水稻纸钵成型机关键部件的设计
2017-06-07刘伟达张伟侯永瑞王颖倩黑龙江八一农垦大学工程学院大庆163319
刘伟达,张伟,侯永瑞,王颖倩(黑龙江八一农垦大学工程学院,大庆163319)
水稻纸钵成型机关键部件的设计
刘伟达,张伟,侯永瑞,王颖倩
(黑龙江八一农垦大学工程学院,大庆163319)
为了能更好地适用在北方寒地条件下水稻钵育栽培农艺要求,需设计一种水稻纸质钵育秧盘成型机。分析了纸钵成型合格的要求,根据这些要求设计成型机打孔成型装置。运用Solid works软件对纸质钵育秧盘成型机零部件进行三维建模、装配零部件、建立虚拟样机,并对虚拟样机的打孔成型装置进行运动分析,为下一步的样机设计生产及优化提供理论依据。
水稻;纸质钵盘成型;虚拟样机;运动分析
水稻是我国三大粮食作物之一,在粮食生产中占有举足轻重的地位[1]。东北地区是我国水稻作物的主要产区之一。2015年全国稻谷种植面积为4.56亿亩,东北地区稻谷种植面积为122.5万hm2,占全国种植面积的17.9%。而东北地区常会受到低温冷害等恶劣气象灾害的影响,导致水稻等农作物减产。东北地区所处积温带纬度较高,农作物生长周期短且热量条件不稳定[2]。这些自然条件限制了能够在东北地区种植的水稻品种数量和品质,也直接限制了水稻产量和质量的稳定以及提高。
针对这些问题,采用钵育移栽种植方式是解决东北水稻种植受自然环境限制的有效方法之一[3]。在大棚中培育的水稻秧苗可以有效避开恶劣的自然条件,且培育出的水稻秧苗苗壮、苗齐,性状优良。提前育种又有效延长了作物的生长期,从而扩展了东北地区可用水稻品种的范围,以达到水稻品质和产量的提升。
20世纪70年代,国内外一些研究机构曾对钵育育秧载体展开研究,也取得了一系列研究成果[4-5]。水稻钵盘育秧技术于20世纪80年代初期被引入我国,并得以较快的推广应用,此项技术的引进和应用使我国的水稻生产手段得到很大提高和发展[6]。由于大量使用的塑料钵盘污染环境、移栽之后还需要人工回收[7];植质钵盘质量过重、不易运输、切割易破碎等。纸质秧盘恰能避免有效这些问题,其环保无污染、易于降解、便于运输、不易破碎等优点,因此使用纸质钵育秧盘势在必行。然而现在试验中所使用的纸钵都是依靠手工完成,需要投入大量的人工间接提高的生产纸钵的成本。我国水稻种植户很难接受,以至于很难大面积推广使用,所以需设计制钵成型机实现机械化生产。
根据不同的填料方式和成型机原理,国内外主要成型方式包括以下4种:注射成型、压缩成型、压注成型、挤出成型[8]。但水稻纸质钵育秧盘是以纸为载体,纸质材料抗拉抗压性较差,容易变形甚至撕裂,运用以上结构装置均不能完成纸钵的固定成型。需在这些样机的结构基础上,重新设计纸钵成型机。经过分析秧盘结构设计要求与研究塑料、植质成型机原理,设计了一种水稻纸质钵育秧盘成型机。具有结构简单合理、操作方便安全、一次性成型、占地面积小等特点,有利于大规模生产和推广。
1 纸质秧盘结构
水稻纸质钵盘结构尺寸如图1所示。根据水稻钵育移栽农艺要求,纸钵在摆盘阶段秧盘间错位存在修正距离ΔD≤3 mm,则纸钵成型精度为3 mm;纸钵在育秧阶段在育秧大棚湿热环境影响膨胀,则纸钵在最大膨胀率2.1%下立边受侧压力保持完整;纸钵在起盘阶段容易发生断裂,则纸钵受最大剪力27.8 N与弯矩1.56 Nm下不发生断裂现象。满足以上结构尺寸与力学特性要求即纸钵成型合格。

