试制白车身关键尺寸精度控制方法
2017-06-19张财吴焱杰薛奎
张财,吴焱杰,薛奎
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
试制白车身关键尺寸精度控制方法
张财,吴焱杰,薛奎
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
通过识别新车型的关键尺寸,结合验证方法和数据分析,发现影响样车试制阶段白车身精度的主要因素,确认白车身批量生产的工序能力。
关键尺寸;样车试制;验证
CLC NO.: U467.4 Document Code: A Article ID: 1671-7988 (2017)10-231-03
1、关键尺寸概述
从产品尺寸特征中和测点中选择出来的反映产品重要功能而且必须保证的尺寸叫做关键尺寸,它在车身尺寸公差控制方面有着直观、简便且与整车质量表现关联性强的特点。关键尺寸可分为测点的距离(如两孔的相对位置)和特征尺寸(如孔径或槽距),两者是相互联系的。是样车试制阶段的重要内容,其主要目的如下:
1)确认设计阶段定义的关键尺寸是否与相关“功能”之间有较强的关联性,定义的关键尺寸公差值是否能够保证相关功能实现;
2)通过样车试制,评估、预测在量产阶段能否实现设计所定义的关键尺寸公差。底盘关键尺寸作为设计和制造的共同目标,需要充分考虑现行的工艺,实现与设计人员的理想化设计的平衡,通过设计、工艺、制造共同努力实现,充分考虑设计和制造的所有影响因素,对关键尺寸能否实现进行物理评估,并对所发现的问题进行优化和改进。
2、关键尺寸的识别
关键尺寸识别是把影响“功能”的关键尺寸从所有的整车尺寸关系中挑选出来[1],底盘系统通过经验提出关键尺寸或公差输入,下表为某车型底盘系统设定的关键功能部件的匹配要求,关键尺寸的识别就是通过此目标开展的。
设计系统包括底盘和车身根据性能要求提出关键孔位和关键尺寸,工程据此设计工装夹具、工艺方案,在样车试制过程中验证关键尺寸的控制能力。以某车型为例,其功能部件功能公差及孔位公差要求如下:
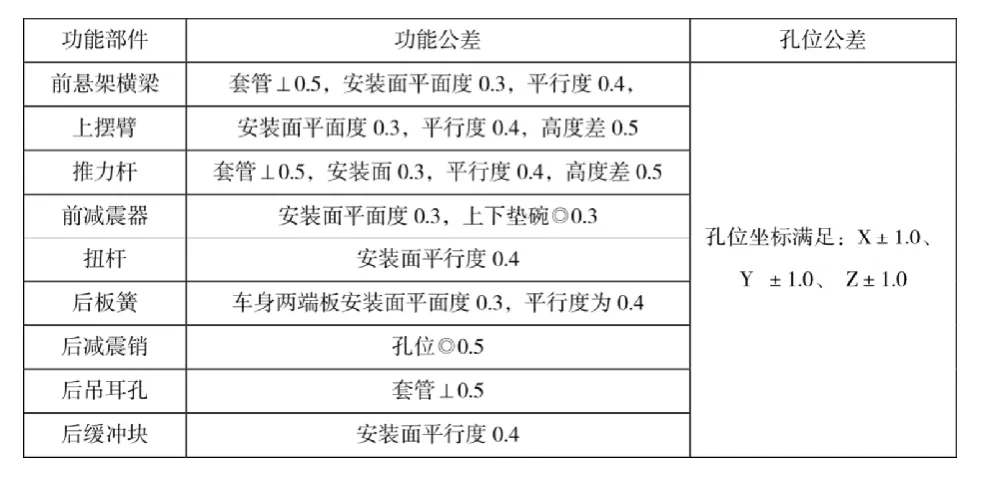
表1 某车型底盘系统关键功能孔位公差定义表
在得到DTS目标输入后,通过尺寸链分析,根据确定的关键功能孔位定义表设定关键尺寸,把影响这些尺寸匹配的关键尺寸识别出来。例如上述表格中后板簧安装孔位的关键尺寸分别为如下图(L1:左侧板簧关键尺寸;L2:右侧板簧关键尺寸;L3:左右侧板簧关键尺寸):
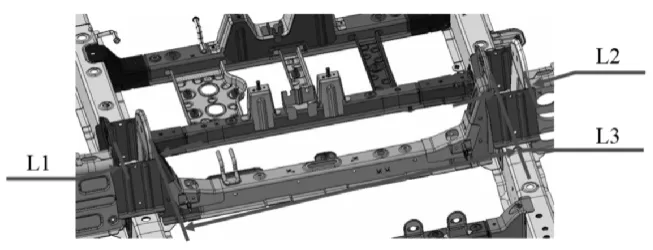
图1 关键尺寸示意图
3、关键尺寸验证
在样车试制阶段,为了验证关键尺寸,收集数据尤其重要。这里收集的数据不仅仅是包括关键尺寸本身的数据,还包括了零部件、小总成、夹具、车身等各级别的相关尺寸数据的测量和关键尺寸相对应的“功能”信息的收集。为了确保试制验证准确性和可靠性,必须通过制定严格和有序的测量计划。根据测量计划准备图纸、设备、资源等,确保数据收集的及时性,合理的测量计划是关键尺寸验证的基础。目前主要采取3种检测方法,包括检具测量方法、便携式多关节测量机和三坐标机测量。检具测量方法主要适用于冲压单件,便携式多关节测量机适用于夹具、小总成和整车零部件,三坐标测量机主要适用于白车身总成[2]。
关键尺寸验证主要包括测量数据分析、工艺夹具定位验证、拼焊工艺验证和实物控制精度验证。工艺夹具验证主要是确认夹具设计确保关键尺寸的定位、拼焊确保尺寸的工序能力;拼焊工艺验证是引入六西格玛的思想,通过设定试验方案,确定最佳的焊接工艺,确保量产后的工序能力;实物控制精度验证是由于前面两种验证手段无法保障设计要求,调整工艺,安装整车零部件的方式,提升白车身的精度的一种验证方法。在此验证过程中,对零部件和总成部件的关键数据进行分析,找出影响功能能力的主要因素,为后期的批量生产提供基础保障。
1)工艺夹具定位验证
