基于动态时间窗口的制丝稳态数据异常报警
2017-07-01孔维熙朱知元郭瑞川洪宏杨天侯杨
孔维熙+朱知元+郭瑞川+洪宏+杨天侯+杨剑锋+张维
摘 要:烟丝生产过程中的质量控制对于卷烟生产企业至关重要。在生产过程中,需要对制丝过程中的工艺参数超标情况进行及时、有效的报警。在制丝过程中,原料刚进入生产设备和快结束生产时都会出现正常的数据波动,因此,在工艺参数报警时,需要排除这2段非稳定状态下的数据,只对稳态下的数据报警。以往的稳态区域需要监控人员根据经验判定,时效性不强且存在异常信息漏报、误报问题。鉴于此,特提出了一种基于动态时间窗口的制丝稳态数据异常报警方法,以提高异常报警的实时性和有效性。
关键词:卷烟企业;烟丝生产;动态时间窗口;异常报警
中图分类号:TS43 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.11.019
产品质量是卷烟生产企业的命脉,烟丝的加工水平又是重中之重。在过去的质量管理中,已经引入了信息化的管理手段,以加强对加工工艺参数的监控。这一监控过程的有效实现依赖于稳态数据的判断,即在监控中只对原料已经进入生产设备一段时间且工艺参数均处于一种小幅度波动的稳态数据进行报警,排除原料刚进入和即将结束生产时剧烈波动的非稳态数据,以此来提高异常报警的有效性。因此,稳态数据的有效判断对于工艺参数异常报警起着决定性作用。现有的稳态数据判断需要监控人员根据多因素来决定,这导致稳态数据判断要么时效性不强,要么出现漏报和误报的情况。因此,本文提出了一种基于动态时间窗口的制丝稳态数据异常报警方法。这种方法根据设备生产前的投料量和设备生产速度实时计算生产当前批次烟丝所需的时间,形成异常报警的时间窗口。时间窗口的起点以监控工艺参数持续进入稳定状态开始,结束以时间窗口的结束为止。
1 工艺参数运行规律分析
制丝车间主要涉及5大机型,分别为回潮机、加料机、切丝机、烘丝机和加香机,每种机型的工艺参数监控侧重点各有不同,唯有出料含水率和出料温度是每种机型都需要重点关注的内容。因此,本文将回潮机的出料含水率作为研究对象,对其在生产中的运行规律进行研究。
松散回潮机出口含水率曲线如图1所示。