图1 水稻纸质钵育秧盘Fig.1The seeding-growing paper tray

表1 纸钵主要结构参数Table 1The main structural parameters of paper tray
2 整机结构与工作过程
2.1 结构组成
该纸钵成型机主要由液压油缸、制孔成型装置、滚动传动装置、制孔装置、钵盘固定装置、控制系统、机架组成。其整体结构如图2所示。

图2 整机结构图Fig.2The machine’s structure drawing
2.2 工作过程
针对纸作为钵盘原材料的特殊性,类似塑料、植质钵盘一步成型很难实现。纸垛压合机先将材料用纸加工成为高780 mm的长方体纸垛;纸钵切割机将纸垛切割成高度20 mm的纸垛(图3)作为前期准备;最后由水稻纸钵成型机将网状纸垛加工成型为纸质钵盘。

图3 网格形状纸垛Fig.3Paper stack of grid pattern
首先PC控制4个小型液压缸带动固定竖齿在向限位台内侧收缩3 mm,将网状半成品纸钵放竖齿限位台平面上,固定竖齿向两侧移动固定纸垛,在固定好的纸垛上方添加一层底纸(541.70 mm×319 mm)。然后压力系统带动制孔成型装置垂直向下运动,其运动到最低点时静止对纸钵制孔、加热成型。达到成型时保压时间后,制孔成型装置回到原来位置。最后固定机构向内收缩3 mm,取下成型好的纸钵。
3 关键部件的设计
3.1 压力系统
压力系统主要有机身、主油缸、限位装置、液压系统等主要部分组成。工作台面与下压装置间的距离即为液压缸活塞的行程S=400 mm,打孔成型装置质量M=65 kg,与液压系统螺栓连接,用压力机试验测得打直径2 mm单孔需要力F=3.5 N,根据以上参数选择液压缸。
3.1.1 机身
机身由上横梁、活动横梁、下横梁、立柱以及锁紧螺母等组成,安装在油箱底座上。活动横梁带着加热箱体沿着立柱在上横梁与下横梁之间上下滑动,加热箱体最底部添加加热板。
3.1.2 限位装置
限位装置于机身左边,由限位板限位块行程开关组成,可根据实际工作情况,适当调整相应限位块位置。
3.1.3 液压系统
液压系统有油箱、油泵电机和阀总成等组成,用以产生传递和分配工作油液,使机身实现各种动作。油箱为钢板焊接件,油箱内装有圆筒形滤油网,油泵可以得到较好的滤清油液,使机身实现各种动作。油泵为定级变量轴向柱塞泵,通过弹性联轴节与电机联结。阀总成由阀块电磁换向阀、溢流阀,液控单向阀总成,安装在机身后面的安装板上。
3.2 钵盘固定装置
3.2.1 钵盘固定机构方案分析
钵盘固定机构在纸质钵盘成型时,保证纸垛不发生形状及尺寸的变化在预定精度范围3 mm之内。首先固定机构夹持住纸垛将其定位;然后其外侧与上模内部结构形成0.2 mm的间隙配合使纸垛最外圈立边成型,最后其将提供上模下压制孔时钵盘底部的支撑力。机构操作简单、易于控制,维护方便、压紧安全可靠,装卸纸钵容易,可快速完成对纸钵的固定。
3.2.2 钵盘固定机构的设计
纸垛的固定是纸钵成型的关键,钵盘固定机构是将纸垛固定在竖齿限位台上。钵盘固定机构整体装配如图4所示,其由连接L架、圆柱导轨、移动竖齿、小型液压缸、竖齿限位台构成。
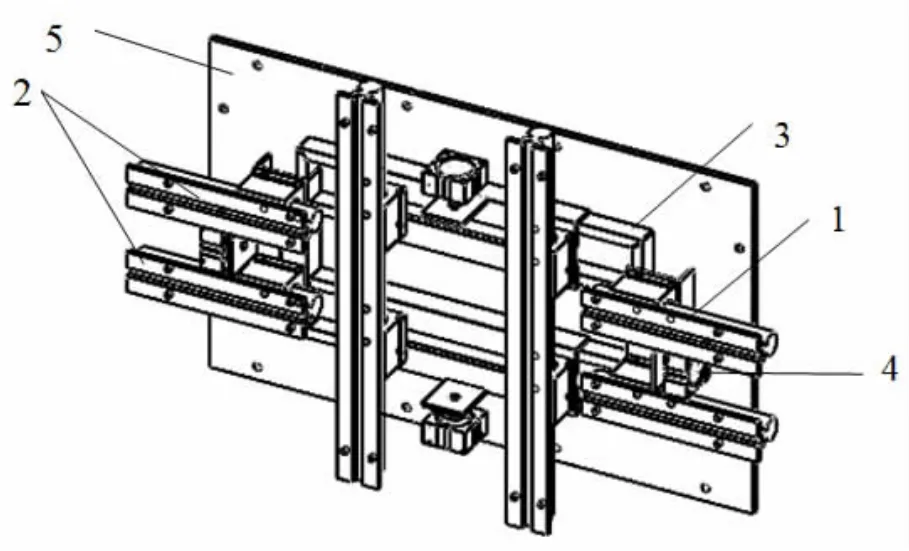
图4 钵盘固定装置Fig.4Device of fixing the paper tray
3.3 打孔成型装置
3.3.1 上模下压成型装置方案分析
根据设计要求,纸质钵盘加热成型时,底纸表面的一层固态胶需要成型装置提供一定的温度才能粘合,所以在上模内部成型结构上安装电控加热板;单个钵穴内都设计有2 mm的圆形通气孔,必须在上模底部安装制孔装置;纸垛与底纸粘合时,需要在它们上端添加垂直向下的压力,保证纸钵底纸与网状型纸垛完全粘合形成一个整体。
3.3.2 上模结构设计
如图5所知其由内成型板、缓冲弹簧、外成型板、电热板、制孔装置、液压缸连接件、下压板构成。上模成型装置上端与液压系统的活塞杆件的一端螺栓连接,由液压系统控制着整个成型过程。

