棉精梳机分离罗拉运动位移研究
2017-06-23王振宇李新荣蒋秀明兰天保杜宏睿
王振宇,李新荣,蒋秀明,兰天保,杜宏睿
(天津工业大学 机械工程学院,天津 300387)
棉精梳机分离罗拉运动位移研究
王振宇,李新荣,蒋秀明,兰天保,杜宏睿
(天津工业大学 机械工程学院,天津 300387)
为弥补对棉精梳机精梳分离运动位移研究的不足,分析棉精梳机分离罗拉与锡林、钳板等机构的位置关系,设置棉精梳机工艺参数,根据棉精梳机对分离罗拉运动的要求计算出关键点的分度值及对应的位移量,得到分离罗拉运动位移图和关键点分度值及对应位移量的计算模型。指出:分离罗拉在不同分度的运动位移量影响正常开车及精梳条质量,当锡林轴及钳板运动确定后,分离罗拉位移曲线可由须丛搭接搭合率η、分离牵伸倍数E、给棉罗拉给棉量A、有效输出长度Sy,通过须丛纤维长度l等参数决定。
棉精梳机;分离罗拉;位移;分度;搭接接合率;有效输出;纤维长度
0 引言
当前,人们对棉精梳机的研究往往注重其机构特性[1-3]、工艺参数的合理配置等影响棉精梳机高速的因素[4-7],而对于基本工艺中的精梳分离运动研究甚少,并且研究也多以分离罗拉的传动机构为主[8-9],对分离罗拉运动位移大多是定性研究[10]。因为分离罗拉在不同分度的运动位移量,影响精梳棉网即精梳条质量与正常开车[11],所以对分离罗拉运动位移进行定量研究十分必要。为此,我们首先依据棉精梳机锡林、钳板等机构与分离罗拉的运动关系绘出分离罗拉运动位移示意图,然后通过设置棉精梳机工艺参数,按照位移示意图的要求确定各关键分度值和对应的位移量,得到数控棉精梳机分离罗拉运动位移图及分离罗拉运动关键点的分度值和对应位移量的计算模型。本研究为今后数控棉精梳机分离罗拉的运动设计及控制提供了理论依据。
1 分离罗拉运动位移
棉精梳机以锡林轴运动周期为整机运动周期,将锡林轴一周运动40等分即每个分度为9°,分离罗拉与其它机件按照一定的分度关系进行协调运动。图1为分离罗拉在不同分度时的位移示意图。Fo
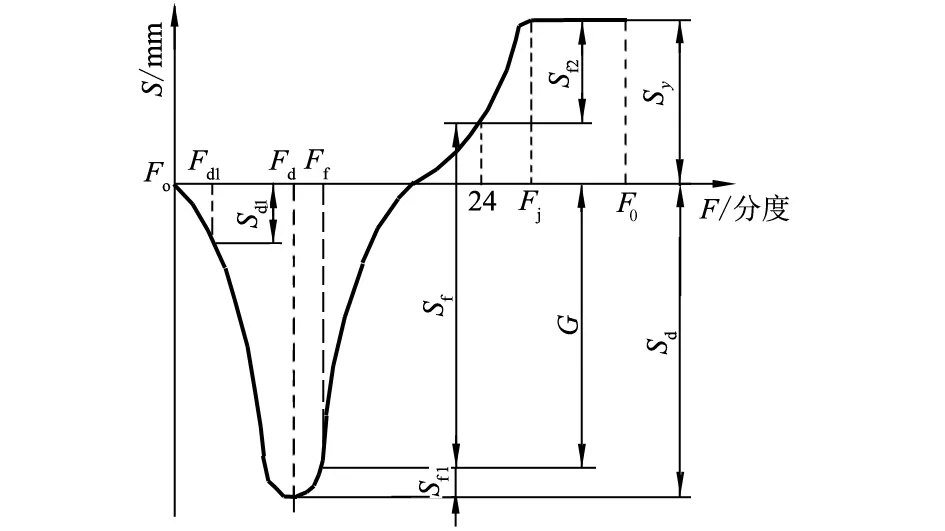
图1 分离罗拉运动位移示意
分度时,分离罗拉开始倒转;Fd1分度时,分离罗拉倒退量为Sd1,此时锡林末排针通过锡林与分离罗拉最小隔距点;Fd分度时,分离罗拉倒退量为Sd,此时分离罗拉倒退量最大且此瞬时转速为0,开始正转;Ff分度时,分离罗拉正转量为Sf1,此时分离罗拉正转速度与钳板运动速度满足分离牵伸要求,须丛开始分离;24分度时,此时钳板运动到最前位置,精梳须丛分离结束,分离罗拉在精梳须丛分离阶段正转量为Sf;Fj分度时,分离罗拉正转量为Sy,此时分离罗拉静止直到下一周期Fo分度时开始倒转。为方便分析棉精梳机分离罗拉运动,设L为分离须丛长度(mm);l为纤维长度(mm);G为接合长度(mm);Sy为有效输出长度(mm);η为须丛搭接接合率;分离牵伸倍数为E;给棉罗拉给棉量为A。棉精梳机分离罗拉经过后退、前进、静止完成一个运动周期,设分离罗拉后退运动速度函数为V-;分离罗拉前进运动速度函数为V+。
1.1 分离罗拉倒转关键点位置
如图2所示,设锡林半径为R;分离罗拉半径为r;倒入须丛分离罗拉中心到锡林外延距离为S1;锡林轴中心到分离罗拉中心在x轴方向的距离Lx;y轴方向距离Ly;分离罗拉倒入须丛总长最大为Sd1max。通过分析图2可得:
(1)
(2)

1—锡林轴;2—锡林辊体;3—须丛;4—分离罗拉;5—分离胶辊。图2 锡林与分离罗拉最小隔距点
