ACS预处理+CSTR厌氧工艺在常州餐厨垃圾处理工程的应用
2017-06-27邹锦林
邹锦林

摘 要:介绍了ACS预处理+CSTR厌氧消化工艺在常州餐厨垃圾处理工程中的应用,重点针对其运行参数进行分析。数据表明,ACS预处理后的餐厨垃圾含固率约10.4%,COD约96165.8 mg/L,氨氮约356.5mg/L,总氮约1580mg/L,pH值约3.9,满足进入CSTR厌氧消化系统条件;经厌氧消化后,COD降解率约97%,氨氮达到1757.6mg/L,碱度10680.9 mg/L,VFA/碱度在0.1-0.2之间,单罐平均产气量约6585Nm3/d,表明厌氧消化系统处于稳定运行状态,但今后应注意氨氮累积可能带来的厌氧系统稳定风险。
关键词:餐厨垃圾;预处理;厌氧消化
中图分类号:X799.3;S216.4 文献标识码:A 文章编号:1671-2064(2017)09-0001-03
餐厨垃圾处理是近年环保行业新兴的热点领域,国内餐厨垃圾处理工艺大致分为三个发展阶段,2008年以前,我国餐厨垃圾处理基本以饲料化小规模作坊式生产为主。2010年,随着《国务院办公厅关于加强地沟油整治和餐厨废弃物管理的意见》的颁布,国内餐厨垃圾资源化及无害化处理逐渐成为热点,同年,重庆黑石子餐厨厂(处理规模500t/d)建成投产,引进瑞典相关技术,采用厌氧消化产沼发电工艺,开启了国内餐厨垃圾大规模厌氧产沼利用之路。2011年,国家发改委先后批复了五批共100个餐厨垃圾试点城市,整个行业进入快速发展阶段,至今在建和已建餐厨垃圾处理厂超过120座,总计处理能力超过2万吨/日,吨投资约60万/吨,超过70%以上处理厂采用厌氧消化产沼工艺,沼气利用方式主要为发电自用余电上网或沼气提纯制CNG工艺。
1 工程概况
2012年,常州市顺利通过了国家发改委等五部委的选拔,成为全国餐厨废弃物资源化利用和无害化处理试点第二批候选城市。项目设计餐厨垃圾处理能力为200吨/日,主体工艺采用ACS(Automatic continuous separation)预处理工艺+ CSTR(Continuous stirred tank reactor)厌氧消化工艺,产生的沼气进行发电自用,沼渣堆肥处理,沼液经脱水后与填埋场渗滤液一同处置,项目于2016年初建成并试运行。由于沼气发电、沼渣堆肥属于成熟工艺,本文不对其进行详细描述,重点探讨餐厨垃圾预处理及厌氧消化设计及运行参数分析。
2 餐厨垃圾成分及理化性质
根据现场运行监测数据,常州市餐厨垃圾的成分分析如表1所示。
由表1可知,常州市餐厨废弃物具有以下特性:
(1)含水率高,含水率高达约85%;
(2)易腐性,富含有机物,有机干物质占总固体物质高达85%(干基);
(3)油脂含量高,可达到1.3%。
现场餐厨垃圾照片如图1所示。
3 工艺流程及参数设计
3.1 ACS预处理工艺流程
预处理的主要作用是将接收输送系统送来的餐厨废弃物破碎制成浆料,同时将餐厨废弃物中的轻物质和部分不易破碎的重质物分离出来,此外还需对餐厨垃圾中的油脂进行分离,以减少由于长链脂肪酸对厌氧生物反应的抑制[1]。
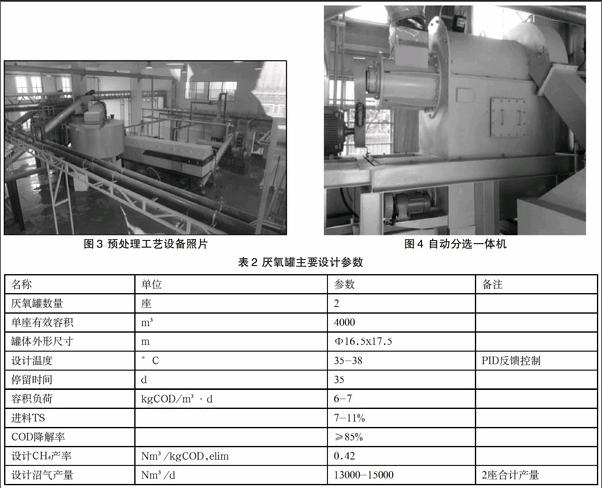
ACS预处理工艺流程如图2所示,包括接料、分选、固液分离、油水分离等步骤,具有自动化连续运行、无需人工干预、处理效率高、故障率低等优点。现场预处理工艺设备照片如图3所示。
(1)接料步骤。收集车将餐饮垃圾倒入料斗中,其底部设置螺旋输送机,同时料斗底部开孔用于沥水,通过输送泵将沥水输送至分选一体机。
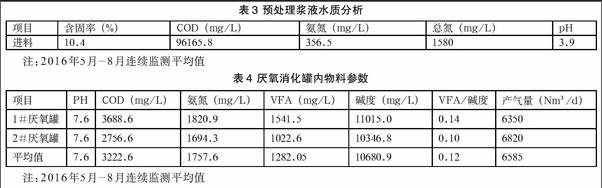
