三维机织物织边造型工艺设计
2017-06-05董红坤贺辛亥渠志刚邢圆圆
董红坤, 贺辛亥, 钟 鹏, 渠志刚, 邢圆圆
(1. 湘潭电机股份有限公司 特电研究所, 湖南 湘潭 411101; 2. 西安工程大学 机电工程学院, 陕西 西安 710048)
三维机织物织边造型工艺设计
董红坤1, 贺辛亥2, 钟 鹏2, 渠志刚2, 邢圆圆2
(1. 湘潭电机股份有限公司 特电研究所, 湖南 湘潭 411101; 2. 西安工程大学 机电工程学院, 陕西 西安 710048)
为满足市场对不同种类三维机织物的需要,提高多剑杆织机的产品适应性,在分析现有三维机织物造型工艺优缺点的基础上,提出了一种在多剑杆织机上织造三维机织物的新型造型工艺即织边造型工艺。结合新型工艺的需要,对现有多剑杆织机的织边系统和打纬机构的结构进行了改进设计,简单介绍了这种新型工艺的织造过程。通过在小样织机上试织,按照工艺织造出圆形横截面仿形织物。实验结果表明,织边造型工艺应用于复合材料预制件的织造会在一定程度上提高织机对更多织物产品种类的适应性,同时可解决织机因层数限制而不能织造壁厚较大的空心机织物的问题。
三维机织物; 多剑杆织机; 织造工艺; 复合材料 ; 织边造型工艺
三维纺织复合材料是以三维立体织物为增强相并与树脂等基体复合而成的先进复合材料。立体织物特别是整体织造的立体织物作为增强相时,使复合材料既可在较高的比模量和比强度下具有质量轻、抗高温和耐腐蚀等优点,又具有较好的抗冲击损伤性和层间剪切强度。这种优良的性能很好地克服了传统二维层合织物的层间易开裂分离造成的整体性差的问题。由于这些性能的不断改进提高,使得三维纺织复合材料历经半个多世纪的时间在航空航天、船舶运输等工业领域的应用上已经从次承重件逐渐发展为主承重件[1-3]。
