分离式相变省煤器在电厂抗低温腐蚀中的应用
2017-06-23孙海彤涂善东秦敬虎
虞 斌,付 杰,孙海彤,涂善东,孙 维,秦敬虎
(1.南京工业大学 机械与动力工程学院,江苏 南京 211816; 2.华东理工大学 机械与动力工程学院,上海 200237; 3.南京加诺能源设备有限公司,江苏 南京 210037)
分离式相变省煤器在电厂抗低温腐蚀中的应用
虞 斌1,付 杰1,孙海彤1,涂善东2,孙 维3,秦敬虎3
(1.南京工业大学 机械与动力工程学院,江苏 南京 211816; 2.华东理工大学 机械与动力工程学院,上海 200237; 3.南京加诺能源设备有限公司,江苏 南京 210037)
针对高含硫烟气降温对换热设备造成的低温腐蚀难题,根据热管的“相变段”壁温可控可调的特性,分析了壁面低温腐蚀的原因与分离式相变省煤器应用的可行性,并成功应用在某热电厂2×660 MW机组空预器和除尘器间的烟气余热回收系统,得出了相变省煤器系统的热力参数,也提供了系统的安装措施。通过调控管壁温高于酸露点来有效避开了低温腐蚀,同时提高了除尘器效率,降低了排烟温度,减少了脱硫的水耗,更大幅度地节约标煤和减少了CO2与SO2的排放量。设备安装,解列检修灵活,为热电厂深度超低排放余热回收系统提供了工程借鉴。
分离式相变省煤器;壁温;酸露点;低温腐蚀;节能;超低排放
0 引言
随着我国超低排放工作的推进,中低温区余热回收带来的设备腐蚀难题愈发凸显,尽管针对锅炉设备的抗低温腐蚀的理论方面已开展许多研究,而对热电厂中低温段余热回收设备抗腐蚀的设计研究相对较少。针对此问题,本文根据热管“相变段”壁温的可控可调的特性,将分离式相变省煤器应用于某热电厂高含硫烟气余热回收系统。
