LTCC自动生产线上生瓷片智能存储库的设计
2017-06-07李伟吕聪正王毅郎新星
李伟,吕聪正,王毅,郎新星
装备供应链
LTCC自动生产线上生瓷片智能存储库的设计
李伟,吕聪正,王毅,郎新星
(中国电子科技集团公司第二研究所,山西太原030024)
随着LTCC技术向智能制造生产线的转变,生瓷片物料在线上的零时缓存就需要相应的智能存储设备来实现,设计了一种生瓷片智能存储库,该存储库与生产线对接,能够对生瓷片物料进行快速准确的自动存取。模块化的设计可以根据不同工艺步骤增加或者减少库容量,来满足柔性制造的要求。
智能存储库;结构设计;智能制造生产线;模块化
LTCC(低温共烧陶瓷)技术在国内经过十几年的发展,工艺生产过程已经从最开始的手工完成,逐步向全自动智能化生产方向发展。随着近几年人工成本的不断增加,加之手工操作对生瓷片的精度有影响、一致性差,越来越多的公司开始向全自动智能生产线发展,同时由于产能的扩大,设备也逐渐向高精度、高效率、多功能、自动化方向发展。在智能制造生产线的生产工艺过程中,生瓷片在叠片和打孔工艺之前需要进行临时存储,因此需要由相应的智能存储设备来实现该功能[1]。
本文设计的生瓷片智能存储库包括行走取货机构、货架以及出入货口,该设备与LTCC智能制造生产线对接,生瓷片物料放在铝制托板上随之运动[2],如图1所示,托板通过传输线运送到生瓷片存储库进货口,行走取货机构把托板从进货口搬运到指定货位储存,下一道工艺需要时,行走取货机构把指定托板从货位上搬运到出货口,再通过传输线传到下一工艺设备。

图1 生瓷片和铝制托板
1 行走取货机构
1.1 行走取货的运动方式
行走取货机构能实现4自由度运动,如图2所示,把水平方向、竖直方向运动、以及取货方向的直线运动分别定义为x、y、z轴直线运动,取货板的回转运动为绕y轴转动,其中x、y轴的直线运动均采用线性模组+伺服电机来驱动控制,z轴直线运动采用伺服电机驱动同步带轮来实现,绕y轴回转运动采用电动摆台实现,整个行走机构的运动平稳可靠,伺服控制定位准确快速。行走机构的定位精度可以达到±0.1 mm,模组运行速度最快可达4 m/s,存放节拍平均约为12 s/次。
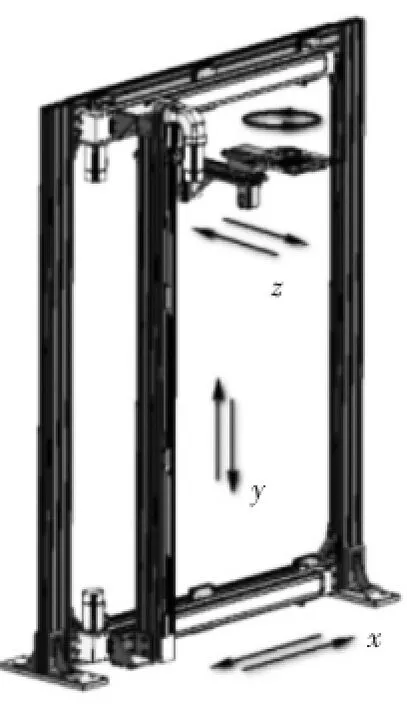
图2 行走取货机构
1.2 关键技术及解决办法
行走取货机构是生瓷片存储库实现物料存取的核心机构,其结构及精度将直接决定物料存取的速度以及物料存放的准确、平稳性,因此选择合适的结构尤为重要。该存储库存放的生瓷片和托板的总重量与传统货柜相比重量非常轻,仅为130 g左右(普通货柜存放货物重量约为100 kg~1 000 kg),因此行走结构不能采用与传统货柜一样的机械结构,需要选择更加轻巧、精准的结构来实现。存储库与智能制造线串联对接,即出、入库端口需要分别与传输线连接,因此进货口和出货口需分布在库的两侧。综合以上分析,该存储库的整体结构选用类似立体仓库的模式,行走机构选用直线模组组合而成,取货机构如图4所示,则采用伺服电机5、同步带4、同步带轮6、滑轨3和旋转电缸2组合而成。取货板1与旋转电缸2固定连接并随电缸旋转,取货板1上设计有定位销,生瓷片托板上开有圆孔,取放生瓷片物料时通过定位销来定位托板。由于取货板较薄,而且悬臂比较长,约400 mm,所以对其进行受力分析[3],如图3所示,最大变形量为0.014 mm,能满足变形要求。x、y、z轴运动采用伺服电机驱动,响应速度快,闭环控制精度更准确,稳定性更好。如图4所示。

