集气站压缩机节能改造分析
2017-06-27席治国
席治国
中石化石油工程设计有限公司,山东东营 257026
集气站压缩机节能改造分析
席治国
中石化石油工程设计有限公司,山东东营 257026
油气田进入开发后期,产气量受输气压力和用户用气情况的影响而随时发生变化,按照原来生产规模设计的天然气压缩机组,需要通过旁通打回流运行才能解决输气量的变化问题,存在很大的能量浪费,因而需要节能改造。结合某集气站天然气压缩机组出现的运行问题,分析了采用不同气量调节方式进行节能改造的可行性,提出和确定了液压可变余隙调节法作为节能改造的方案,并对改造内容进行了详细介绍。对比改造前后压缩机组的运行功率发现,改造后压缩机组节能效果明显。
天然气压缩机;气量调节;液压可变余隙;节能改造
某油田压气站主要负责周围几家采油厂的天然气加工处理及升压外输任务,进站气体有低压进站的伴生气、高压进站的气井气及海上来气。其中低压天然气需要进天然气压缩机增压后方可进凝液回收装置进行处理。伴随油气田的生产开发,产气量因受输气压力和用户用气情况的影响而随时发生变化,夏季气量为压缩机组设计排气量的65%~90%,冬季气量仅为压缩机组设计排气量的15%~50%,压缩机组需要通过旁通打回流运行,存在巨大的能量浪费。为了最大限度节约能源,需要进行节能改造。
1 天然气压缩机简介
1.1 机组主要参数
天然气压缩机组选用的为国内某压缩机厂生产的电驱、三级、四缸往复式压缩机,共2台,天然气压缩机组主要参数见表1。

表1 天然气压缩机组主要参数
1.2 机组现状及存在问题
已建天然气压缩机组流量调节方式为手动余隙调节和旁通管路调节。手动余隙调节范围为设计点排量的77%~100%,在不打回流时,压缩机组最小排量为17.82万Nm3/d。由于夏季气量为压缩机组设计排气量的65%~90%,冬季气量仅为压缩机组设计排气量的15%~50%,因此,无论夏季和冬季,天然气压缩机组都需要打回流运行,特别是冬季气量最小时,回流量达到了设计排量的62%。
针对来气量的急剧下降,目前机组已经无法满足气量调节的需要,需要对机组的流量调节系统进行升级改造,以期最大限度地降低能耗。
2 气量调节方式的选择
2.1 变转速调节
变转速调节需要配套变频器和变频电机来实现转速调节,受压缩机曲轴和十字头润滑的限制,一般调节范围在额定排气量的40%~100%。该机组改为变转速调节,需要完成的工程量为:
(1)主电机改为变频电机,投资240万元。
(2) 增加变频器。国产该功率变频器约需80万元,且外形尺寸较大,需要较大的占地面积。
(3)机组控制柜需要重新设计。
(4)现有机组润滑油系统未考虑变速运行,因此需要取消机组现有润滑油主油泵,增加大排量外置油泵,润滑油管道需重新布置。
(5)改为变频电机后,外形尺寸及中心高与以前有区别,电机底座及机组中心需重新设计。
(6)流量调节范围为40%~100%,改为变转速调节后可以满足机组流量调节范围要求。
虽然将机组改造为变转速调节方式可以满足流量调节要求,但是投资高,需要改造内容多且复杂,施工周期长,对正常生产运行影响大。
2.2 吸气阀调节
吸气阀调节包括比列调节和无级调节两种方式[1-2]。
(1)比例调节。天然气压缩机一级压缩为2个26.5 in(1 in=25.4 mm)双作用气缸,共16个进气阀,而二、三级气缸分别为1个17.5 in双作用气缸、1个10.5 in双作用气缸,各有4个进气阀。改造时,需要对各级每个进气阀均设置卸荷器,可实现0%、50%、100%的比例流量调节,无法实现连续调节;又由于机组一级气缸的活塞较重,往复力较大,在小排量下工作,气体作用力只能抵消很小部分的往复力,这样长期工作对机组的负载、润滑有较大影响;再则由于已建机组在设计时未考虑安装卸荷器,因而一级气缸不具备安装空间。鉴于上述的不利于机组长期运行及安装空间不足,因此不建议采用比例调节方式。
(2)无级调节。需要增加一套无级调节装置,费用约200万~300万元,价格较高。同时,因为在高转速下运行,气体的作用力较小,往复力大,活塞杆的综合杆载接近机组的设计上限,长期运行对机组的可靠性和使用寿命有较大影响,因此不建议采用无级调节。
2.3 将气缸由双作用改为单作用气缸
在排气量较小时,可以将各气缸由双作用改为单作用气缸,电机可以节省一半功率。理论上,这种组合调节是可行的,但实际上由于气缸进气阀数量较多(对于本机组进气气阀共24个),拆装非常麻烦;同时,这种调节可操作性较差,无法实现连续调节;再者由于本机组为微油润滑,拆掉进气阀,仍然会有润滑油进入该侧气缸,因此需要考虑润滑油的排放问题。鉴于可操作性差,且需要对润滑油进行回收,因此不建议采用将气缸由双作用改为单作用调节方式。
2.4 液压可变余隙调节
已建机组在一级气缸设置了手动余隙调节,调节范围80%~100%。对于手动可变余隙调节方式,由于手轮操作机构驱动力小,压缩机运行时不能根据工艺要求进行在线自动调节,因此大大地降低了其实用性。液压可变余隙调节法是通过在压缩机各级气缸盖端增加余隙腔,同时将可变余隙气量调节装置同电子与液压控制技术相结合,实现了自动在线跟踪控制,气量调节范围可达60%~100%。主要优点是可以实现在线气量调节,改造成本较低,约70万元;缺点是盖端气缸容积效率较低,气缸相当于单作用缸。鉴于液压可变余隙调节可以实现在线气量调节,调节范围为13.8万~23万Nm3/d,基本可以满足要求,同时改造工程量相对较小,价格便宜,因此确定选用液压可变余隙调节作为本机组节能改造的方案。以上4种调节方式的对比见表2。