棉精梳机工艺要求,锡林末排针通过锡林与分离罗拉最小隔距点时不能干涉到分离罗拉倒回的棉网,即:
Sd1≤Sd1max
(3)
综式(1)、(2)和(3)得:
(4)
在满足式(4)条件下,分离罗拉倒退量Sd1取值以较大为好。
锡林末排针通过锡林与分离罗拉最小隔距点时的分度Fd1,可通过锡林运动得到。
分离罗拉从Fo分度开始按照速度函数V-到Fd1分度,倒退量为Sd1,见式(5):
(5)
由上式可求分离罗拉开始倒转分度Fo。
1.2 分离罗拉正转关键点位置
如图3所示,设锡林辊体半径为R1;分离罗拉半径为r;倒入须丛分离罗拉中心到锡林外延距离为S2;锡林轴中心到分离罗拉x轴方向距离Lx;y轴方向距离为Ly;分离罗拉倒入须丛总长最大为Sdmax。通过分析图3可得:
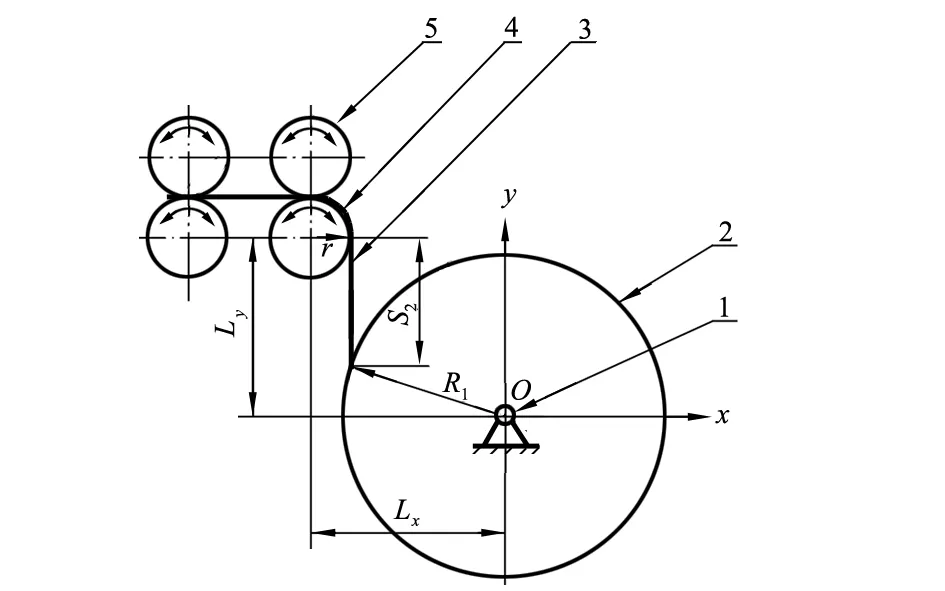
1—锡林轴;2—锡林辊体;3—须丛;4—分离罗拉;5—分离胶辊。图3 锡林辊体与分离罗拉最紧隔距点示意
(6)
(7)
同样,棉精梳机工艺要求锡林辊体与分离罗拉倒回的棉网不能干涉,即:
Sd≤Sdmax
(8)
综合式(6)、(7)和(8)得:
(9)
在满足式(9)条件下,选取Sd。
由图1得:
Sf1=Sd-G
(10)
接合长度G由棉精梳机工艺得:

(11)
分析棉精梳机工艺可知,须丛分离开始分度Ff由分离隔距B及给棉罗拉给棉量A决定,即Ff可得。分离罗拉按照速度函数V+正转Sf1,把速度从0提高到须丛开始分离要求的速度,由图1得:
(12)
由式(12)可求出分离罗拉倒退最大量时分度数Fd。
精梳须丛分离从Ff开始到24分度结束,分离罗拉正转量Sf为分离工作长度,由棉精梳机工艺得:
(13)
1.3 分离罗拉速度V+、V-
设下钳板分离时的速度为Vqb,由Lf为下钳板与分离钳口的距离得:
(14)
由图4得:
Vqb=L5ω5sin(θ5-θ0)
(15)
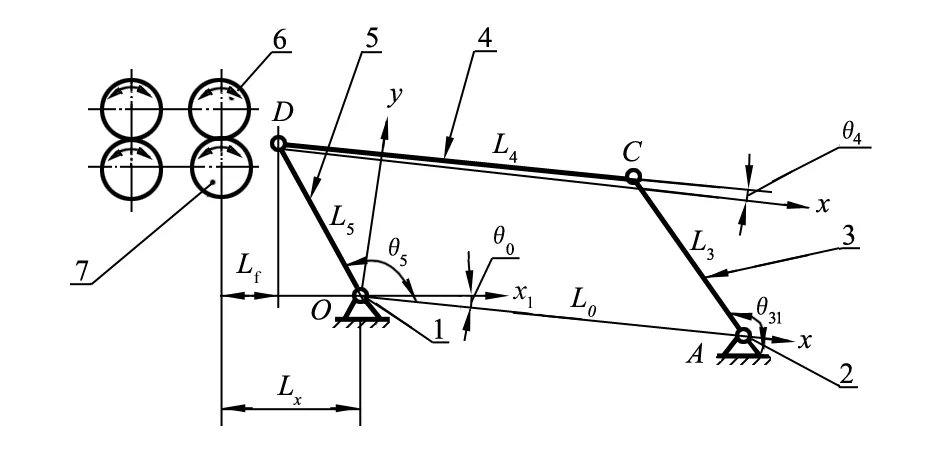
1—钳板前摆臂轴;2—钳板后摆臂轴;3—钳板后摆臂;4—下钳板;5—钳板前摆臂;6—分离胶辊;7—分离罗拉。图4 钳板运动原理
由精梳机工艺可知[1],分离罗拉正转速度V+理论上为:
V+=EVqb
(16)
又
(17)
分离罗拉后退运动速度函数V-采用多项式与式(17)结合可得。
1.4 分离罗拉开始静止位置
由棉精梳机工艺及图1得:
L=G+Sy=Sf+Sf2
(18)
又由棉精梳机工艺得:
L=Sf+l
(19)
综上两式得:
Sf2=l
(20)
由棉精梳机工艺要求可知,分离罗拉必须在钳板闭合前停止转动,设钳板闭合分度为Fb,得:
Fj≤Fb
(21)
通过分析棉精梳机工艺可知,钳板闭合分度Fb由分离隔距B及给棉罗拉给棉量A决定,即钳板闭合分度Fb可得;分离罗拉开始静止分度Fj,可通过式(21)得到。
2 实例
以某机型为例进行研究,确定其分离罗拉运动位移图。已知:R为62.7mm;r为12.5mm;Lx为53.889mm;Ly为55mm,代入式(1)、(2)得Sd1max为27.6mm;根据式(3)的要求,Sd1取值为27mm;根据锡林运动Fd1取值为10分度;将相关参数代入式(5)得Fo为8分度。已知R1为42.5mm,代入式(6)、(7)得Sdmax为64.9mm;根据式(9)的要求,Sd取值为64mm;设接合率η为196%;有效输出长度Sy为26mm,代入式(10)、(11)得G为51mm;Sf1为13mm。须丛分离开始分度Ff由分离隔距B及给棉罗拉给棉量A决定,Ff为16分度。将Ff、Sf1代入式(12)得Fd为14分度。分离牵伸倍数E为10、给棉罗拉给棉量A为5.2mm代入式(13)得,Sf为52mm。须丛纤维长度l为25mm代入式(20)得,Sf2为25mm。由棉精梳机钳板运动可知,取钳板闭合分度Fb为34分度,由式(21)取Fj为33分度。
