浅谈溧阳抽水蓄能电站转子磁轭热加垫
2017-06-23吕建国,李宏泽
吕 建 国, 李 宏 泽
(中国水利水电第五工程局有限公司,四川 成都 610225)
浅谈溧阳抽水蓄能电站转子磁轭热加垫
吕 建 国, 李 宏 泽
(中国水利水电第五工程局有限公司,四川 成都 610225)
对溧阳抽水蓄能电站热加垫工艺从数据测量、加温布线至加垫成功及后续处理进行了介绍。对不同情况下的处理方式以及在加垫中遇到的相关问题及采取的解决办法进行了阐述,对大型水轮发电机组转子热加垫具有一定的借鉴意义。
热加垫;抽水蓄能机组;转子;磁轭加温;溧阳抽水蓄能电站
1 工程概况
溧阳抽水蓄能电站发电电动机由哈尔滨电机厂有限责任公司制造,型号为SFD250-20/7500。发电机工况额定功率为250 MW,电动机工况轴输出功率为269 MW,额定转速为300 r/min,额定电压为15.75kV。该机为立轴、半伞式、三相、凸极、可逆式同步发电电动机。
转子支架为斜立筋圆盘式焊接结构,在厂内加工完成,共有10个主立筋。转子磁轭外径为5 556 mm,高度为2 800 mm,由3 250张、4 mm厚磁轭冲片堆积而成。转子支架与磁轭通过径向、切向复合键连接,径向键为凸键,用垫片调节热打键紧量,切向键为两小键,以补偿支架立筋键槽与磁轭之间的公差。
2 热加垫前的数据测量
2.1 支墩拆除下沉量测量
在转子支墩拆除前测量下环板平面度及下环板与转子支架下法兰的高差,待支墩拆除后重复以上工作,根据测量数据计算磁轭下沉量。支墩拆除时,应对称缓慢进行,并在径向架设百分表监控,防止在其下沉过程中造成磁轭偏心,增大热加垫的难度。
2.2 转子半径测量
复测转子测圆架中心及水平,在距离磁轭下部高度100 mm、500 mm、1 000 mm、1 450 mm、
2 000 mm、2 600 mm部位测量转子磁轭半径,以上数据的测量均需测量两次,两次测量误差值应小于0.03 mm。
2.3 磁轭与主立筋键槽间隙测量
