日立EH3500卡车前悬臂裂纹焊接工艺
2017-06-23任秀明
王 勃,任秀明,白 有
(中煤平朔集团有限公司 露天设备维修中心,山西 朔州 036006)
日立EH3500卡车前悬臂裂纹焊接工艺
王 勃,任秀明,白 有
(中煤平朔集团有限公司 露天设备维修中心,山西 朔州 036006)
分析了日立EH3500卡车前悬臂裂发生裂纹的原因,论述了铸钢结构件裂纹现场补焊的方法,给出焊接工艺要点,提出切实可行的焊接修复工艺方案,总结了矿用卡车铸钢结构件裂纹的修复经验。
卡车前悬臂;铸钢;裂纹;碳弧气刨;焊接修复工艺
0 引 言
日立EH3500卡车为矿用电动刚性自卸卡车,其整机质量141 t,发动机功率1 491 kW,装载量184 t[1]。中煤平朔集团有限公司安家岭露天矿该设备在运行16台。该设备前悬臂出现裂纹后,为保证设备安全预防事故,需对该类故障进行及时处理,更换新总成件工作量大,同时造成长时间的设备停机损失和高额的备件采购费用,经研究决定采用焊接修复方法对其进行处理。在对该铸钢件的结构及焊接后不同组织形成的分析后,通过制定合理的焊接修复工艺,解决了日常维修中的技术难题,并取得了良好的经济效益。
1 产生裂纹的原因分析
1)结构原因。日立EH3500卡车前悬臂是该设备重要的承重部件,属铸钢结构件。前悬臂用来支撑该设备前桥,同时为转向助力缸体提供作用力支点,所以卡车前悬臂时刻都在受力,卡车前悬臂结构如图1。尤其卡车长时间行驶在不平整路面,前悬臂长期经受高冲击载荷且受力不均匀,前悬臂前端的弧形过渡区应力集中最为严重,致其该部位产生裂纹继而扩展发生延性断裂。
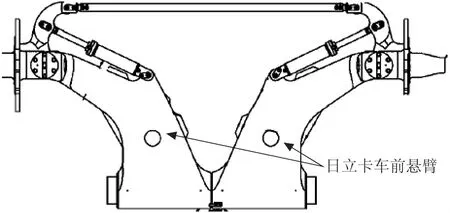
图1 日立卡车前悬臂结构
2)设计原因。卡车前悬臂自身强度不足,长时间作业导致前悬臂裂纹的产生。
3)驾驶员操作原因。卡车在装载时候的超、过载及物料冲击,作业过程中驾驶员频繁打大角度转向及踩制动过猛等。
2 母材的可焊性分析
该类铸钢可用于矿用工程设备的结构件,铸钢具有抗冲击能力强、成型能力好等优点。根据厂家提供资料可知,其成分为中碳铸,焊接性较差,淬硬倾向大,属于较难焊的材料。且该结构件外型为弯曲异型空心梁,尺寸偏大,整体厚度在30~60 mm,属大厚度的铸钢件。
对铸钢结构件裂纹进行焊接修复,在焊接修复工艺中应注意保证焊缝的力学性能要求[2]。结合裂纹形成的形状大小极不规则,分布比较散,为了获得较好的焊接质量减少母材的变形量,提高修复后的使用价值。手工电弧焊具有操作方便、易于分散应力和控制变形、焊接质量好等优点。所以选择了手工电弧焊作为该裂纹的焊接修复方法。
3 焊接工艺的制定
3.1 制备坡口
焊接过程中母材坡口充分保障了较厚板材或其他结构能够焊透、融合好。同时起到调整焊接热量输入,提高焊缝接头强度的作用。根据同类钢材的焊接坡口制备的经验,需严格按照标准进行。
1)由于母材厚度相对较大,为控制变形、保证焊接质量,因而采用V形坡口,同时V形坡口相对减少了填充材料的使用,焊后应力和变形较小。坡口角度控制在30°左右,减少焊接热输入量。
2)沿裂纹长度方向采用碳弧气刨的方法开坡口,气刨时求气刨始端、终端须呈圆弧形,由两端向中间刨除缺陷。为了减少开坡口过程中的淬硬倾向以获得高质量的坡口,在气刨前采用氧乙炔焰将待刨缺陷周围100~150 mm范围,预热200~250℃[3]。
3)刨削后需利用砂轮机、角磨机等工具对坡口表面进行修磨处理,要注意修整坡口平面度、磨光坡口两侧边缘范围内的深层锈迹等杂物等,尤其确保无炭击痕迹。若刨削时出现粘渣、铜斑,炭击痕等缺陷,必须清除缺陷后再进行气刨[4]。将坡口周围100 mm范围内打磨干净,直至露出金属光泽。
4)为了确保焊缝成形效果,坡口底部可留有2.5 mm左右的底面,焊前需对坡口两侧进行PT探伤,修磨后进行MT100%探伤,确认无裂纹缺陷。