图3 取货板变形分析
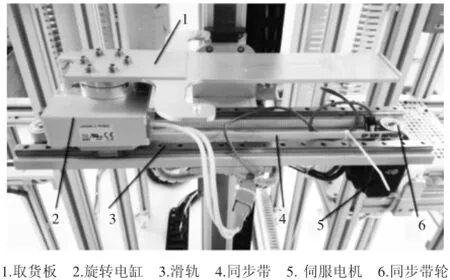
图4 取货机构
1.3 行走取货机构工作原理
取货过程:如图5所示,取货时,行走机构竖直方向模组驱动取货机构沿y-方向移动到物料下方的指定位置停止,然后伺服电机驱动旋转电缸和取货板从左初始位置开始沿z+方向移动,当移动到物料托板正下方且取货板上定位销和托板上定位孔同心时停止,然后行走机构驱动取货模组沿y+方向移动直至取货板和托板完全接触后继续沿y+方向运动到指定位置停止,然后伺服电机驱动旋转电缸和取货板沿z-方向移动到左初始位置时停止(将上述一系列动作定义为动作一),然后行走机构模组驱动沿x和y方向移动到出货口位置上方指定位置执行动作二,然后物料和托板从出货口传输线传到下一设备。
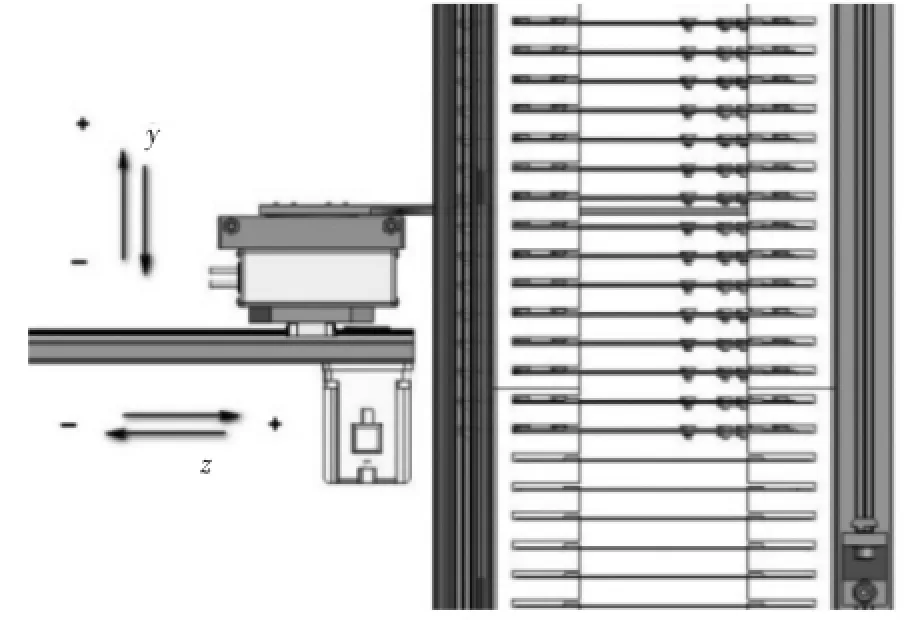
图5 行走取货机构工作原理图
存放过程:存放时,行走机构驱动取货机构移动到物料下方的指定位置,执行动作一,然后行走机构模组驱动沿x和y方向移动到出货口位置上方指定位置停止,然后伺服电机驱动旋转电缸和取货板从左初始位置开始沿z+方向移动到指定位置停止,然后行走机构驱动取货模组沿y-方向移动直至托板完全接触存放层格后继续沿y-方向运动到指定位置停止,然后伺服电机驱动旋转电缸和取货板沿z-方向移动到左初始位置时停止(将上述一系列动作定义为动作二)。
2 货架
货架的框架均采用铝型材搭建,既能满足安装精度要求,又能达到减轻设备重量的目的。货架采用模块化设计思想,将整个货架分成三个模块:左框架模块、右框架模块和标准框架模块,如图6所示,直接将左、右框架模块组合起来就是一个最小容量为300片左右的存储库,如果想扩大存储容量,只需要在左、右模块中间加入标准框架模块即可,一个标准模块的货位数为288片,本文中设计的容量为876片,即加入了两个标准框架模块,整个设备外形尺寸为2 800mm(长)×1 300mm(宽)×2 200 mm(高)。
物料存放层格为不锈钢板制作,如图7所示,物料支撑板受力变形分析如图8所示,最大变形量约为0.05 mm,满足使用要求。不锈钢板采用激光切割和钣金折弯加工,具有良好的尺寸一致性,能保证安装精度。
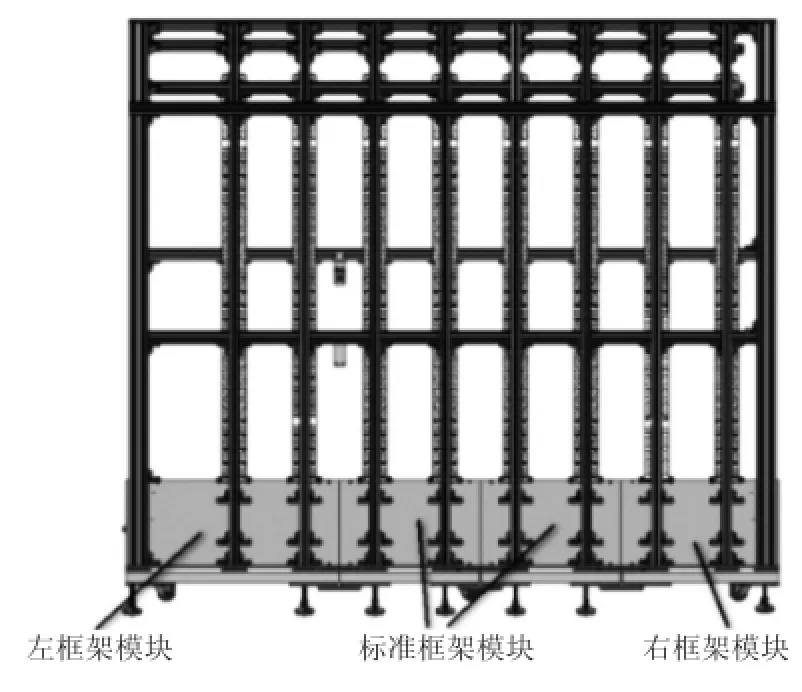
图6 模块化货架