加工磁轭间隙测量块,在测块后部接长杆(可用扁钢)处粘贴厚度测量标尺及深入磁轭高度标记,用游标卡尺检查标尺的准确性。根据圆度测量高度用测块测量磁轭与主立筋间隙,每处测量两遍,误差应小于0.03 mm。
3 数据分析及加热容量计算
3.1 加垫量计算
加垫量厚度计算公式:
H=δ1+A-B+C1-D式中H为应加垫片的厚度;δ1为设计预紧量;A为键槽间隙;B为凸键厚度(46.3 mm±0.03 mm);C1为平均半径(2 778.21 mm);D为实测半径。
根据以上公式、圆度测量数据及厂家到货垫片厚度(3 mm、1 mm、0.5 mm、0.1 mm)综合考虑,确定实际加垫量。溧阳抽水蓄能电站6#机组热加垫量统计情况见表1。
3.2 磁轭与轮臂的温差计算
温差计算公式:
△t=δ/aR
式中δ为热打键单边紧量;a为磁轭材料的线膨胀系数11×10-6mm/℃;R为轮臂半径。
溧阳抽水蓄能电站单边紧量为1.2~1.4 mm,轮臂半径为2 125 mm,则热加垫时磁轭与轮臂的温差△t=1.4/(2 125×11×10-6)=59.8(℃)。
3.3 加热容量计算
加热容量计算公式:
P=K×△t×G×C2/T
式中P为总容量;K为保温系数,一般可取2~4(30 mm厚保温被覆盖);△t为计算温差;G为磁轭总重;C2为磁轭平均半径0.5 kJ/kg;T为预计所需加热时间。
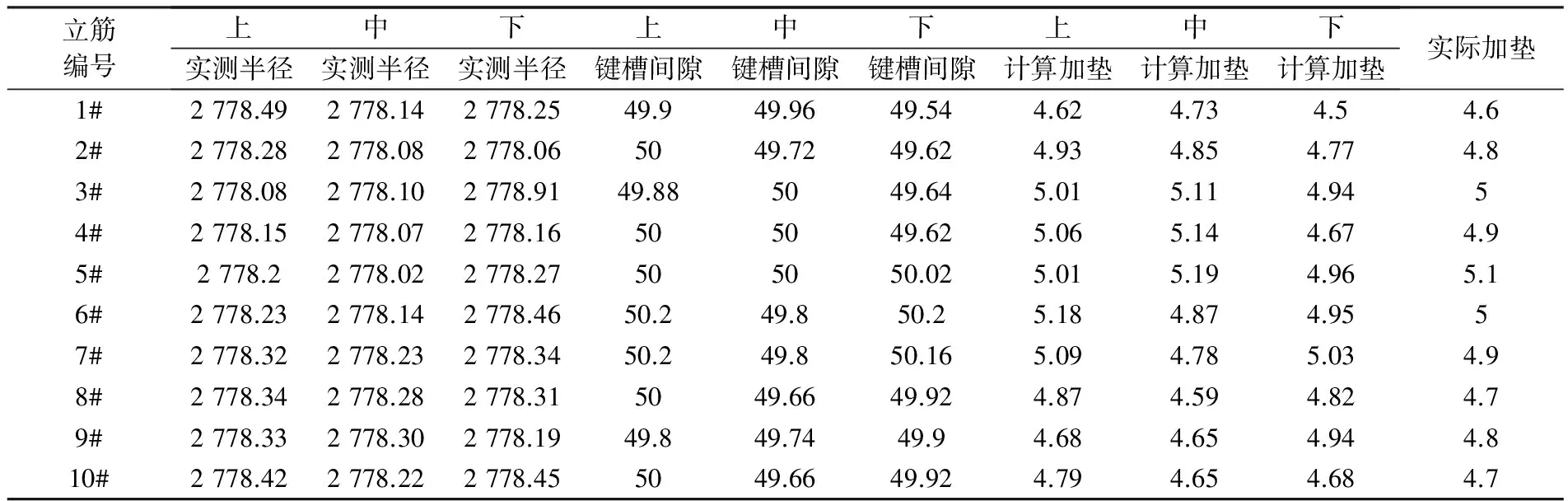
表1 加垫量统计表 /mm
溧阳抽水蓄能电站热加垫计算时保温系数取3,热容量取0.5 kJ/kg,预计加热时间为10 h,磁轭重量约为200 t,则热加垫所需容量为:P=3×60×200 000×0.5÷3 600÷10=500(kW)。
4 加热板及保温材料的布置
4.1 加热板的敷设
