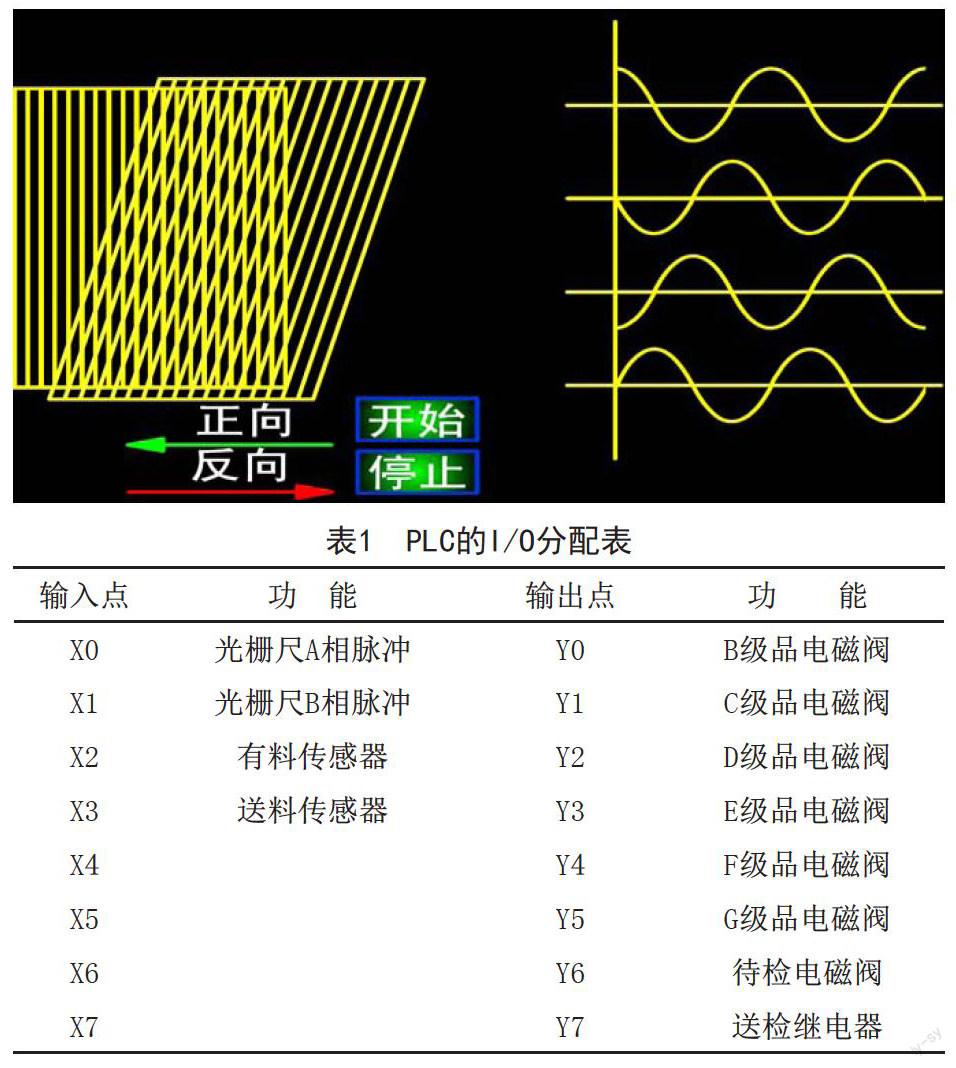
4.1 I/O分配图(如表1、图1)
4.2 按控制功能设计的状态流程图(如图2)
4.3 控制动作过程分析
(1)校准/启动
S0 —— 接通电源,复位(Y0-Y7)。按下触摸屏的“校准/启动”键。状态转移到S50。
S50—— 复位(Y7),送检继电器(KA1)未得电,控制光栅尺的电磁阀(YV9)得电,检测头下降至检测台,(T5)得电,1秒后,计数器数据清零。状态转移到S51。
S51——(Y7)输出,送检继电器(KA1)得电,控制光栅尺的电磁阀(YV9)失电,检测头上升,(T6)得电,1秒后,检测头上升至顶点,寄存器得到顶点数据,完成校准。状态转移到S20。
(2)传送
S20——有料传感器(X2)感应到有待检物。状态转移到S21。
S21——(Y6)输出,待检电磁阀(YV7)得电,推动活塞杆,把节块送到待检位置,(T1)得电,1秒后,送料传感器(X3)感应到节块已经送到。状态转移到S22。
S22——(T2)得电,延时0.3秒。状态转移到S23。
S23——(Y7)输出,(KA1)得电,送检电磁阀(YV8)得电,推动活塞杆把节块送上检测台。
(3)检测
S23——(Y7)输出,(KA1)得电,控制光栅尺的电磁阀(YV9)失电,检测头上升至顶点;(T3)得电,1秒后,把顶点数据放进高速计数器,进行顶点校正。状态转移到S24。
S24——(Y7)未输出,(KA1)失电,电磁阀(YV9)得电,检测头下降;(T4)得电,延时1秒后,检测头下降至检测物,并把检测数据放进寄存器,完成检测。状态转移到S20,检测下一节块。
(4)分级和计数
节块的实际数据和标准数据进行比较,得到实际误差值;PLC把触摸屏设置的各级误差值和实际误差值进行比较,对节块进行分级:
A级:当误差值B级:当误差值>B级品,且≤D级品,(Y0)输出,B级电磁阀(YV1)打开,节块掉进B级品箱,B级品(C112)计数加一。
C级:当误差值