表2 各种调节方式的对比分析
3 节能改造方案的实施
3.1 改造的基本原则
对于天然气压缩机组按照液压可变余隙调节法进行节能改造的基本原则:
(1)在不改变压缩机原主体结构的前提下,仅对压缩机缸盖(含余隙阀)进行改造。
(2)可变余隙容积采用电液控制方式。
(3)排气量在60%~100%内,可进行可变余隙容积自动无级调节。
3.2 改造内容
液压可变余隙气量调节装置由可变余隙腔气量调节机构和电液控制柜两大部分组成。对于每台天然气压缩机,需要对每级均增加可变余隙气量调节机构,所有气量调节机构共用一套电液控制柜。
可变余隙腔气量调节机构见图1。

图1 液压可变余隙气量调节机构
电液控制柜由液压控制系统和电气控制系统组成。
4 节能效果
在天然气压缩机设计工况下,即设计排气量为23.02万Nm3/d时,流量的变化与压缩机轴功率的关系见表3。从表3可以看到,节能改造的效果明显。
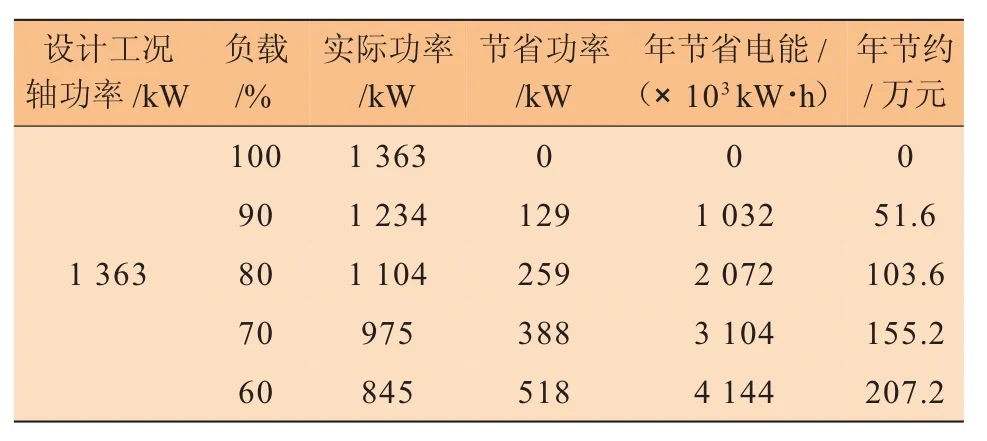
表3 设计工况下节能分析
5 结束语
本文结合某集气站天然气压缩机组使用情况,分析了采用不同气量调节方式进行节能改造的可行性,经对比分析,推荐采用液压可变余隙气量调节装置。
[1]张炜森,于彦恒,吉宁.HydroCOM气量调节系统在天然气处理装置闪蒸气压缩机上的应用[J].机械与电子,2015(10):26-30.
[2]朱赫礼,王世华,吕晨昊.可变余隙容积调节在往复式压缩机上的应用[J].齐鲁石油化工,2013,41(3):236-239.
Analysis on energy-saving retrofit ofcompressor in gas gathering station
XIZhiguo
Sinopec Petroleum Engineering Corporation,Dongying 257026,China
During the later stage of oil and gas field development,the gas production varies at any time due to changes of gas pressure and users’ gas needs.As a result,the compressor units designed and selected according to the original production scale have been unable to meet the current production needs.They require bypass-backflow operation to solve production capacity variation problem.This paper introduces the operation problems of naturalgas compressor units in a gas gathering station,and analyzes the feasibility of energy-saving with different capacity control methods.Through the analysis,the hydraulic variable clearance adjustment method is proposed and identified as the energy-saving retrofit scheme,and the reformation content is described in detail.Through comparing the compressor operational power difference before and after the reformation,it is found that the energy-saving effect is obvious.
naturalgas compressor;capacity adjustment;hydraulic variable clearance;energy-saving retrofit
10.3969/j.issn.1001-2206.2017.03.020
席治国(1972-),男,山东乐陵人,高级工程师,1994年毕业于西安交通大学焊接工艺及设备专业,本刊编委会委员,现主要从事设计管理工作。Email:sygcsj.osec@sinopec.com
2017-04-16