溧阳抽水蓄能电站磁轭高2 800 mm,磁极安装面两侧为通风沟,加热板长800 mm,宽300 mm,每个加热板容量为4 kW。由于通风沟与主立筋相隔很近,磁轭内圆与转子支架环板距离只有10 mm,隔热难度大,因此,加热板只能敷设在磁极安装面。根据加热板宽度,磁极安装面可布置2件,圆周方向20个磁极位置可敷设40件。根据加热板长度及加热总容量并考虑加热时热量上移,最终决定磁轭上部300~400 mm不敷设加热板,轴向方向布置3层,轴向方向下层与磁轭下环板共用1层加热板,所有加热板用12#铁丝固定。综上可知溧阳抽水蓄能电站共用120件加热板,容量为480 kW,加热板敷设情况见图1。
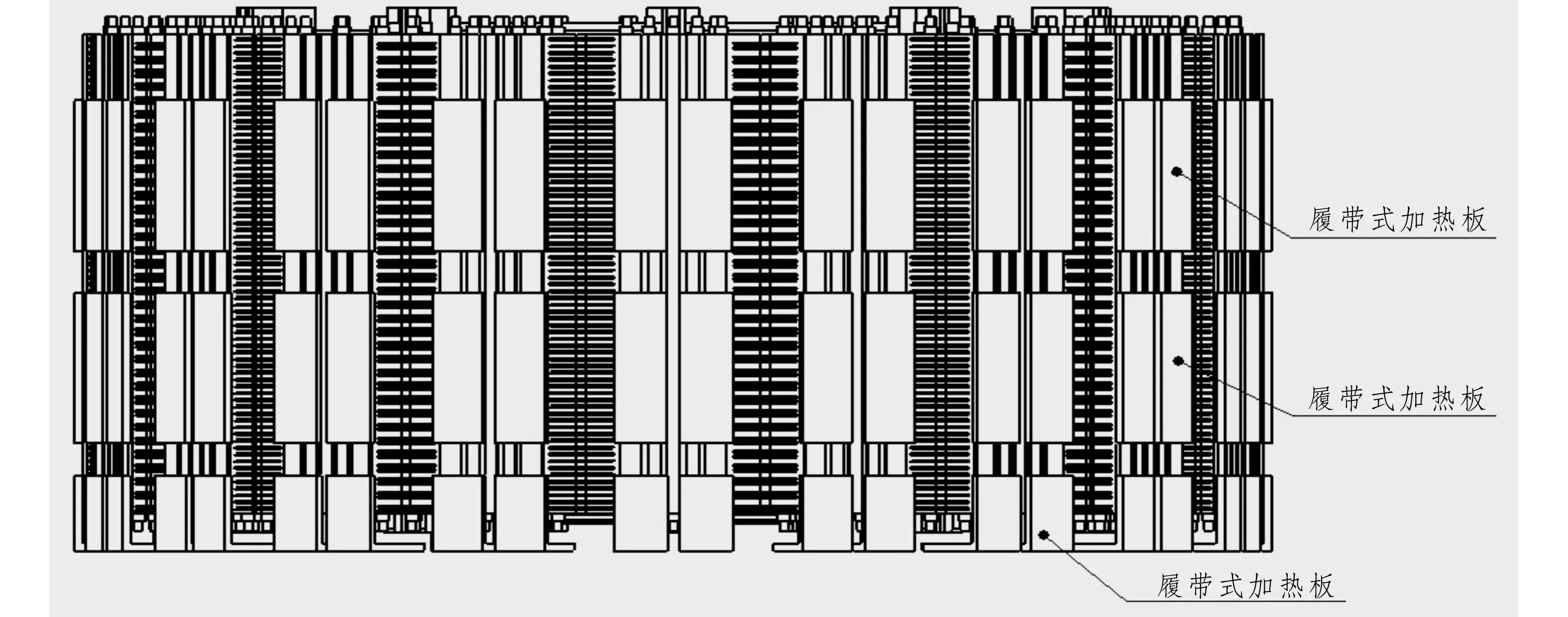
图1 加热板敷设图
4.2 加温电缆的布置
根据加热板容量布置了两根主电缆(3×185+1×95)连接至X及-X方向的两个控制柜。主控断路器为380 V/600 A,分控断路器为380 V/160 A,加温线采用单芯4 mm2电缆。每个控制柜布置分控断路器5个,加热板采用Y形连接,每个断路器控制12个加热板,接线时应保证其能分层分段控制。
4.3 加热膨胀量的测量
在磁轭加温过程中,磁轭键应全部安装入键槽内,以防止加温过程中产生位移。膨胀量的测量根据现场实际情况,选择在磁轭内圆与转子支架靠近立筋处布置膨胀量监测点,即在磁轭及转子支架上打样冲,加热前用内径千分尺测量原始数据。
4.4 保温棚的搭设
由于转子工位位于交通洞口,其周围风速较大,为不影响热加垫工作,以磁轭安装平台为支撑,在其外围用防火帆布覆盖。
保温被的敷设。在加热板外侧用30 mm厚保温被全覆盖,按照先外后内、然后上部、最后下部的顺序敷设,并保证其上部保温被能揭开。保温被敷设情况见图2。
5 磁轭加温
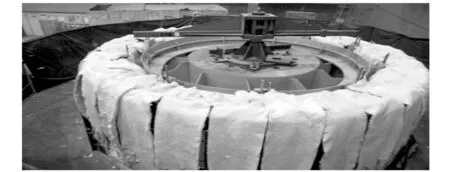
图2 保温被敷设图