1 分离式相变省煤器的理论分析
在某热电厂2×660 MW超临界机组烟气余热利用的改造工程中,脱硫前工艺设计需要大幅降低烟温,因此在空气预热器(空预器)出口到除尘器进口之间安装分离式相变省煤器,既避免了高含硫烟气的露点腐蚀,同时又达到了国家超低排放的要求。新标准要求重点地区灰尘含量小于20 mg/m3,二氧化硫含量小于50 mg/m3[1]。
1.1 煤的硫含量高
该热电厂的动力煤成分如表1所示。
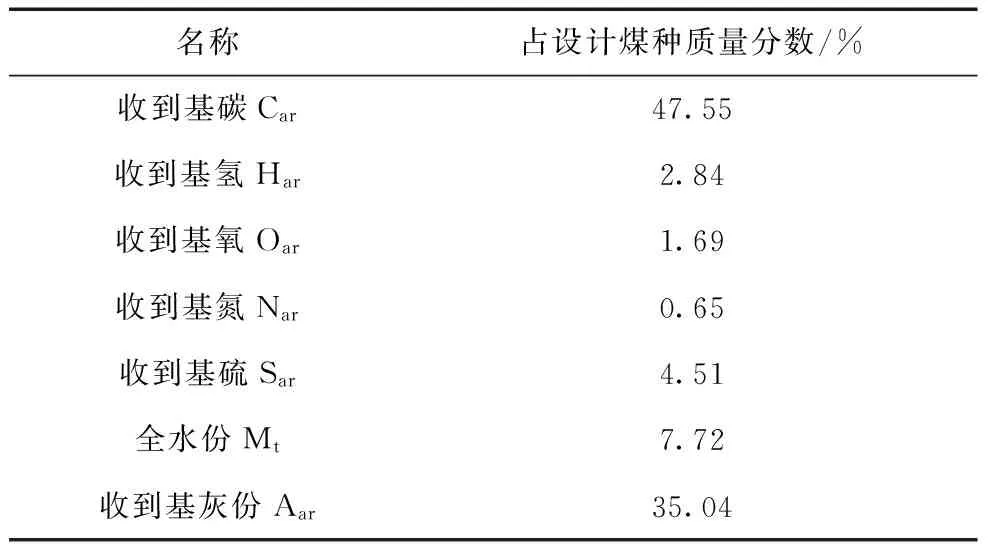
表1 煤质及灰成分表
表中动力煤灰分参照标准[2],属中高灰分煤;
(1)
式中:Std折算为折算后的干燥基全硫,%;Qgr.d实测为实测干燥基高位发热量,MJ/kg;St,d实测为实测的干燥基全硫,%。硫分分级时,按动力煤的发热量进行折算,规定基准发热量值为24 MJ/kg,干燥基全硫按式(1)进行折算后,属高含硫煤(HS)。
1.2 烟气酸露点公式选取及估算
酸露点与烟气中硫含量、全水分含量、灰分量及低位发热量等因素关联,经验公式有较多文献涉及,考虑低温腐蚀的主要因素是硫、灰分和全水分,采用前苏联《锅炉机组热力计算标准方法》(1973版)烟气露点温度计算如式(2)~(3),且计算的酸露点在误差允许的范围内与实际测量值吻合[3]。
Tsl=-1.210 2+8.406×VH2O-0.474 9×
(2)
(3)
李钧博士考虑了自脱硫效应,把Sar,zs修正为KSar,net(其中K为烟气中SO2排放系数,即烟气中SO2实际排放量占按可燃硫全部生成SO2总量的百分比),结果更加精确[4]。通过修正,K取0.85,计算烟气的露点温度为115.9℃。