根据识别的关键关键尺寸,设计工装焊接夹具。根据测量数据分析夹具对设定的关键尺寸约束的合理性。现场对焊接过程中对L1和L3焊接尺寸的约束情况进行调查,发现夹具设计无约束,测量焊接后的尺寸。以某车型板簧安装关键尺寸为例说明,L1设计要求为80.9mm,现场测量尺寸为90.7mm,偏差9.8mm,钣金件回弹严重。L3的尺寸设计要求为935mm,现场测量尺寸为943.36mm,偏差8.36mm,悬架支撑支架处于外张状态。分别对现场此总成的板簧安装部位的拼焊夹具、小总成单边拼焊夹具、后下车体总成拼焊夹具3个工装及设计进行确认,发现板簧安装支架小总成的拼焊和总成拼焊过程均未对关键尺寸进行约束,这与测量数据分析结果一致,说明设计本身存在问题,需要设计整改。
2)拼焊工艺验证
以下为某车型的副车架安装孔关键尺寸涉及的焊接工艺,分析产品结构断面和数模,件2为L形结构,与件3通过焊点1、2进行连接。焊点1、2分别位于件的底面和侧面。焊点1、2焊接顺序直接影响其两者的垂直度,而工艺未对此处焊点焊接顺序进行要求。
图6 焊接工艺卡
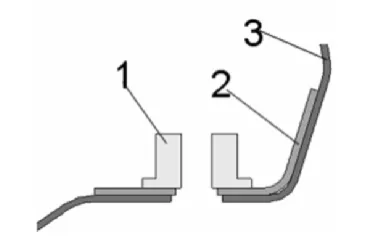
图5 断面结构
为验证焊接顺序对其垂直度的影响,分别对选择两种焊接顺序的总成件进行垂直度检测,检测结果如下:

表2 副车架安装孔位垂直度测量结果
从测试结果可以得出,方案一的焊接工艺方案更优。
3)实物控制精度验证
工艺夹具需要整改周期,可临时利用检测合格的整车零部件作为定位夹具验证车身精度,通过数据分析确认现行工艺对关键尺寸的工序能力。经过工装夹具和焊接工艺的验证优化后,说明该工序能力无法满足生产要求,必须通过整车零部件或制作专用的定位夹具提升工序能力。
将检测合格的副车架预装在分总成上,既能初步验证孔位精度也能起到防止变形的作用,用角钢将纵梁前端和纵梁后端通过焊接的方式连接,使分总成保持在夹具上状态不变,提升工序能力。
4)测量数据分析
使用三坐标测量机和辅助工具测量整车零部件、小总成和总成车身相对应的孔位精度,折算出关键尺寸,分析影响精度的主要因素,找出设计本身的问题,提前整改,确保批量生产潜在的问题。例如:左右侧板簧安装支架开档尺寸L1、L2和板簧内安装板间距尺寸L3,掌握单件和焊接后总成尺寸的质量波动情况,寻找出潜在的问题原因提供数据支持。L1的测量尺寸如下图:
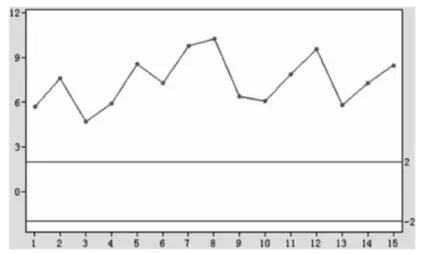
图9 验证前拼焊数据
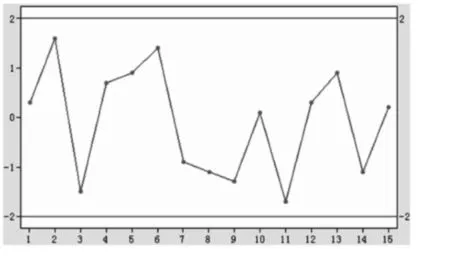
图10 验证后拼焊数据
对上述的数据进行分析,采取上述三种方案循环对此尺寸进行控制验证,直至工序能力基本符合量产工艺要求。
4、总结
在新车型研发阶段,识别关键尺寸和验证夹具的设计质量,通过试制整车的孔位精度数据进行循环分析,判定尺寸及功能设计和夹具设计的合理性,确定在制造过程中关键孔位的工序能力,作为白车身的验证与底盘功能系统结合的验证,减小新车型开发和制造风险,提高验证质量。
[1] 李正平,林忠钦.主编.车身制造过程的检查设备浅析.北京:机械工业出版社.2002.
[2] 汪文芳主编. 轿车车身尺寸控制与夹具工艺设计分析.北京:机械工业出版社.2010.
The key dimension precision control method of white body
Zhang Cai, Wu Yanjie, Xue Kui
( Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )
The key dimension recognition models, combined with the analysis and verification methods and data, find the main factors influencing the accuracy of prototype trial stage of BIW, confirm the process capability of BIW production.
key dimensions; testing; verificatio
U467.4
A
1671-7988 (2017)10-231-03
10.16638/j.cnki.1671-7988.2017.10.079
张财,就职于安徽江淮汽车集团股份有限公司。
