一种地铁车辆客室线束工艺文件制作方法
2017-06-07魏义山梁烁张海洋吴启勇方
魏义山++梁烁++张海洋++吴启勇++方骅
文章编号:2095-6835(2017)10-0034-03
摘 要:地铁车辆客室线束生产分为线缆切割和线缆成束2个部分,以往项目直接使用设计文件指导作业,作业所需信息在文件中分布比较散乱,且缺乏一些有效的辅助作业信息,从而出现了线缆作业进度慢、错误率高等问题。简要阐述了一种新型客室线束工艺文件制作方法,通过该方法制作完成的线束工艺文件具有信息集中、完整等特点,在降低错误率、提高作业效率、节约生产成本等方面体现出了独特的优势。
关键词:地铁;客室线束;切割文件;成束文件
中图分类号:G304 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.10.034
新型地铁车辆设计注重各零部件的模块化、集成化,客室线槽线束的设计也遵循了模块化的设计思想。地铁车辆车厢(又称客室)比较长,是长方体形式的,线槽安装在客室上部的4个边上,分为一位侧、二位侧、一位端(仅拖车)、二位端共4个模块化线槽,线缆按照电压等级的不同成束,各线束分别固定在线槽内各个槽口中。客室内音频、视频、信号设备众多,所以,客室内线缆具有用量大、长度长、根数多的特点,这也导致了员工线缆切割、成束工作量比较大。
原始的下线模式是根据设计原理图和布线图上的信息,将线缆一根一根的切割,然后根据线缆两端设备的位置,将线缆逐根捆扎在车上线槽之中,并进行相应的布线操作。后期经过改进,通过专用软件从设计布线图中导出线缆的设计清单,员工根据设计清单等文件,可以批量切割整车的线缆,然后将线缆逐根捆扎在车上线槽之中,并进行相应的布线。后期又制作出了成束模板图,员工可以根据模板图的信息,在车下成束平台上将切割完毕的线缆逐根放置成束,然后将成束完成的线缆捆扎在车上线槽之中,并进行相应的布线。对于线缆切割、成束模式,由于设计文件中包含的信息比较散乱,缺乏员工实际作业时所需要的一些辅助信息,它不适合大批量、规模化的线缆作业,存在线缆作业进度慢、错误率高等问题,因此,需要专门制作信息集中、完整,方便员工进行线缆切割、成束作业的文件。而本文所讲述的切割文件、成束文件即是在此种背景之下应运而生的。
该客室线束工艺文件制作方法适用于地铁车辆客室线槽为整体模块化设计、线束按等级进行排布的车型。鉴于此,将不适合生产作业的设计文件,比如设计清单、模板图、ETB文件等用一定的方法制作成适合员工操作的创新型的工艺文件。员工按照工艺文件要求作业,形成了一种崭新的线缆切割、成束模式。
该工艺文件分为2部分,第一部分为切割文件,第二部分为成束文件。切割文件用于指导员工进行线缆的切割作业,成束文件用于指导员工将切割完毕的线缆进行成束捆扎。
本文讲述的切割文件、成束文件的制作方法不具有普遍适用性,因其所依据的设计文件是基于中车南京浦镇公司的设计体系,对于其他公司的设计文件,本文的文件制作方法和线缆切割、成束作业模式仅供借鉴、参考。
1 线缆身份信息概述
下面简要介绍一下车辆上用于识别线缆身份的一些信息,這些信息包括以下几点。
1.1 线号
线号为尼龙材质的带有相应信息的套管,线缆切割时嵌套于线缆的两端。一节车辆上的每个线号都是唯一的,代表每根线的身份信息。
1.2 连接部位号
连接部位号又称为连接器号,为尼龙材质的、带有相应信息的套管,一般用来表示一根线缆的两端所连接的设备部位。一节车辆上的每个连接部位号是唯一的,一个连接部位号可包含多根线缆,连接部位号在线缆成束完之后捆扎于线缆上。
1.3 位置号