1.3 低温腐蚀原理
因动力煤中的硫,在燃烧过程中生成硫氧化物,并与水蒸汽反应成为H2SO4蒸汽。当锅炉尾部的金属壁面温度低于烟气的酸露点,会在其表面不断地液化结露并生成许多浅黄色FeSO4·H2O的现象,称为低温腐蚀[5]。低温腐蚀属于一种全面性腐蚀,它使金属壁面渐渐变薄最终破坏,此为腐蚀内层;同时液态酸还会与烟气中飞灰耦合,反应生成酸盐,此为腐蚀外层,是腐蚀最严重的一种工况[6]。
工艺上一般采用低温省煤器或相变省煤器。传统的低温省煤器系统通过提高排烟温度,以牺牲余热的代价来减缓腐蚀,同时也增加了脱硫中的水耗量[7-8]。当然,若壁温低于酸露点较大时,即使排烟温度再高,仍腐蚀严重。为了预防烟气换热器壁面的腐蚀,采用了分离式相变省煤器系统。该系统是以管壁温作为第一设计要素[9],通过控制壁温高于烟气的酸露点来实现的。
1.4 分离式相变省煤器的工作原理
分离式相变省煤器在分离式热管的基础上提出了“相变段”,如图1所示,中间的烟气换热器、上升(下降)管和汽水换热器三部分组成了分离式相变省煤器系统。烟气通过烟气换热器的双H型翅片管加热管内工质水,使其汽化后进入到蒸汽集箱,在压差作用下沿着上升管进入汽水换热器的壳程,释放汽化潜热来加热汽水换热器管程内的凝结水,自身冷凝为液态水,并在重力作用沿下降管回到烟气换热器,内循环工质水因为反复循环相变,完成烟气与凝结水的高效率的热量交换。要求汽水换热器必须高于烟气换热器,液体下降管与蒸汽上升管之间会形成一定的密度差,其所能提供的压头与汽水换热器和烟气换热器的高度差密切相关,用以平衡蒸汽流动和液体流动的压力损失,维系着自然循环系统的正常运行。