3.2 焊前准备
预热是防止冷裂纹的重要工艺措施之一,合理的选择焊前预热温度,是进行大型结构件焊接前的重要工艺步。常根据结构件的形状,材质,厚度来选择加热方式及参数,该类型中性碳钢的焊接,需要预热和控制层间温度,焊前预热温度恰当,可以降低焊缝金属的应变速率,从而降低热裂的可能性[5]。同时降低焊缝和热影响区冷却速度,减小淬硬倾向和焊接应力,并有利于焊接接头中扩散氢的逸出,从而防止和减少马氏体的产生。预热温度的选择取决于碳当量,母材厚度,结构刚性和焊接方法等。
为保障预热过程均匀、稳定,采用电阻加热板加热为宜,但根据可达性,该部件也可采用氧乙炔焰进行如热处理,需对坡口两侧150 mm范围内加热,预热温度要均匀,严禁用大火短时急剧加热,避免局部应力过大造成变形,同时要严格控制如热温度,如果预热温度过高,将使韧性下降,一般不超过250℃。
3.3 焊接材料的选择
为了保证焊接质量,尤其是重要构件的焊接,在施焊前,应根据焊接工艺规程和焊接实际的需求,对焊接参数进行认真的选择;同时,在施焊中,根据熔焊的需求,运用焊接操作的机动灵活性对焊接参数进行合理的调控[6]。对于受动载荷或冲击载荷工况条件下使用的构件,焊接材料选用应保证有一定的塑性和韧性,为了尽可能降低氢的危害,尽量选用低氢型焊接材料[7]。按厂家要求,建议使用进口AWSE9016G焊条,也可选用7018-1焊条或国产507焊条替代,焊接时采用边焊边锤击焊缝的方式消除应力。结合日立卡车前悬臂裂纹处厚度一般尺寸为30mm,对应其焊条电弧焊参数见表1。
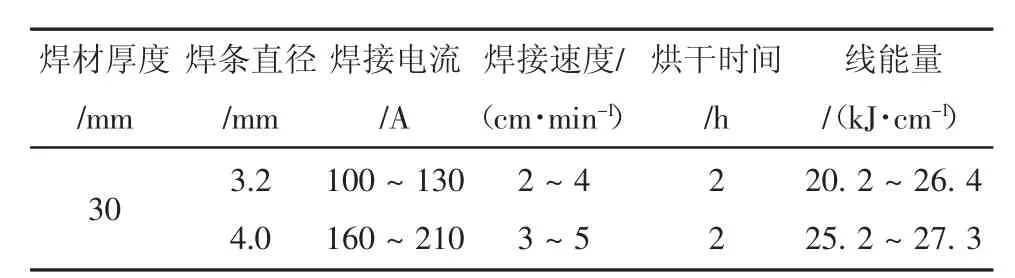
表1 焊条电弧焊参数
3.4 焊接工艺的选取
由于该结构件属该设备重要的承重部件,对焊接修复的质量要求较高,焊缝处存在应力集中大,热应力容易造成焊接或憨厚开裂,所以在选择焊接工艺参数时,应尽可能降低焊接的热输入量,控制焊接变形。选用合理的焊接规范,严格控制焊前预热温度,层间温度,采用合理的焊接顺序,以改善焊缝的应力状态[8]。在达到预热温度后,开始焊接,并保证底面焊透。
填充焊不能急于焊满,应采取合理的焊接顺序以控制焊接变形。可采用交替焊接的多层多道焊的方法进行施焊,选择小直径的焊条减少热输入量的同时增加焊接层数,有效的提高焊缝的塑、韧性。施焊时,前层焊道尚未冷却就开始可下道的焊接,后条焊道是在前一条焊道造成的预热状态下进行焊接的。如果保证焊接参数和焊缝长度适当,就可以使第一道焊道的冷却温度一开始就不低于马氏体生成温度Ms点以下,并随后续焊道的完成,相对缓慢地下降,这有利于产生贝氏体以代替马氏体[9]。
在焊接厚度、坡口形式一定的条件下,多层焊采取通常采取小截面焊道,每层界面变小可以减小焊接热输入量,减小了熔池过热,改善结晶条件,细化晶粒,还能改善焊缝的想变组织而提高焊缝金属的性能。所以该结构件采用的多层多道焊要求每层厚度不超过4~5 mm。
除打底和盖面焊外,多层多道焊的其他焊道焊完后,可通过锤击来释放焊道的内部应力,根据焊接层数的增加逐渐减小锤击的程度。每焊完一道后,立即锤击焊缝,锤击要均匀,可从焊缝中心向两边锤击,直至焊缝上出现密布麻点。每焊完一段后,不应急于熄弧,熄弧时将电弧引到熄弧点将弧坑填满,同时还起到附加热处理作用。
3.5 焊后热处理和检验
焊接修复后的结构件内部必然会产生大量的焊接残余应力,为了减少焊接结构部位的应力集中,防止延迟裂纹产生,焊后应及时对修补处进行后热处理。结合板厚,焊后热处理加热温度应为300℃~ 350℃,用石棉布及保温棉进行包裹保温不低于8 h(当板厚超过40 mm时加热温度应有所提升,但严禁后热温度超过350℃,焊后保温时间应提升至8 ~12 h)。目的在于消除残余应力,稳定尺寸,减少变形与裂纹倾向,保证钢的回火韧性,稳定组织,消除组织缺陷[10]。待其自然冷却至室温。