(2)分选步骤。自动分选一体机集破碎、轻物质及大块杂物分离于一体,具有一体化程度高、功能完善、结构紧凑、杂质分离效果好的优点。有机物损失<1%,塑料去除率98%以上,解决了传统筛分方式和人工分选等存在的自动化程度低、工作环境恶劣、分选效率低、有机物损失量大等问题。自动分选一体机现场照片如图4所示。
(3)制浆除砂步骤。自动分选后的物料进入带有螺旋输送装置的蒸汽淋洗系统,对浆料进行增温,升温后的物料进行挤压脱水固液分离,挤压脱水固相进入水力制浆机制成浆液,经除砂后泵入厌氧前端均质池。
(4)油水分离步骤。挤压脱水液相进入油水分离系统,该系统主要由三相离心机及碟式离心机组成,经两级离心分离的油脂含杂率<1%,可作为化工原料销售,经提油后的有机液体泵如均质池。
通过上述工艺流程,餐厨垃圾中的杂质得到分离,大部分油脂被去除,有机质被制成8mm以下的浆料。
3.2 CSTR厌氧消化设计参数
厌氧系统采用中温CSTR厌氧消化罐,餐厨垃圾经过30天左右的厌氧消化,产生沼气经脱硫后发电利用。厌氧罐主要设计参数如表2所示。
4 运行参数分析
项目调试后,目前已正常运行将近1年,餐厨垃圾经ACS预处理+CSTR厌氧消化工艺后的运行参数详见表3。
4.1 预处理浆液水质分析
由表3分析可知,预处理后浆液含固率约10.4%,COD约96165.8 mg/L,氨氮约356.5mg/L,总氮约1580mg/L,pH值约3.9。从进出料总氮与氨氮变化来看,进料中总氮主要以有机氮的形态为主,较低的pH值表明餐厨垃圾往往在收运及预处理阶段已经发生部分水解酸化。
4.2 厌氧消化罐内参数分析
由于本工程采用CSTR厌氧消化罐,其罐内物料处于全混状态,日常监测取样从顶部、中部及底部取样后计算平均值作为日监测数据,厌氧消化罐内物料参数详见表4。
由上表运行数据可看出,2座厭氧罐内物料pH基本稳定在7.6,大于7.2,而中性偏碱性的厌氧消化有利于产甲烷菌的生长,厌氧消化产沼效率高[2];经厌氧消化后有机质被大量降解转变为沼气,COD降解率约97%;厌氧罐内物料氨氮含量较高,平均约为1757.6 mg/L,而氨氮既是微生物重要的营养物质,并提供厌氧消化体系部分碱度,但其过量后会对厌氧消化体系产生较强的抑制作用,甚至导致厌氧消化系统失稳[3],因此,氨氮指标在今后的运行中应严格监控;厌氧消化VFA/碱度是监测系统稳定性的重要指标[4],正常的厌氧消化系统碱度不应低于2000mg/L,本系统碱度超过10000 mg/L,VFA/碱度在0.1-0.2之间,表明系统耐酸碱冲击的能力较强;厌氧系统单罐平均产气量约6585Nm3/d,容积产气量约1.6Nm3/d,产气水平属于合理范围,从而验证了整个系统处于稳定运行状态。
5 结语
(1)从常州餐厨垃圾处理厂实际运行来看,基于ACS预处理+CSTR厌氧主体工艺,具有极高的自动化水平,适合常州餐厨物料特性,项目投产至今运行稳定。
(2)从预处理后浆液理化性质来看,餐厨垃圾往往在收运及预处理阶段已经发生部分水解酸化,因此设备的设计选型应特别注意防腐问题。
(3)厌氧消化系统是餐厨垃圾处理厂的核心,从COD降解率、氨氮、VFA/碱度来看,厌氧消化系统处于稳定运行状态,但今后应注意氨氮累积可能带来的厌氧系统稳定风险。
参考文献
[1]王巧玲,等.含油量对餐厨垃圾厌氧发酵的影响.环境工程学报,2012年12期.
[2]韩艳霞,等.餐厨垃圾高温厌氧消化产沼气的试验研究.环境污染与防治,2015年6月.
[3]梅冰,等.CSTR反应器厌氧消化餐厨垃圾启动过程的监控.中国给水排水,2013年6月.
[4]熊杰,等.餐厨垃圾两相厌氧消化特性试验研究.环境科学与技术,2012年3月.