综上,可绘出数控棉精梳机的分离罗拉运动位移,如图5所示。
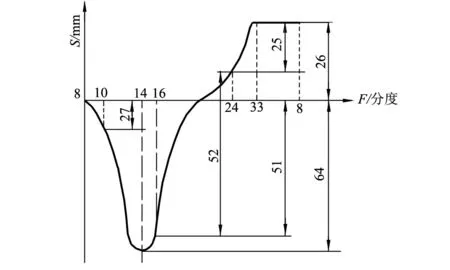
图5 分离罗拉运动位移
3 结论
棉精梳分离罗拉在不同分度的运动位移量,影响精梳棉网即精梳条质量;笔者通过分析确定分离罗拉在运动关键点的分度值及相应位移量,得到分离罗拉运动位移图、分离罗拉运动关键点的分度值和对应位移量的计算模型。研究得出,当棉精梳机锡林轴及钳板运动确定后,分离罗拉位移曲线可由须丛搭接接合率η、分离牵伸倍数E、给棉罗拉给棉量A、有效输出长度Sy、通过须丛纤维长度l等参数决定。在本研究中,分离罗拉关键点的分度值及其位移量的计算模型,可为纺织企业技术人员研制数控精梳机提供理论指导。通过本研究方法得到分离罗拉运动位移图,可为今后数控棉精梳机分离罗拉的运动设计及控制提供理论依据。
[1]RENJiazhi,YUChongwen.InfluenceofDroppingScalesofE7/6ComberonProcessPerformance[J].JournalofDonghuaUniversity(Eng.Ed.),2005,22(2):23-25.
[2] E80 Comber for Productivity,Quality & Economy[J].Indian Textile Journal,2012,122(12):95.
[3] KULKARNI S G,PRAMOD R Badbade,NIYIN V K,et al.Optimization of Comber Draft[J].Indian Textile Journal,2007,117(10):30-32.
[4] SUBRAMANIAN S,GOBI N.Effect of Process Parameters at Comber on Yam and Fabric Properties[J].Indian Journal Of Fibre & Textile Research,2004,29(2):196-199.
[5] 任家智,郁崇文.E7/6型精梳机曲柄半径对工艺性能的影响[J].纺织学报,2004,25(4):45-46.
[6] 任家智,贾国欣.E7/6型精梳机落棉隔距对工艺性能的影响[J].纺织学报,2006,27(6):78-80.
[7] Li XR,Jiang XM,Yang JC,et al.Study on Flock Detaching Motion of a Cotton Comber[J].The Journal of The Textile Institute,2014,105(1):32-34.
[8] 任家智,郁崇文.E62型精梳机分离罗拉传动机构工艺性能研究[J].纺织学报,2004,25(6):32-34.
[9] Li XR,Jiang XM,Wang SZ,et al.Driving Mechanism of Cotton Comber’s Detaching Roller Based on Time-sharing Unidirectional Drive[J].Journal of Donghua University(Eng.Ed.),2014,31(4):429-432.
