HXD3/HXD3C型电力机车撒砂故障问题的原因分析
2017-06-07王晨敖磊张学昌
王晨++敖磊++张学昌


文章编号:2095-6835(2017)10-0090-02
摘 要:分析了配管装配、砂箱、撒砂器配组以及撒砂器阻气门对HXD3/HXD3C型电力机车撒砂系统的影响,并根据分析情况对各配件检修提出了相应的解决措施。为撒砂器及各配件的检修工艺优化以及现场质量控制提供了一定的指导,同时,在应用过程中大大降低了撒砂器的返修率,提高了检修质量和检修效率。
关键词:HXD3/HXD3C型电力机车;撒砂器;撒砂量;撒砂装置
中图分类号:U264 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.10.090
HXD3/HXD3C型电力机车安装使用的是SDN14-1型撒砂装置,该撒砂装置是一种在一定压力范围内工作的气动传动装置。与传统重力撒砂装置相比,其下砂量控制精准、故障率低,具备砂箱及砂箱管干燥功能,但HXD3/HXD3C电力机车进入批量检修阶段后,在调试过程中频繁出现不撒砂和出砂量不足的现象,该问题严重影响了机车质量,造成返修工时延长,是机车检修过程中的一项棘手难题。
1 撒砂问题的影响因素与分析
根据C5修修程,烧结板、硅橡胶垫、过滤器、阻气门等重要配件已经全部更新,撒砂器检修后也进行撒砂试验,但在机车调试过程中撒砂问题依然频频出现。以下从配管装配、砂箱、撒砂器配组以及撒砂器阻气门对撒砂问题的影响等方面研究了撒砂系統内可能导致撒砂问题的原因。
1.1 配管装配情况对撒砂的影响
风从风源传递到末端撒砂器的过程中,机车撒砂风管路的管路长度、直径、粗糙度、布置方式、接头方式等因素都会对风压造成影响,导致撒砂进气口的风压过小,机车不撒砂或撒砂量不足。
HXD3C型机车的管路设计在HXD3型机车的基础上进行了优化,不同的配管装配也是这2种车型在撒砂系统上的唯一区别。本文统计了2015年HXD3和HXD3C型机车的撒砂故障率,分别为35.2%和13.3%。从数据上可以看出,布置方式及管路参数对撒砂质量的影响是较为明显的。虽然HXD3型电力机车的配管装配不能全部更换,但是加强配管检修以及配管装配安装的质量控制,减少风路的过程泄漏是非常重要的。
1.2 砂箱泄露情况对撒砂的影响
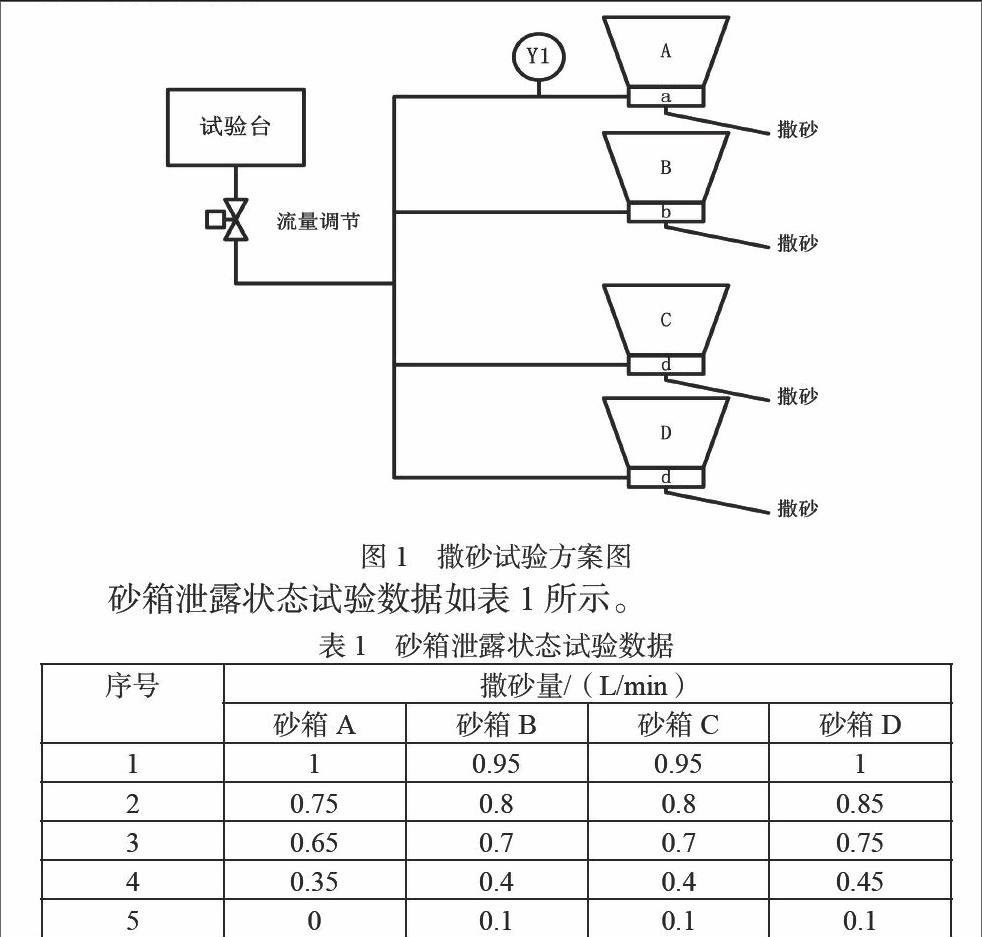
撒砂器的工作状态与砂箱内的压力是密切相关的,砂箱盖能够保证箱体内维持10 kPa的正压。如果砂箱盖密封性能不好,砂箱存在泄漏,则可能会造成撒砂问题的出现。本文通过试验研究了砂箱泄漏对撒砂系统的影响。