图5 制孔成型装置Fig.5Punching-pressing device
4 运动仿真分析
4.1 添加与设定伺服电机、油缸参数
设计的虚拟样机的运动之间是相互独立的,为了更好的体现出仿真效果,仿真时移动竖齿来回运动以固定纸垛,添加两个异步电机分别完成竖齿前后运动和左右运动;制孔成型装置完成纸钵加热成型,添加油缸来完成其往复上下运动。
样机纸钵固定机构的限位台与对应移动竖齿间隙为3 mm,初设定液压缸带动竖齿速度为3 mm·s-1,则竖齿需要时间为1 s固定纸垛。在制孔成型装置上表面添加液压油缸,其中活塞杆行程为400 mm。纸钵每一次加工成型需要14 s,其中保压时间为10 s,纸钵成型。
4.2 机构碰撞干涉检查
整机虚拟装配机构完成之后,需对整机装配进行干涉检查[9]。首先在Solid works软件中打开整机装配图,进入“评估”中的干涉检查,在“干涉检查”的所选零部件中选择样机进行计算。结果表明各个机构无干涉,整机设计合理。在Solid works中进行Motion分析。分别将马达加载到钵盘固定机构、制孔成型装置上,使之按照一定的速度和时间往复运动来完成钵盘成型。
4.3 运动仿真结果与分析
4.3.1 位移分析
为进行油缸带动制孔成型装置的仿真分析,在仿真过后选择结果和图解,选取类别为位移/速度/加速度,选取制孔成型装置末端为测量点进行测量。设定样机压台为XOY平面,则制孔成型装置仅在Z轴方向竖直上下运动。设定选取Z轴方向位移为子类别、图解结果相对于时间变量,生成位移/时间二维坐标轴。如图6所示,液压油缸在0~2 s内,制孔成型装置末端位移量都近似于400 mm,在制孔成型装置最低点时静止了10 s对纸钵加热成型,最后在12~14 s内按照原来的速度返回到预定位置后静止。