[10] 任家智.纺纱原理[M].北京:中国纺织出版社,2002:58.
[11] 林倩.纤维几何特征对成纱条干不匀的影响[D].上海:东华大学,2011.
Research on Motion Displacement of Detached Roller of the Cotton Comber
WANG Zhenyu,LI Xinrong,JIANG Xiuming,LAN Tianbao,DU Hongrui
(School of Mechanical Engineering Tianjin Polytechnic University,Tianjin 300387,China)
To offset the inadequate research on the motion displacement of the detached roller of the cotton comber,analysis is done to the location relationship between the detached roller,the cylinder,and the nipper mechanism and the comber parameters are set.Considering the requirement of the comber on motion of the detached roller,the calculation model for the scale interval in some critical points relevent to the motion displacement is found.It is pointed out that the motion displacement in different scale interval of the detached roller is in close relation to the normal start-up and the quality of the combed sliver.Once the motions of the cylinder shaft and nipper are fixed,the curve of the motion displacement of the detached roller is controlled by the following:percent pass of the fiber cluster lapping rate η,the draft mutiply of the detached rollerE,cotton feeding quantityA,effective lengthSyof the output fiber,and length of the passed clusterl.
cotton comber;detached roller;displacement;scale interval;lapping rate;effective output;fiber length
2016-09-04
王振宇(1992—),男,山东滨州人,主要从事新型纺织机械设计及其自动化研究。
TS103.81+2
A
1001-9634(2017)03-0014-04