三维织物预制件作为三维纺织复合材料骨架,其整体织造工艺可分为针织法、编织法、机织法和非织造法。用机织法织造预制件时,具有相对成熟的织造设备,在二维织机上稍加改造就可用于织造立体织物,因此可降低生产成本;另外预制件的组织结构易设计,通过控制系统及纱线的合理配置就可织造出不同的经纬密度、纱线取向和横截面的预制件,这些优势使得三维机织复合材料在市场上占据一定的地位。然而目前利用三维多剑杆织机织造三维织物时,存在设备对产品种类的适应性差,织造效率低等问题,因此为满足市场多样化的需求,开发能够适应更多种类的三维机织物的造型工艺已成为科研人员研究的重要课题[4-5]。
本文在对机织立体织物现有造型工艺研究总结的基础上,提出了一种新型造型工艺,并通过在小样织机上的试织来验证其可行性。
1 三维机织物的造型工艺
国内外学者在对立体机织物的研究之初便进行了大量的探索与创新,开发出的以三维机织物为骨架的复合材料已经满足了部分对构件高性能的需求。这种三维机织物可分为2类:一种是实心三维机织物;另一种是空心三维机织物。
1.1 实心三维机织物的造型工艺
三维机织物的织造可在传统织机上完成,例如可通过改变传统织机的开口方式使经纬纱有选择地接结,织出来的织物有些区域是以一定方式连接的整体,有些区域产生分层。这种织物下机后经过适当裁剪、折叠和拼接就可形成如T型、X型等三维机织物[6]。传统织机设备的制造已经成熟,并且用于织造三维机织物时的工艺简单,织机可织造的产品种类转变灵活,适应性强,但是这种工艺仅限于织造层数较少的三维织物。