改造1个加装压力表的撒砂器对砂箱分别进行保压试验,砂箱密闭后给砂箱充压至500 kPa保压3 min,挑选4个保压性能基本一致的砂箱编号为A,B,C,D,选用4个试验台撒砂量都为1 L/min的撒砂器a,b,c,d分别装配到砂箱A,B,C,D上,具体情况如图1所示。
调整砂箱A的砂箱盖紧固螺栓,模拟砂箱的不同泄漏状态,具体步骤为:①在保压良好的状态下,测试撒砂器a,b,c,d的撒砂量;②调整砂箱A的砂箱盖螺栓到一定的松动状态后进行撒砂试验,测试撒砂器a、b、c、d的撒砂量;③继续松动砂箱盖螺栓,达到另一个状态后进行撒砂试验;④连续进行以上操作,直至4个砂箱有某个砂箱无法撒砂为止;⑤结束试验,整理实验数据。
由表1数据可以看出,砂箱密封性能对撒砂的影响较为明显。砂箱密封情况越差,撒砂量越小甚至不撒砂。因此,在机车检修过程中,砂箱和砂箱盖密封性尤为重要,砂箱盖检修时要保障扭簧、密封垫以及砂箱盖外观良好。此外,在砂箱检修过程中,要将撒砂器安装面、砂箱盖安装面打磨平整,不能有油漆、凹凸、污物、铁锈等,防止出现砂箱密封不良的情况。
1.3 撒砂器配组对撒砂问题的影响
撒砂器经过C5检修后,个体撒砂器的撒砂量都符合0.5~1 L/min的标准,但机车调试时撒砂问题却频频出现,根据机车撒砂系统原理,机车前向(后向)4个撒砂器的风都由1个风管供给,4个撒砂器风管路相互连通。因此,撒砂器的个体差异带来的末端阻力不同,导致4根风管风的分配不同,也就造成了撒砂问题的出现。本文通过模拟撒砂系统,选用特定数据,分析了撒砂器配组情况对撒砂问题的影响。
利用图1中的试验台,撒砂器a,b,c不变,此外,选用8个撒砂量不同的撒砂器分别作为撒砂器d装配到砂箱D上进行撒砂试验,观察配组前后撒砂器d撒砂量的变化,结果如图2所示。
根据图2的结果可以看出,撒砂器配组对撒砂量的影响是非常明显的,当撒砂器a、b、c的试验台撒砂量明显高于撒砂器d时,配组后的撒砂器d出现了撒砂量小甚至不撒砂的现象,所以,撒砂器在安装前应进行配组,保证同向撒砂器的试验台撒砂量基本一致。
1.4 撒砂器进风口阻气门对撒砂的影响
撒砂器入风口处设置有阻气门,起着对通气量的调节作用,压缩空气进入撒砂器时首先经过螺孔M5前端安装的阻气门和过滤网。阻气门中央为φ1.8 mm的节流孔。经测试,改变节流孔大小能调节撒砂器的出砂量:通孔越大,出砂量越大;通孔越小,出砂量越小。具体数据如表2所示。
在撒砂器检修的过程中,如果按修程检修完成后,撒砂量仍不合格,则可以通过更换节流孔直径不同的阻气门调整撒砂量。在撒砂器配组时,也可以通过更换阻气门获得更优的配组方案。
2 结束语
在实际检修的过程中,根据分析结果实施了撒砂器配组、砂箱盖分解检修等一系列的工艺优化以及现场改善,这些改善在现场也取得了一定的成效,有效减少了因撒砂问题而导致的返修,对解决现场问题起到了一定的指导作用。
作者简介:王晨(1990—),女,天津人,助理工程师。
〔编辑:张思楠〕