加热器布置完成后,用500 V摇表检查,对地绝缘电阻应不小于0.5 MΩ,并设导线截面积不小于50 mm2的接地保护。试投加温电源,检查加热设施应无断线、断路、冒烟等异常现象。加温过程中,由机、电专业人员分工巡视检查,每30 min记录磁轭加温电气参数、磁轭与支架的温差并注意检查加热板运行情况。当磁轭与立筋温差达到50 ℃后,应每隔0.5 h测量一次立筋的膨胀量。控制磁轭温升速度小于10 ℃/h,并根据磁轭温升及上、下温差和膨胀情况,利用控制柜断路器手动适时投、切磁轭相关部位的电热器。当磁轭与支架不易形成温差时,可在转子支架上用压缩空气作为冷却介质进行对称、均匀冷却或采用水淋转子支架及主立筋,使其与磁轭形成温差,达到设计所要求的膨胀量。
6 磁轭热加垫工艺及热加垫效果
6.1 磁轭热加垫工艺
磁轭加热前,需要插入磁轭凸键及两边的副键,副键插入的深度要求相等,用以固定凸键的周向位移,以此避免磁轭加热产生周向移动。加热前测量膨胀量监测点的原始数据,加热时的膨胀量以此作为参考。当磁轭膨胀量比所加垫片量大于1 mm左右时,拔出磁轭键,用测量工具测量膨胀量。取出5组磁轭键,将其放置在安装场冷却、检查及垫片制作,制作完成后在其组合面涂抹MoS2润滑脂。将配合好的凸键放入磁轭键槽内,然后将两侧副键打紧,打入深度与拔出深度相同,按此方法将剩下的5组磁轭键加垫完成。热加垫完成后停止加热,由上至下分步、逐渐揭开保温设施,然后使转子缓慢自然冷却至室温。在温度缓慢降至室温过程中,每30 min记录一次温度。降温过程中,磁轭上下内外温差不大于10 ℃,待其冷却到环境温度后拆除加温设备,降温总时间不小于72 h。磁轭自然冷却后,拔出副键,在各自工作面上涂抹MoS2润滑脂,用大锤将副键对称打紧,复查副键打入深度,其应与凸键下端齐平,并将多余部分切除。
6.2 垫片的制作
膨胀量达到要求前,应进行垫片清理及厚度检查、准备垫片焊接平台、C型夹、氩弧焊机、焊丝、铜锤、角磨机等工具,待膨胀量达到要求后组配垫片,用C型夹将其固定在焊接平台上,C型夹距焊接的边缘应不大于10 mm;夹紧后用外径千分尺测量其厚度,厚度偏差应在±0.05 mm以内并检查其间隙满足焊接要求。采用乌极氩弧焊,在垫片两侧分段焊接,焊接完成后,再次检测其厚度,清理并焊接其两侧的部位,应无高点及毛刺。