位置号又称出线口位置号,每个等级线束在其通长的距离上有多个出线口位置,在相应的位置引出所需的线缆连向设备,在每个出线口位置都采用阿拉伯数字和对应的距离信息为其命名,称为位置号。在线缆切割时,工作人员采用专用贴纸将位置号粘贴于线缆的始端(又称A端)出线口位置和末端(又称B端)出线口位置,这种做法是方便切割完成的线缆在成束平台上成束。在线缆成束之后将贴纸去除,在该部位捆扎尼龙材质带有相应信息的套管。采用专用贴纸的做法有利于减少扎带和尼龙套管的使用量,减轻员工的工作强度。
1.4 标记
标记是带有英文字母信息的一种专用贴纸,用来暂时代表连接部位号。由于部分连接部位号在切割时需要多次捆扎,为了减少扎带和尼龙套管的使用量,在线缆切割时,暂时用专用贴纸代替连接部位号粘贴于部分线缆的端部,在线缆成束之后去除,捆扎相对应的连接部位号。
以上信息有些是设计文件中给出的,有些是为了辅助员工作业而在切割文件、成束文件中定义的,员工作业时需根据这些信息,参考文件中的其他内容和作业规范进行生产作业。
2 切割文件、成束文件制作方法和步骤
以杭州地铁2号线二期客室线束为例,将设计文件转化为能指导员工作业的切割文件、成束文件的方法和步骤如下。
2.1 输入文件
输入文件包括设计清单、模板图、ETB文件。
2.2 输出文件
输出文件包括切割文件、成束文件。
2.3 完善设计文件内容
2.3.1 线规合并
将电缆型号、电缆物料号2个单元格内容合并,并添加电缆详细规格(使用VLOOKUP函数导入)、厂家,形成线缆规
格,具体形式如图1所示。
2.3.2 线号端子号合并
使用“&”将线号与始端点位、末端点位分别合并为A端线号、B端线号,如图2所示(原始线号列不删除)。
名词解释:
A端、B端:线缆切割时,从线盘拉出端为B端,剪切端为A端。
PAD:客室。
PAD4B:客室一位侧4等级线束。
2.3.3 统一标题栏名称
使用“A/B端”表示“起始端/末端”,使用“A/B端连接部位”表示连接器名称,使用“A/B端位置号”表示出线位置,使用“A/B端标记”表示在成束过程中为识别同一连接器所作的标记。
2.3.4 设计工作表
从设计文件工作簿的“出线口位置及出线口长度”工作表中,将A/B端位置号及其对应的尺寸信息粘贴到新工作表中,删除重复项后,使用“&”将出线位置和位置尺寸合并形成“2号出线位置 + 位置号尺寸为2500→2(2500)”的格式,并填入新建一列。在原文件中A/B端位置号列右侧各新增一列,命名为“A/B端位置号(尺寸)”,并将上面合并的信息使用VLOOKUP函数导入填充。
2.4 划分文件
2.4.1 按等级划分文件
在一位侧文件中,按照电缆等级筛选,将工作表拆分为1,2,4,5等级的4个工作表。例如,电缆等级为4A、4B,均代表4等级线缆。
2.4.2 新增内容
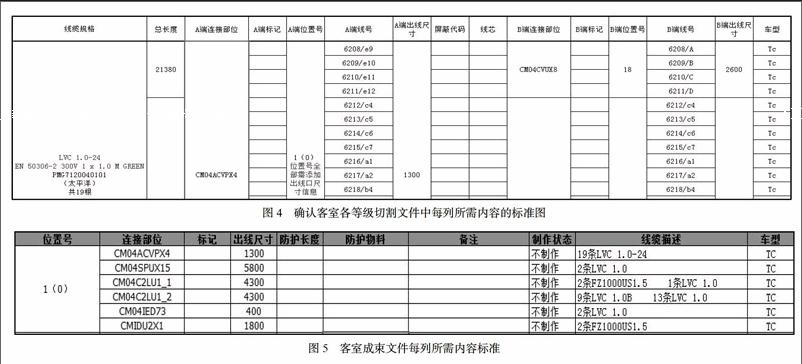
每个等级文件复制新增2个工作表,分别对应切割文件、成束文件,如图3所示(举例为客室一位侧4等级)。
2.5 完成切割文件
以图4为标准,确认客室各等级切割文件中每列所需内容。每一份切割文件全选表格内容→[数据]→删除重复项→扩展选定区域→数据包含标题→勾选框中只选中原始线号,以此方法将双向文件改为单向文件。
按规则对切割文件进行排序,排序情况如表1所示。
之后,将A端、B端连接部位相邻且相同的合并单元格;添加A端、B端标记(制作方法详见标记制作方法),标记制作表格保留至成束文件使用。
标记制作方法是:①已合并居中的A端和B端连接部位号复制(包含标题);②粘贴值到新表格;③以升序排序(不选中标题),将空格排除;④[数据]→分类汇总;⑤将内容全选后粘贴到新表格(排除总计数);⑥在计数列筛选,条件为大于1;⑦新增一列,排序号并填入(小写英文字母,去掉o和l和i);⑧将内容全选后粘贴到新表格;⑨使用VLOOKUP导回原表格的A/B端标记列(多行时仅首行有标记);⑩出现多行时合并单元格。