图7 物料存放层格
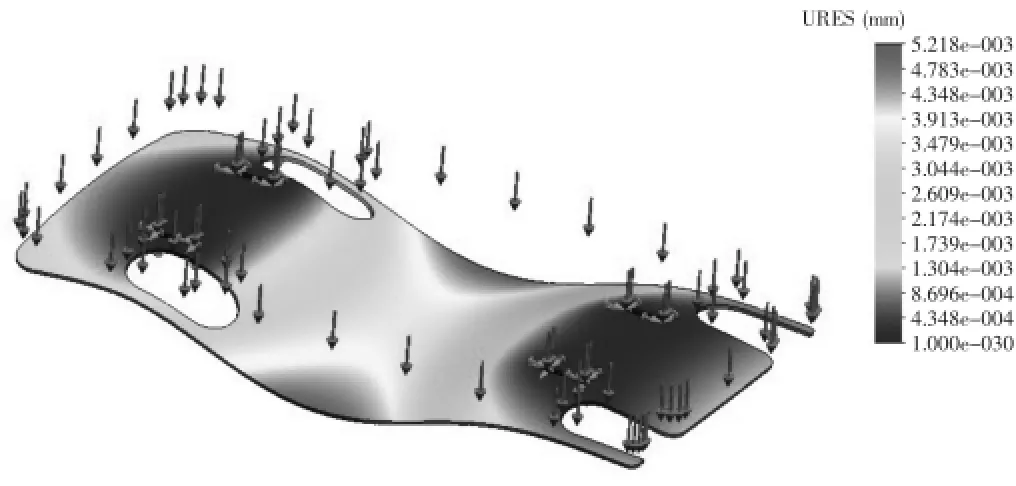
图8 物料支撑板变形分析
3 进、出货口
在传输线方向生瓷片存储库分别设计进货口和出货口,与LTCC智能制造生产线对接,如图9所示,进、出货口由皮带传送部件和物料定位部件组成,物料入库时,由传输线送过来的物料通过进货口的皮带传送到存储库进口,然后通过定位装置将物料定位后,再通过行走机构将物料存放到指定货位。物料出库时,由行走机构从指定货位将物料送到出货口,通过皮带传送部件将物料送入传输线。

图9 进、出货口组件

图10 生瓷片智能存储库
4 结束语
本文针对LTCC自动生产线设计了一种生瓷片智能存储库,如图10所示,该库采用模块化设计,能与生产线对接,实现全自动化存储,不仅节约了存储空间,而且还提高了生产效率。
[1]田奇.仓储物流机械与设备[M].北京:机械工业出版社,2008.
[2]华宏强.非标设备设计制造中应注意的问题[J].机械工程师,2005(04):60-30.
[3]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
The Design of Raw Ceramics Temporary Storage of LTCC Intelligent Manufacturing Line
LI Wei,LV Cong-zheng,,WANG Yi,LANG Xin-xing
(The Second Research Institute of China Electronics Technology Group Corporation,Tai’yuan Shanxi030024,China)
With the transformation of LTCC technology to intelligent manufacturing line,raw ceramics temporary storage need to use only a storage device.An intelligent raw ceramics repository is designed,this repository connected with production line.This repository can achieve a rapid and accurate access in the opposite of porcelain,and the repository can also realize rapid and accurate access to the Raw ceramics.Due to the modular design,we can increase or decrease capacity according to the requirements of processing capacity,so it can meet the needs of flexible manufacturing.
intelligent repository;structural design;intelligent production line;modular
TP392
A
1672-545X(2017)02-0237-04
2016-11-19
李伟(1986-),男,山西晋中人,助理工程师,硕士研究生,研究方向:物流仓储设备的研发工作。