图1 分离式相变省煤器的深度余热回收系统工艺图
2 分离式相变省煤器的工程应用
2.1 管壁面温度控制的计算
将烟气余热回收用来加热锅炉给水,即根据“能级匹配原则”,用于加热系统凝结水以期回收热量最大化[13]。烟气换热器中的烟气由165 ℃降低至130 ℃,通过内循环工质的相变将95 ℃的凝结水加热到125 ℃。烟气换热器的管壁温的确定受翅片管束结构与布置位置,烟气,凝结给水的物理化学性质的影响。
由两相流等得知,忽略内循环工质水的传热热阻和相变热阻,管壁温近似等于饱和蒸汽的温度。在工程上,饱和蒸汽的温度一般用Antoine方程来确定,确定热管内工质的饱和温度ts(℃)与蒸汽压P(MPa)的关系计算如式(4):
(4)
式中:a=9.387 6,b=3 826.36,c=227.68,适用于17~227 ℃[10],对应的饱和压力是0.001 94~2.65 MPa。“相变段”的饱和蒸汽从烟气换热器到汽水冷凝器产生极小的压降,由Clausuis-Clapeyon方程得知温差也很小,同时调节凝结水流量找到最佳管壁温,实现了对受热面的最低壁温闭环控制。分离式相变省煤器的温度及传热变化如图2所示。
由图可知,烟气与凝结水间接换热,内循环工质水通过烟气换热器时烟温降低了35 ℃,相变后在汽水换热器将凝结水提高了30 ℃。按0.25 MPa压力得到的饱和温度为127.9 ℃。刘效洲博士[11]从理论上给出通过优化汽水换热器传热面积及调节冷凝水的流量,能一定程度上提高管壁温。一般换热器的壁温稳定地高出酸露点10~15 ℃,以免腐蚀,延长了设备寿命。