图1中分别标注了A,B,C,D这4处特征区域,A区域代表物料刚从生产设备中生产出来,水分传感器检测到的含水率从较小值逐渐上升到含水率设定值附近;B区域代表生产过程中出现生产中断的情况,后又恢复生产;C区域代表稳态数据中出现的异常波动情况;D区域代表生产结束含水率逐渐降到较小值。从A区域水分波动逐渐平稳到D区域数据出现明显下降之间的区域被称为稳态。其中,B区域的生产中断和C区域出现的数据异常波动都是需要进行异常报警的区域,而A区域和D区域的数据波动都不能进行异常报警,否则会产生过多无用的异常信息,降低异常信息的有效性。
在以往的工艺参数监控中,监控人员根据投料情况、生产时长、电子称流量和设备运行状态等因素判断数据是否进入稳态。当数据处于稳态时再用生产原料的工艺控制范围与实时数据作对比,如果发现实时数据超出控制范围,便可重点关注该工艺参数,并进行有效的调控。但鉴于监控人员的经验、注意力的差异和监控点数量比较多,导致异常信息被漏报或者误报。
2 异常信息报警模型
由于需要监控的工艺参数点比较多,且对时效性的要求比较高,所以,建立的模型需要较少的输入和相对较小的计算量。在模型建立时,根据数据运行规律提出了几种模型,逐步完善后形成了最终模型。下面笔者将简要介绍几种模型的建立情况。
2.1 模型一
模型一用于判断数据的上升沿和下降沿,以上升沿和下降沿为端点确定稳态区间,并根据当前生产工艺控制范围进行有效报警。模型一如图2所示。
如图2所示,该模型将数据分为了2段,分别是A到B与B到D.在这2个区域内,可以实现异常信息的有效报警,但是,针对B区域的生产中断情况却不能进行有效报警,模型将此区域认为是生产结束。为此,相关工作人员改进了模型,在其中加入了动态时间窗口。
2.2 模型二
根据投料量和电子称流量实时动态计算当前生产所需时间,以判定稳态区间。模型二的主要功能如下:①实时获取含水率数据;②判断含水率数据是否出现上升沿;③当数据进入上升沿且数据持续处于工艺控制区间时,确定数据进入稳态,即时间窗口的开端;④根据物料投料量和电子秤流量(设备加工速度)动态判断生产完该批物料的所需时间,该时间便是时间窗口的結束时间;⑤在时间窗口结束前后一段时间判断数据是否出现下降沿,如果出现这种情况,将再次调整时间窗口,将结束时间定为下降沿处。时间窗口示意情况如图3所示。
当前时间窗口时间长度计算公式为:
Tt =(M-m)/Vt. (1)
式(1)中:Tt为当前时间窗口时间长度,即还需要监控多长时间;M为物料投料量;m为已生产物料质量(通过电子秤物料累积量获取);Vt为当前电子秤流量值。根据式(1)便可实现对时间窗口的动态估算。