最后的工作是,将所有文件的字体改为宋体、14号、加粗,行高40,切割文件制作完成。
2.6 完成客室成束文件
完成客室成束文件包含以下几个步骤:①以图5为标准确认客室成束文件每列所需内容;②根据连接部位删除重复项;③根据标记制作表格内容添加标记;④添加电缆描述信息,格
式为“电缆数量+电缆型号”;⑤更改所有文件字体为宋体、14号、加粗,行高40,客室成束文件制作完成。
2.7 添加文件名称和页脚
每份文件完成后,需要添加文件名称和页脚。首行增加一行,添加文件名、文件编号,即“项目名称—车型—底架/客室—部位—电缆等级—文件种类—版本”,比如“杭州地铁2号线二期MP1 MP2车客室PAD4B 切割文件 RevA”;确认第一行内容是文件名称,第二行内容是标题栏后,使用[页面布局]→打印标题,在“顶端标题行”中选中第一行和第二行,即可实现打印出的文件每一页拥有相同的标题;点选工作簿右下角页面布局按钮,在每页下部居中添加页脚信息,内容为“第N页/共N页”。这些步骤全部完成后,地铁车辆客室单个等级完整的切割文件、成束文件即制作完成,可用于指导员工的线缆切割、成束作业。
3 新型线束作业模式简介
员工根据切割文件、成束文件的信息进行线束生产,形成了一种新型的线束作业模式。新模式的线束生产作业步骤如下:①根据切割文件中的线缆规格信息,找到相应规格的线盘,从线盘中拉出该规格的线缆。如果文件中相同规格的线缆连续出现多根,则可以准备多个该规格的线盘,一次可以拉出多根相同规格的线缆。线缆切割时,由2名员工共同配合完成,分为拉线工和剪线工。②剪线工在线缆的B端依次套入A端线号套管和B端线号套管,粘贴B端标记贴纸和屏蔽代码等。拉線工根据切割文件中B端出线尺寸拉出对应长度的线缆,剪线工在线缆上粘贴B端位置号贴纸。拉线工根据切割文件中的总长度拉出线缆的总长,再根据切割文件中的A端出线尺寸,拉线工返回粘贴A端位置号贴纸。在此过程中,剪线工始终握住A端线号套管,保证该套管不随线缆移动,最终该套管穿过整根线缆到达了线缆的A端。拉线工在线缆的A端粘贴A端标记贴纸和屏蔽代码等,同时,剪线工继续步骤①的操作。③当切割文件中单个A端连接部位所对应的线缆全部切割完毕后,在线缆的端部捆扎连接部位号套管(线缆端部粘贴标记贴纸的除外),然后对该部分线缆进行打卷,形成一个子线束。当所有子线束全部切割完毕后,该等级线束即切割完毕。④根据成束文件中的位置号和尺寸信息,在成束平台相对应的尺寸上固定马蹄钳,以方便线缆在成束时进行固定,在每个马蹄钳处放置相应的位置号套管。⑤员工根据子线束上的A端、B端位置号对应成束平台上的位置号,将所有子线束放置于成束平台上捆扎。去除线缆上的位置号贴纸,捆扎位置号套管。根据成束文件中的标记信息,去除线缆端部的标记贴纸,捆扎相应的连接部位号套管。⑥根据成束文件中的线缆描述信息,核对每个连接部位号所对应的线缆根数和线缆规格是否正确;根据成束文件中防护长度、防护物料等信息,对线缆进行防护。⑦打包防护完成的线束,并标注线缆等级、车型等信息。
至此,一个等级的线束即制作完毕。当单个车所有等级线束均制作完成后,即可以整体装车。
4 结束语
本文提出的切割文件、成束文件制作方法,以及使用该类型文件而形成的新型的线束作业模式,已应用于杭州地铁2号线二期项目。目前,该项目已试制成功1列车,正常生产5列车。与原有项目相比,线缆切割、成束时间减少了近1/4,异常问题数量也大幅减少,效果非常显著。这些充分证明了新型线束作业文件和模式的可行性、可靠性。