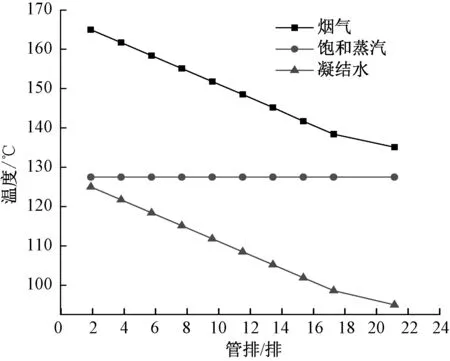
图2 分离式相变省煤器的温度及传热变化
2.2 分离式相变省煤器的设计
依据质量、动量、能量守恒和热平衡原理,设计的分离式相变省煤器的热力参数如表2所示。
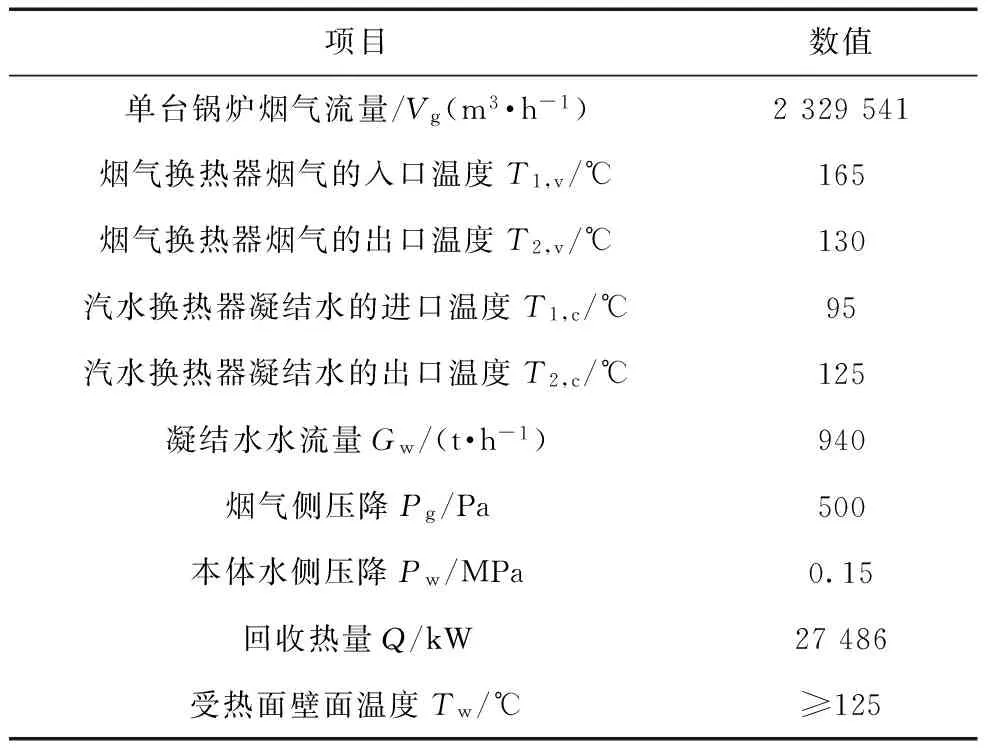
表2 分离式相变省煤器热力参数表
2.3 双H型翅片管束的传热系数及压力降
烟气换热器双H型翅片管采用顺列布置[12],如图3所示。
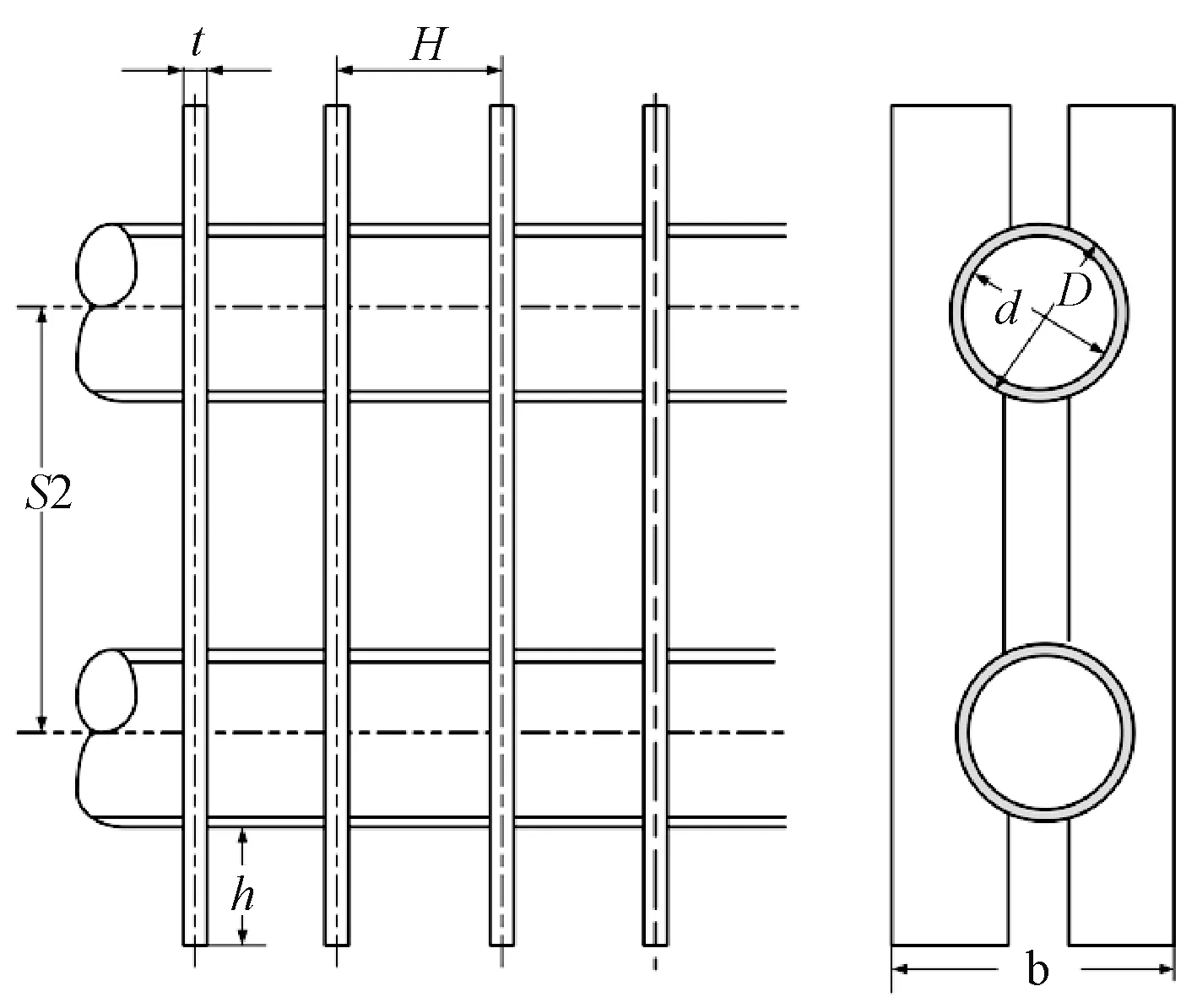
图3 双H翅片管结构图
翅片厚度是t,翅片间距为H,宽度为b,用双H型翅片当量直径代替圆管直径,其当量直径为De,对应的换热能力与压力降分别用Nu和ζ,可以用式(5)~(7)来计算。

(5)
(6)
(7)
式中:A为流通的截面积;S为浸润周边长;Z为管排数;Cz为管排数修正系数,因Z≥4,取Cz=1[13];考虑管子几何形状布置校正系数Cs,因在该设计中,横向节距s1与纵向节距s2等同,所以s2/d>2,取Cs=1。
2.4 分离式相变省煤器的制造和安装
分离式相变省煤器自身由于体积和质量大,需要考虑装配尺寸,采用模块化设计,各模块制造后到现场组装,烟气换热器模块化结构如图4所示。工程现场如图5所示。
汽水换热器的顶部设有放空阀,能及时排放出不凝性气体以解决老化问题。分离式相变省煤器系统两端换热器布置灵活,若某根管损坏,解列更换无需停车,提高设备运行的经济性。一般分离式相变省煤器系统连接管路散热损失约占总换热负荷的2%~3%。同时系统的管子内是两相流,须满足两相流对管路的规定,以确保气液两相均匀地分布到每个管箱,所以要求对称布置管道。
