关于提高软包机组烟支长度过程控制能力的研究
2017-06-09王思琦
王思琦


摘要:烟支长度是卷烟产品的一项重要物理指标及考核指标,其过程控制水平在一定程度上能反映出卷包车间质量控制水平及设备保障能力。然而近期质量抽检结果显示软包机组长度超标支数呈现上升趋势,过程控制能力逐步下降。为进一步探明烟支卷接及包装设备对烟支长度的影响,通过测量烟支经过不同机械位置后长度的变化找到问题所在,进而对设备参数进行不断优化,对设备组件进行相应调整,使软包机组烟支长度过程控制能力显著提高。
关键词:软包机组;烟支长度;过程能力指数;均值;标准偏差
1引言
近年来随着烟草市场的变革,我厂软包产品产量逐年增大,软包机组生产压力也随之增大。然而软包机组设备较为落后,卷烟产品质量不易控制,尤其近期长度超标问题尤为突出。烟支长度是卷烟产品的一项重要物理指标及考核指标,烟支长度超标严重影响了卷烟产品的满分率,在软包产量逐年增大的今天,提高软包机组烟支长度过程控制能力刻不容缓。
2存在问题
2014年6月,我厂三级站产品质量抽检结果显示,烟支长度超标23支,为历年来烟支长度超标最高值,并且涉及到车间的大部分机台。
我们发现了以下规律:
1、各机台烟支长度整体趋于下偏(偏短)。且各机台长度波動情况不一。
2、软包机组的烟支长度下偏程度明显高于硬包机组。
3原因分析
烟支长度是滤棒段与烟条段的长度之和,要控制烟支长度,就必须先将滤嘴段和烟条段的长度标准偏差和长度偏移控制在一定的范围内。
除此之外,烟支在输送和包装成盒的过程中,长度同样会受到影响,这是我们以往解决长度问题时,忽略掉的一项重要因素。因此,我们从烟支成型开始,到条盒包装结束,对整个的烟支卷制、包装过程进行了进一步分析。
根据CPK计算公式:CPK=(T-2e)/6σ,我们可以得知,烟支长度过程控制能力差,影响来自于“长度标准偏差大”和“长度偏移量大”两方面。
3.1裁切位置偏离烟条密端中心
方刀的切割位置应落在烟支密实端的中心±3mm处。如果卷烟机方刀裁切位置偏离烟条密端中心,就会造成切口处烟条松软,这样极易出现烟支端口轻微触头,从而影响烟支长度。因此我们对密端裁切位置进行验证。
首先我们对卷烟机连续生产时,SE显示的“烟条密端位置”数据进行多次检查。由检查结果判断出“烟条密端位置”检测未失效。
其次,在平准器凹陷位置对应时,检查方刀切割位置。经检查,此时裁切方刀并没有在喇叭口上方切入位置,证明烟条裁切位置和密端检测的0位设定有问题。由此可见方刀裁切位置偏离密端中心,对烟支长度存在一定影响。
3.2烟库到位检测距离过近
烟库到位检测由二十个传感器组成,通过检测探针的往返运动,来检测下烟器处的二十个烟道是否有烟支。但是烟库到位检测探针应距烟支≥84.1mm,如果距离过小就会使探针触碰到烟支,从而影响烟支长度。
经现场检查和测量,发现20个烟库到位检测中,有13个检测的位置不符合标准。甚至还有个别检测的探针弹簧已经生锈,接触到烟支后无法回缩,对烟支长度有着严重影响。
3.3烟包输送时撞击形变大
小盒包装成型后,在包成条盒之前要经过长距离的快速输送。
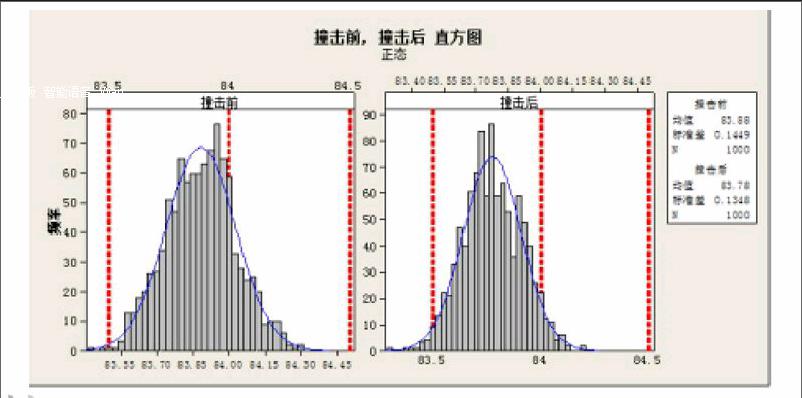
我们取烟包碰撞前和烟包碰撞后样品进行烟支长度检测(主机出口的传送皮带上及CH转角后),数据直方图和箱线图如下:
我们可以看出,撞击之前和撞击之后烟支长度差异的确较为明显。
4解决方法
4.1调校烟条密端裁切位置
在平准器凹陷位置对应时,调整裁切方刀切割位置到喇叭口上方刚刚切入处。调整此时“烟条密端位置”检测的判定,为0位。
4.2更换检测并调校检测至标准位置
将检测从后方整体拆下,对生锈或磨损较严重的探针进行更换。对全部探针进行酒精清洗。然后使用高压空气干燥,用万用表测量确认通路。
安装后对探针进行检查,确认探针没有松动情况。对每一个探针与前挡板的距离进行调校从测量结果我们可以看出,间距均符合标准要求。
4.3减小烟包输送时撞击形变
降低烟包形变程度有两个优化方向,减小烟包动能和采用缓冲减速装置。降低烟包传输速度:对输送带的动力装置进行了改造——更换直径偏小一些的电机传动轮,降低输送皮带线速度,即降低烟包传输速度。改装烟包转角处输送方式:将烟包传送由直角传送改造为负压吸取式转塔传送,消除烟包折向时的形变,从而保证烟支长度在传输过程中不受影响。调整后,我们取撞击之前和撞击之后的烟支进行长度测量。从测量结果我们可以看出,撞击之前和撞击之后烟支长度差异值≤0.05mm。
5结束语
我们对软包机组成品烟支进行长度测量,测得当前软包机组烟支长度的CPK为1.330。
在为期半年的攻关中,我们通过测量烟支经过不同机械位置后长度的变化找到问题所在,进而对设备参数进行不断优化,对设备组件进行相应调整,使软包机组烟支长度过程控制能力显著提高。本文认为在现有的ZB25-P70设备条件下,卷烟机把烟支长度均值控制在84.12mm时(即设计值+0.12mm),烟支经过整个输送和包装流程后,烟支长度能达到最佳值84mm。