图6 制孔成型装置末端Z轴方向位移变化曲线图Fig.6The curve of the Z axis direction displacement of the end of the punching-forming device
4.3.2 速度分析
在仿真过后选着结果和图解,与位移分析类似,只是设定选取Z轴方向速度为子类别、图解结果相对于时间变量,生成速度/时间坐标轴。由图7中可得,制孔成型装置在Z轴方向运动过程在0~2 s垂直向下运动,在12~14 s内又返回到初始位置。在2~12 s内、14 s后处于静止状态,14 s后取出成型钵盘。

图7 制孔成型装置末端Z轴方向速度变化曲线图Fig.7The curve of the Z axis direction speed of the end of the punching-forming device
根据制孔成型装置在Motion分析中得到速度、位移曲线图满足成型机设计方案,表面设计合理。
5 结论
根据水稻纸质钵盘结构和性能要求对纸质钵盘成型机制孔成型装置设计。运用Solid works软件建立了水稻纸质钵育秧盘成型机虚拟样机并进行运动仿真与分析,满足样机生产设计要求。
该设计装置机构间无干涉、整机设计合理;设定工作参数进行仿真运动分析满足设计要求;此水稻纸质钵育秧盘成型机是第一代试验样机,样机的钵盘成型装置结构尺寸、机构设计为下一步参数优化设计提供了理论基础。
[1]于磊,牟雪雷,韩休海,等.水稻钵育摆栽技术的应用及发展[J].农机化研究,2011(9):212-215.
[2]徐祥德,王馥棠,萧永生,等.农业气象防灾调控工程与技术系统[M].北京:气象出版社,2002.
[3]陈风,陈永成,王维新.旱地移栽机现状和发展趋势[J].农机化研究,2005(3):24-26.
[4]Pan Mingzhu,Zhou Dingguo,Zhou Xiaoyan,et al.Improvement of straw surface characteristic via thermo mechanical and chemical treatments[J].Bioresource Technology,2010,101(21):7930-7934.
[5]王智才.建设现代农业,加快推进农业机械化[J].农业机械学报,2004,35(3):154-157.
[6]张欣悦,汪春,李连豪,等.水稻植质钵育秧盘制备工艺及参数优化[J].农业工程学报,2013,29(5):153-162.
[7]张新锋,张凌云,郭占斌.秧盘成型模具运动仿真方法的研究[J].农机化研究,2008(2):46-48.
[8]梁锐,苏运琳,李景,等.浅谈水稻育秧软盘加工工艺的改进[J].现代农业装备,2005(10):89-91.
[9]刘鑫,汪春.基于Solid Works的水稻育秧土混拌机混拌筒虚拟样机设计及有限元仿真研究[J].黑龙江八一农垦大学学报,2014,26(5):31-34.
Design of Key Parts of Rice Seeding-growing Paper Tray Forming Machine
Liu Weida,Zhang Wei,Hou Yongrui,Wang Yingqian
(College of Engineering,Heilongjiang Bayi Agricultural University,Daqing 163319)
In order to be more suitable for the rice under the cold climate and ecological conditions,a rice seeding-growing paper tray was designed.The qualified forming requirements were analyzed.According to these requirements,the forming machine was designed.Then using the solid works created the punching-forming machine for 3D modeling,virtual prototype and motion analysis,which provided technical theoretical basis for the next step of prototype design production and optimization.
rice;paper tray;virtual prototyping forming;kinematic analysis
S223.1
A
1002-2090(2017)03-0082-04
10.3969/j.issn.1002-2090.2017.03.018
2016-03-23
国家自愿计划。
刘伟达(1990-),男,黑龙江八一农垦大学工程学院2013级硕士研究生。
张伟,男,教授,博士研究生导师,E-mail:zhang66wei@126.com。