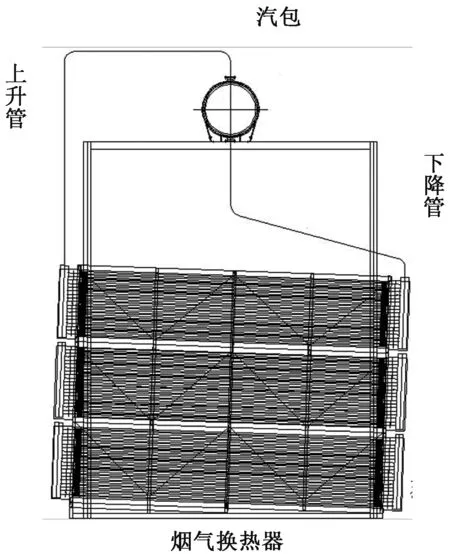
图4 烟气换热器模块化结构简图
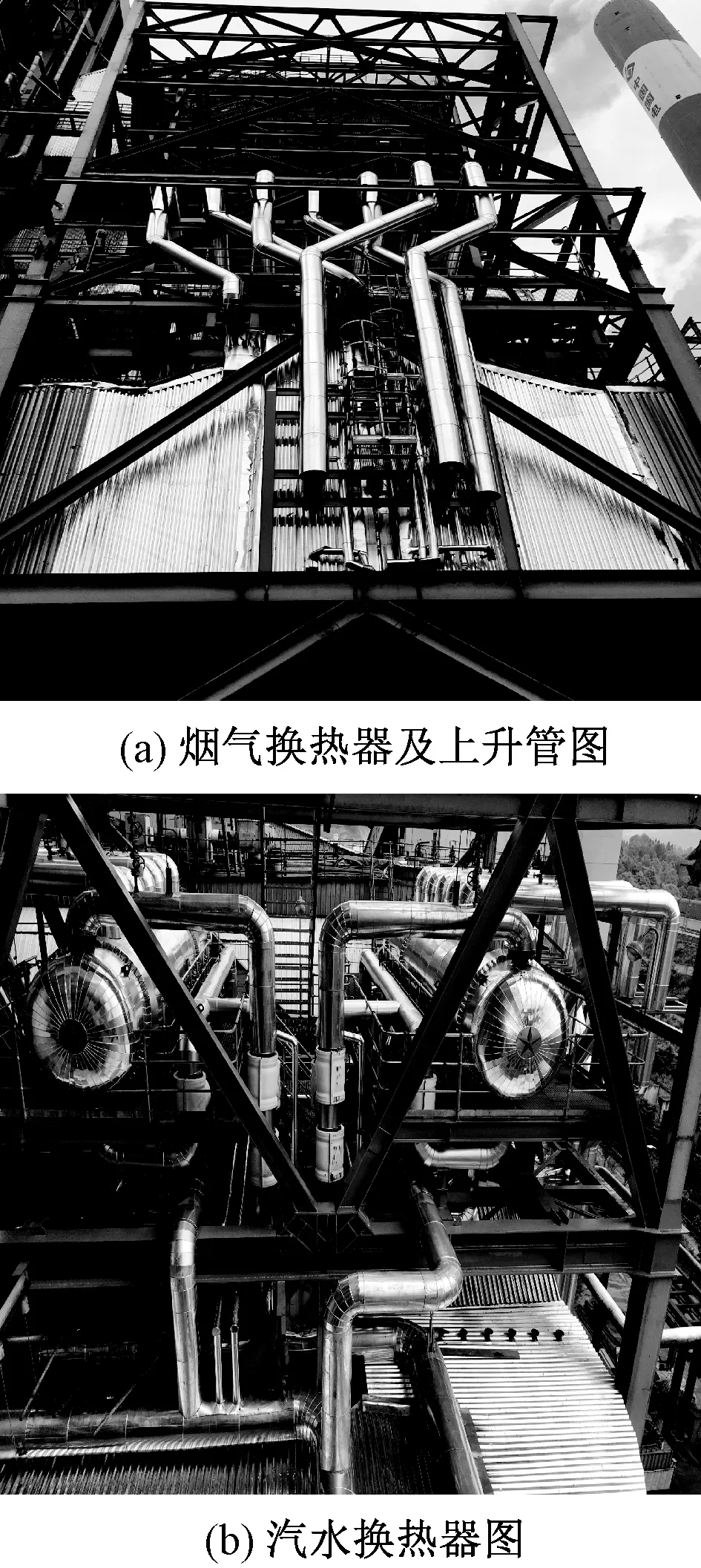
图5 分离式相变省煤器系统的工程现场图
3 节能分析
分离式相变省煤器的烟气换热器的烟气根据“能级匹配原则”回收热量,用于加热#6低加的凝结水。按一年正常运行7 800 h,得到的节省标煤和少排污染物如表3所示。
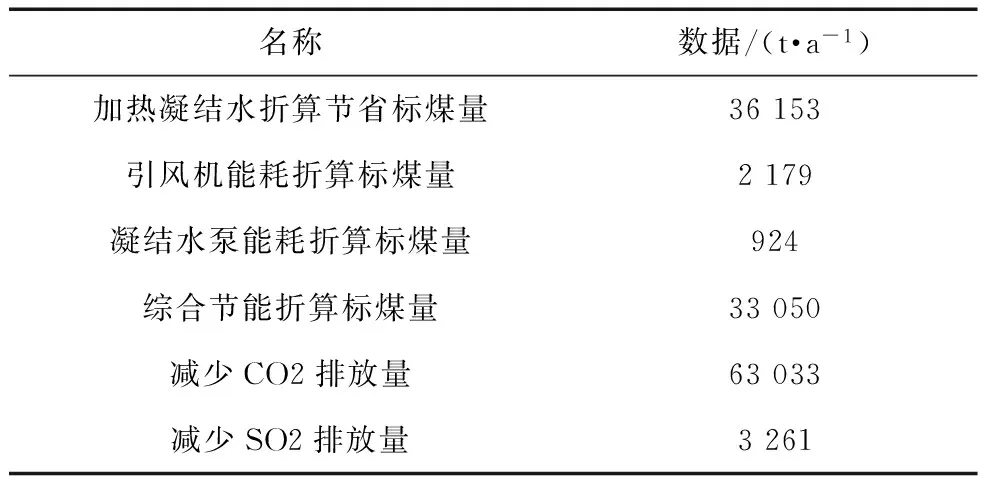
表3 单台锅炉节能减排量
4 结论
(1)安全性:分离式相变省煤器的控温特性可有效地调控高含硫烟气换热器管壁温高于烟气酸露点,从而避免了低温腐蚀,延长了设备的寿命。
(2)经济性:热电厂烟气余热回收系统每年节能折算为标煤33 050 t。
(3)环保性:每年可以少排63 033 t二氧化碳和3 261 t二氧化硫,烟温的降低,降低了烟尘比电阻,从而提高除尘器效率。改造大大减少了有害气体和粉尘的排放量,达到国家节能减排的要求,极大地改善了周边环境。
在火电厂超低排放和提高发电效率的形势下,分离式相变省煤器应用于深度节能减排改造工程中,不仅可以避免高含硫烟气的露点腐蚀,延长设备寿命,又可以提高系统除尘效率和脱硫效果,达到了超低排放的社会环保要求。
[1] GB13223—2011,火电厂大气污染物排放标准[S].北京:中国环境科学出版社,2011.