完成焊接的前悬臂需要对焊缝部位进行无损检测,探伤应执行SN200,B级标准,通过使用超声波探伤,焊缝处未发现夹渣、气孔等缺陷。后进行表面打磨处理,使用UT探伤,没有发现类裂纹形缺陷,达到了保证焊接质量和外形尺寸的要求。
4 结论
露天采剥设备上一些规格相对较大的铸钢结构件出现裂纹时,可以通过手工焊的焊接方式进行裂纹处修复。修复过程中,要合理选择焊接材料和参数,开坡口时要有必要的成型要求,通过严格控制焊前预热、焊后热处理温度和选择合理的焊接顺序以保障备件焊接修复的质量。焊接完成后,按照标准采用超声波探伤对焊缝部位进行检测,未发现焊接缺陷。焊后的日立EH3500卡车运行状况良好,半年多的时间前悬臂施焊处未发现裂纹。通过实践可知,采用合理的焊接工艺对该类大型铸钢结构件进行修复,可取得良好的修复效果和经济效益。
[1] 日立EH3500电动轮卡车装修手册[S].
[2] 李贞顺.Q690钢板焊接热影响区的组织特征及热稳定性研究[J].金属学及金属工艺,2014.
[3] 邱友胜.大型中碳铸钢件裂纹的补焊工艺[J].焊接技术:工艺与应用,1996(5):15-16.
[4] 李二飞.装载机铰接上球头底座裂纹修复工艺[J].露天采矿技术:机电与自动化,2016(9):98-100.
[5] 刘会杰.焊接冶金与焊接性[M].北京:机械工业出版社,2007:166.
[6] 李正瑞.焊条电弧焊焊接技术[M].北京:机械工业出版社,2010:144.
[7] 马艺娜,张凯,闫树贤.ZG310—570焊接工艺的研究[J].金属加工(热加工),2011(22):47-48.
[8] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2002.
[9] 方洪渊.焊接结构学[M].北京:机械工业出版社,2008:39-40.
[10] 田锡唐.焊接结构[M].北京:机械工业出版社.1994.
【责任编辑:陈 毓】
Hitachi EH3500 truck front cantilever crack welding technology
WANG Bo,REN Xiuming,BAI You
(China Coal PingShuo Group Co.,Ltd.,Shuozhou 036006,China)
The article analyzes the reasons of cracks on front cantilever of Hitachi EH3500 truck,discusses the method of crack site repair welding of cast steel structure,provides some main points of the welding repair technology,presents the practical doable welding repair process,and summarizes the repair experience of mining trucks cast steel structure crack.
front cantilever;cast steel;crack;carbon arc air plane;welding repair technology
TG44
B
1671-9816(2017)06-0070-03
10.13235/j.cnki.ltcm.2017.06.020
王勃,任秀明,白有.日立EH3500卡车前悬臂裂纹焊接工艺[J].露天采矿技术,2017,32(6):70-72.
2017-01-03
王 勃(1985—),男,黑龙江鹤岗人,工程师,2009年毕业于黑龙江科技学院,材料成型及控制工程专业,现就职于中煤平朔集团有限公司露天设备维修中心,从事露天设备维修及相关工作。