由于投料量与电子秤流量存在一定误差,可能会出现窗口结束时间晚于实际结束时间(时间窗口A)的情况,也可能出现窗口结束时间早于实际结束时间(时间窗口B)的情况,因此,要依靠数据下降沿再次确定时间窗口的结束时间。下降沿的判断必须在时间窗口结束点的前后几分钟进行,不需要全程参与判断,否则会出现误判。据此便可精确确定时间窗口,此时间窗口也即稳态区间,通过该区间内的工艺参数与控制区间的比对便可进行有效的异常信息报警。
3 模型验证和系统实现
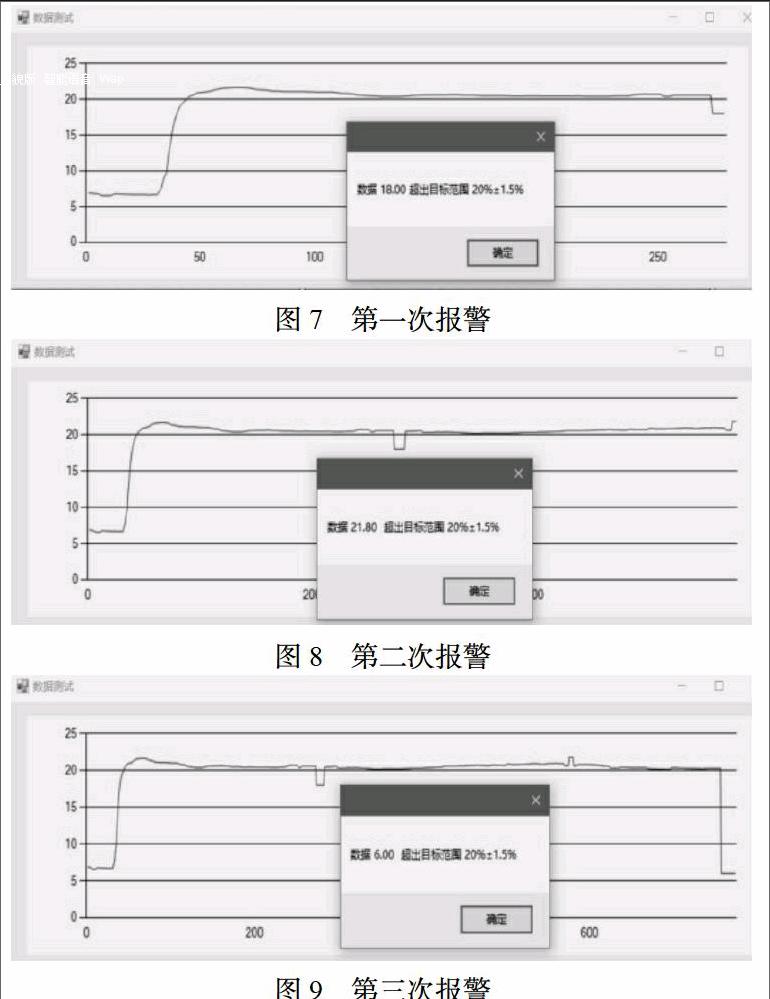
为了验证模型的正确性,工作人员提取了存于历史数据库中的回潮机出口含水率数据、电子秤流量数据、物料累积量数据和工艺控制区间,实验数据曲线如图4、图5、图6所示。
为了检测模型效果,工作人员在真实历史数据的基础上添加了2个数据异常点和1个生产中断点。
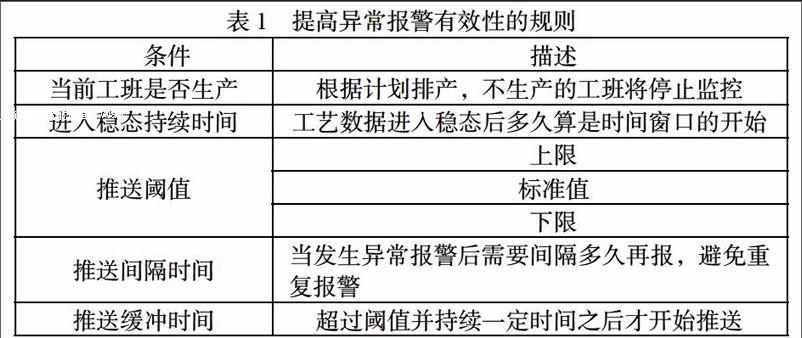
这批物料出口含水率控制范围在20%±1.5%之间,投料量为6 000 kg。将这些参数作为输入值,在Winfrom上建立模型,得到以下实验结果,具体如图7、图8、图9所示。
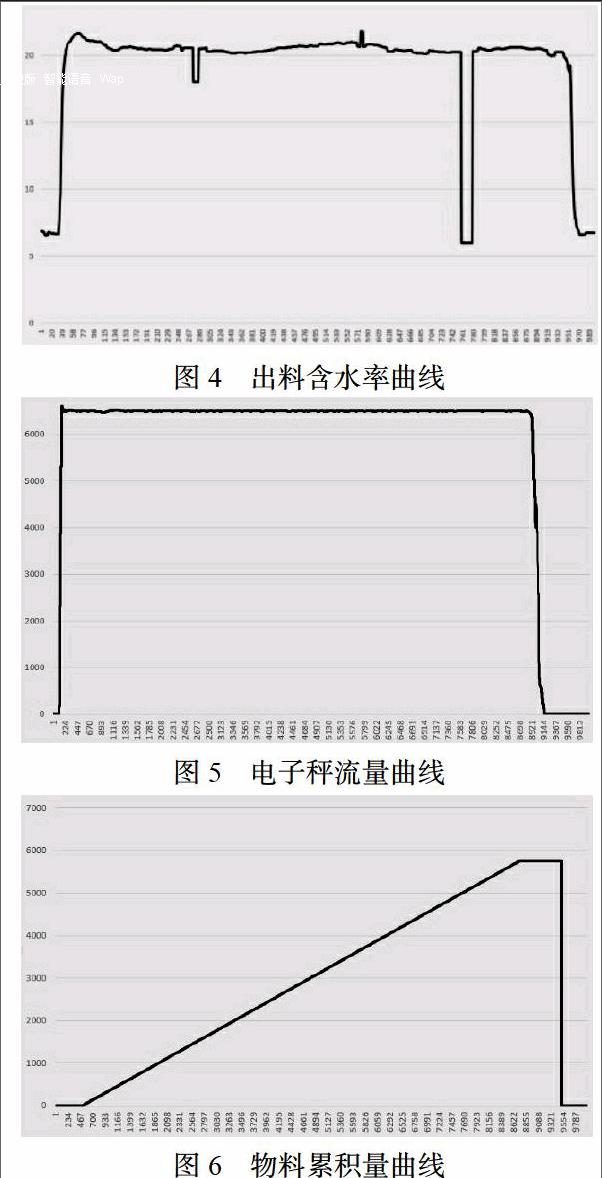
在试验过程中,共发生了3次异常报警,生产开始与生产结束后的数据波动均未报警,与事实符合,模型建立成功。同时,为了进一步提高异常报警的有效性,工作人员针对工作情况设计了相关规则,具体如表1所示。
4 结束语
本文提出了一种基于动态时间窗口的制丝稳态数据异常报警方法,提高了异常报警的实时性和有效性。该方法利用物料投料量、电子秤流量、电子秤累积量和工艺控制参数,实时计算监测时间窗口,从而有效判定稳态区间,以此来进行实时、有效异常信息报警。该报警系统最终在Winfrom平台下完成其建设。
参考文献
[1]何善君,林苗俏,邱龙英.基于批次的制丝质量检验系统的设计应用[J].烟草科技,2011(4).
[2]张广标.浅谈烟厂制丝中控报警系统建立[J].中国设备工程,2015(9).
[3]陈志红.制丝线实时数据分析系统的设计与实现[D].北京:北京工业大学,2009.
[4]尤长虹,张楚安,彭传新.制丝质量评价方法的设计与应用[J].烟草科技,2001(7).
[5]刘必武.基于批次的制丝质量管理信息系统设计[J].厦门科技,2012(6).
[6]陈书亭.制丝线质量动态分析系统的设计和实现[D].南京:南京理工大学,2010.
〔编辑:白洁〕