[2] GB/T 15224.2—2010,煤炭质量分级[S].北京:中国标准出版社,2010.
[3] 宋景慧,宋杰.燃煤锅炉烟气酸露点温度计算与分析[J]. 电站系统工程.2015(5):37-39.
[4] EBARA R,TANAKA F,KAWASAKI M.Sulfuric acid dew point corrosion in waste heat boiler tube for copper smelting furnace[J].Engineering Failure Analysis,2013,33(5): 29-36.
[5] 张基标,郝卫,赵之军,等.锅炉烟气低温腐蚀的理论研究和工程实践[J].动力工程学报,2011,31(10):730-738.
[6] 陈生斌,方亚雄,徐钢. 300 MW机组CFB锅炉低温再热器改造方案研究[J].电力科学与工程,2014,30(4):52-56.
[7] 黄新元,王家明,孙启超,等.锅炉加装低压省煤器改造技术研究[J].电力建设,2008,29(3):98.
[8] 马宗庆.热管烟气换热器在湿法脱硫工艺中的应用及比较[J].电力建设,2005,26(2): 55-57.
[9] 孙杰,尹金亮,白炎武,等.一种锅炉烟气余热利用的高效循环系统分析[J].热力发电,2013,42(8):22-33.
[10] 陈志新,蔡振云,钱超.化工热力学[M].第4版.北京: 化学工业出版社, 2015.
[11] 刘效洲,惠世恩,徐通模,等.分离式热管换热器的工作原理及其在电厂余热回收中的应用[J].热能动力工程. 2001,16(4):375-376.
[12] 王贺军,郭运庚,李勋. WG670/13.72-1型锅炉采用H型鳍片省煤器的设计和运行[J].电力科学与工程.2008, 24(4):72-74.
[13] 林宗虎,汪军,李瑞阳,等.强化传热技术[M].第1版.北京:化学工业出版社,2007:100-101.
Development of Separate Type Phase Change Economizer Against Low Temperature Corrosion in Power Plants
YU Bin1, FU Jie1, SUN Haitong1, TU Shandong2, SUN Wei3, QIN Jinghu3
(1. School of Mechanical and Power Engineering,Nanjing Technology University,Nanjing 211816,China; 2. School of Mechanical and Power Engineering, East China University of Science and Technology, Shanghai 200237,China; 3. Nanjing Canuo Energy Equipment Co.Ltd.,Nanjing 210037,China)
: In order to solve the corrosion problem caused by the cooling high-sulfur flue gas in the air preheaters and other equipment, a separate type phase change economizer was designed and successfully applied in practical. It has been installed between air preheater and precipitator in the flue gas waste heat recovery system in a thermal power plant with two 660 MW units, according to the controllable and adjustable characteristics of the wall temperature of the heat pipes in the phase-change segment. Calculations were carried out for thermal system parameters, while some measures of installation were also provided. It was found that the dew point corrosion was effectively avoided after transformation, due to the fact that the temperature of the wall is higher than that of the acid dew point. Moreover, the efficiency of the dust collector is improved greatly by reducing the exhaust gas temperature. Amount of standard coal was saved, and then the emissions of CO2and SO2as well as the water consumption of desulfurization were reduced significantly. The present work provides a successful case for energy saving and emission reduction in waste heat recovery systems of a power plant.
separate type phase change economizer; wall temperature; acid dew point; low temperature corrosion; energy saving; ultra low emission
邹包产(1982-),男,高级工程师,主要从事火力发电机组自动控制方面的生产服务和调试工作。
10.3969/j.ISSN.1672-0792.2017.05.013
2016-12-08。
TM621.9
A
1672-0792(2017)05-0065-05