6.3 磁轭热加垫结果记录
采取以上施工工艺后溧阳抽水蓄能电站6#机组热加垫工作取得了圆满成功,各项数据满足标准及设计要求。溧阳抽水蓄能电站热加垫成果统计情况见表2。
7 出现的问题及采取的处理方法
7.1 加热板短丝
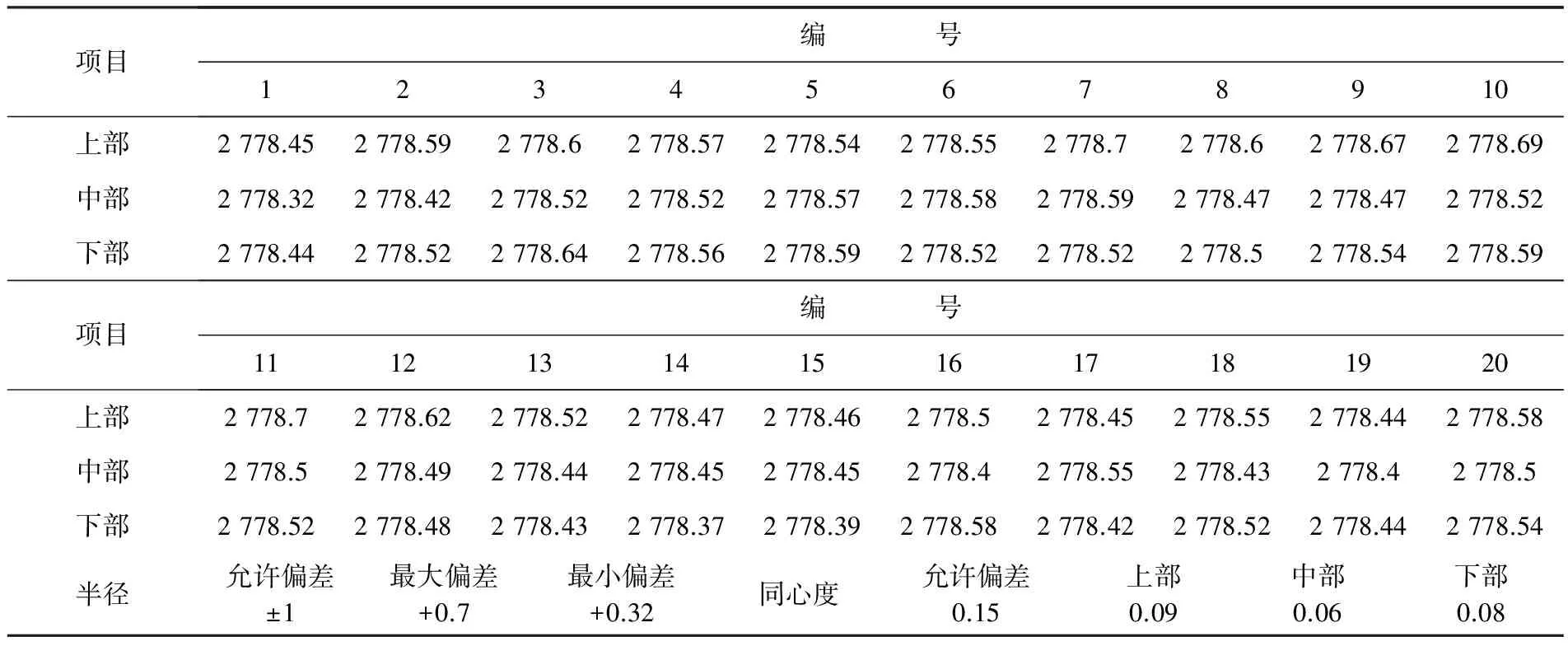
表2 成果统计表 /mm
在首台机组热加垫时,加热板电压为380 V,无金属外壳,加温1 h后出现电阻丝熔断现象,无法进行加温工作。经研究发现,加热板电阻丝无法承受在380 V电压下的自身重量,遂决定重新采购220 V加热板并自带铝板。加热板更换后,一次性加垫成功。
7.2 磁轭中心偏移
5#机组磁轭支墩拆除后出现磁轭偏心较大的问题,最大偏心为0.63 mm。为解决以上问题,采取先加热键槽间隙小的一侧,然后再加热另一侧。在间隙小的一侧膨胀量满足加垫要求后,先进行间隙小的一侧磁轭键的安装,全部安装完成后再进行其余磁轭键的安装。依据以上方法,顺利地完成了热加垫工作,其结果为磁轭同心度小于0.1 mm,满足规范要求。
8 结 语
磁轭热加垫对转子磁轭整体加固及转子偏心调整起到了重要作用,其成败直接关系到施工进度及质量,溧阳抽水蓄能电站热加垫施工技术对同类型机组具有一定的借鉴意义。
[1] DL/T5230-2009,水轮发电机转子现场装配工艺守则[S].
[2] 夏宝国.大型水轮发电机组磁轭热打键工艺[J].防爆电机.2015,50(1):42-44.
[3] 雷京祥.向家坝水电站800 MW机组转子热加垫技术研究[J].水利水电技术.2013,44(4):90-91.
(责任编辑:李燕辉)
2017-04-23
TV7;TV743;TV735
B
1001-2184(2017)03-0058-04
吕建国(1986-),男,四川巴中人,助理工程师,从事水轮发电机组安装技术工作;
李宏泽(1989-),男,甘肃会宁人,助理工程师,从事水轮发电机组安装测量工作.