通过对传统织机的改造也可织造不同横截面形状的三维机织物,如图1所示为Ruzand等[7]改造后的浮纹织机。在织机的上下方各装了一套浮纹织造系统,在这个系统中于钢筘与织口之间安装了几组浮纹综片,这几组综片在织造过程中可沿织物横截面的纵向和横向引入纱线。
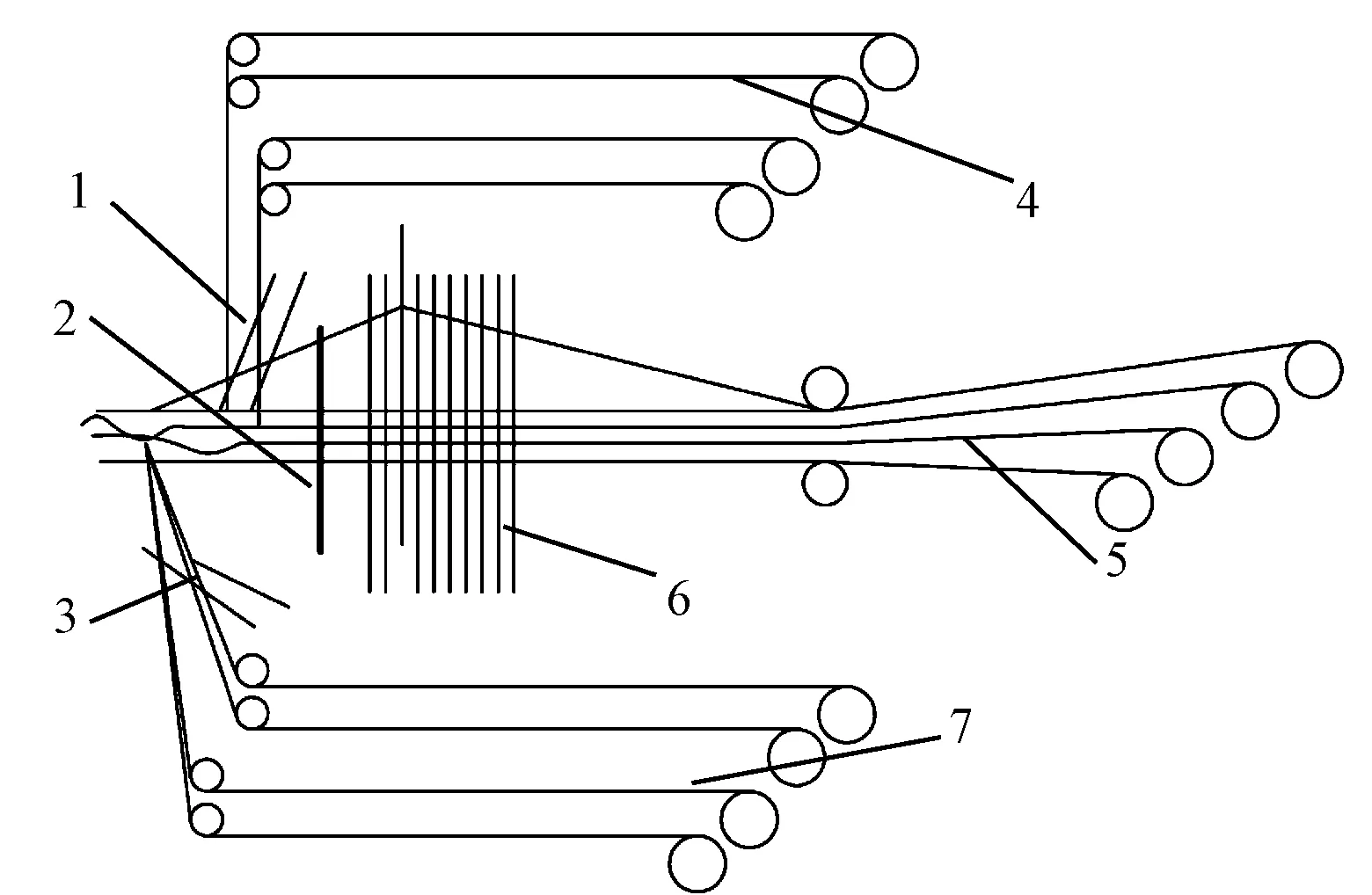
注:1—上浮纹综片; 2—钢筘; 3—下浮纹综片; 4—上浮纹经纱; 5—地经纱; 6—综框; 7—下浮纹经纱。图1 改造后的浮纹织机Fig.1 Modified loom based on lappet weaving
改进后的浮纹织机也可织造“[”形、“I”形、T形和Π形等不同横截面形状的三维机织物,如图2所示,但其只能织造角连锁结构的机织物。
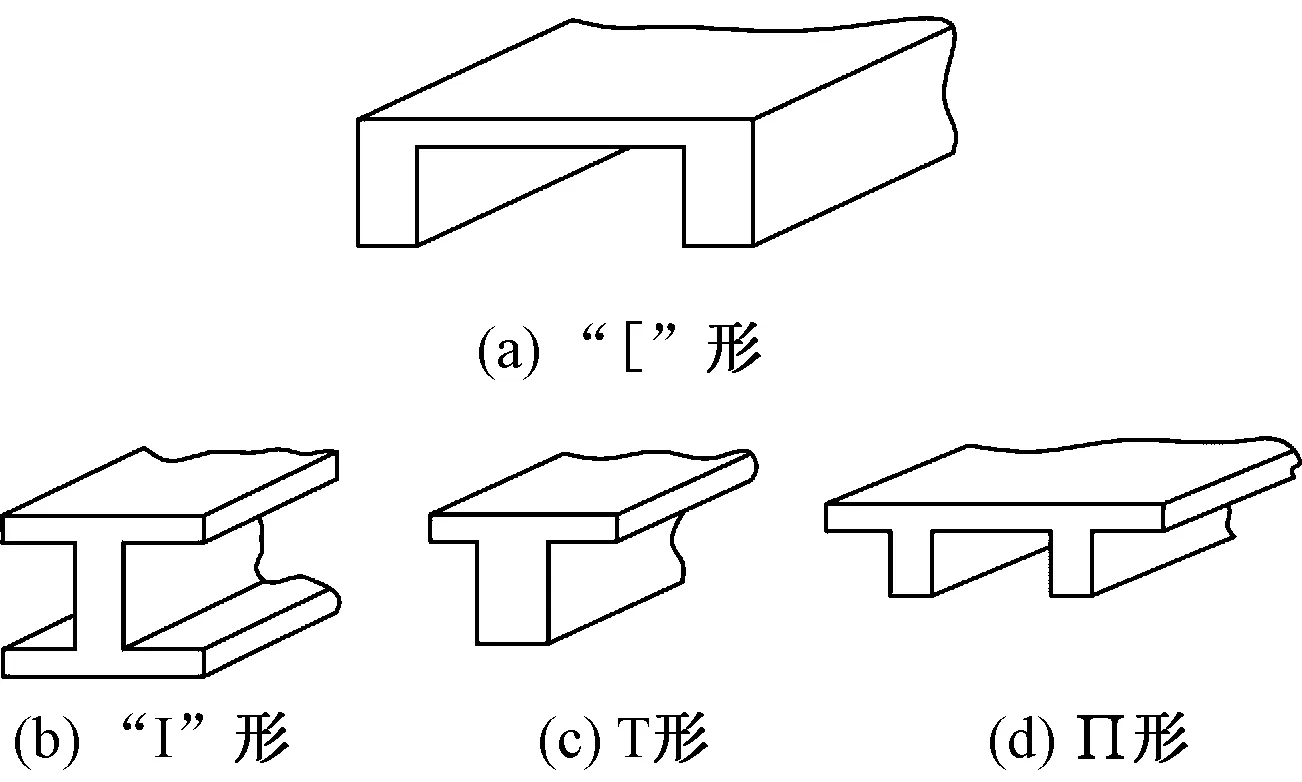
图2 浮纹织机改造后能织造的织物结构形状Fig.2 Structural parts with loom based on lappet weaving.(a)″[″ sectional shape; (b)″I″ sectional shape; (c)T sectional shape; (d)∏ sectional shape
织造时也有专用设备对三维机织物进行造型,例如多剑杆织机,可同时引入多层纬纱,织造多层机织物;也可织造角连锁、正交等两轴或多轴组织结构织物,避免了对传统织机进行改造后织造三维机织物组织结构的单一性。三维机织物在常规多剑杆织机上的造型工艺如图3所示。
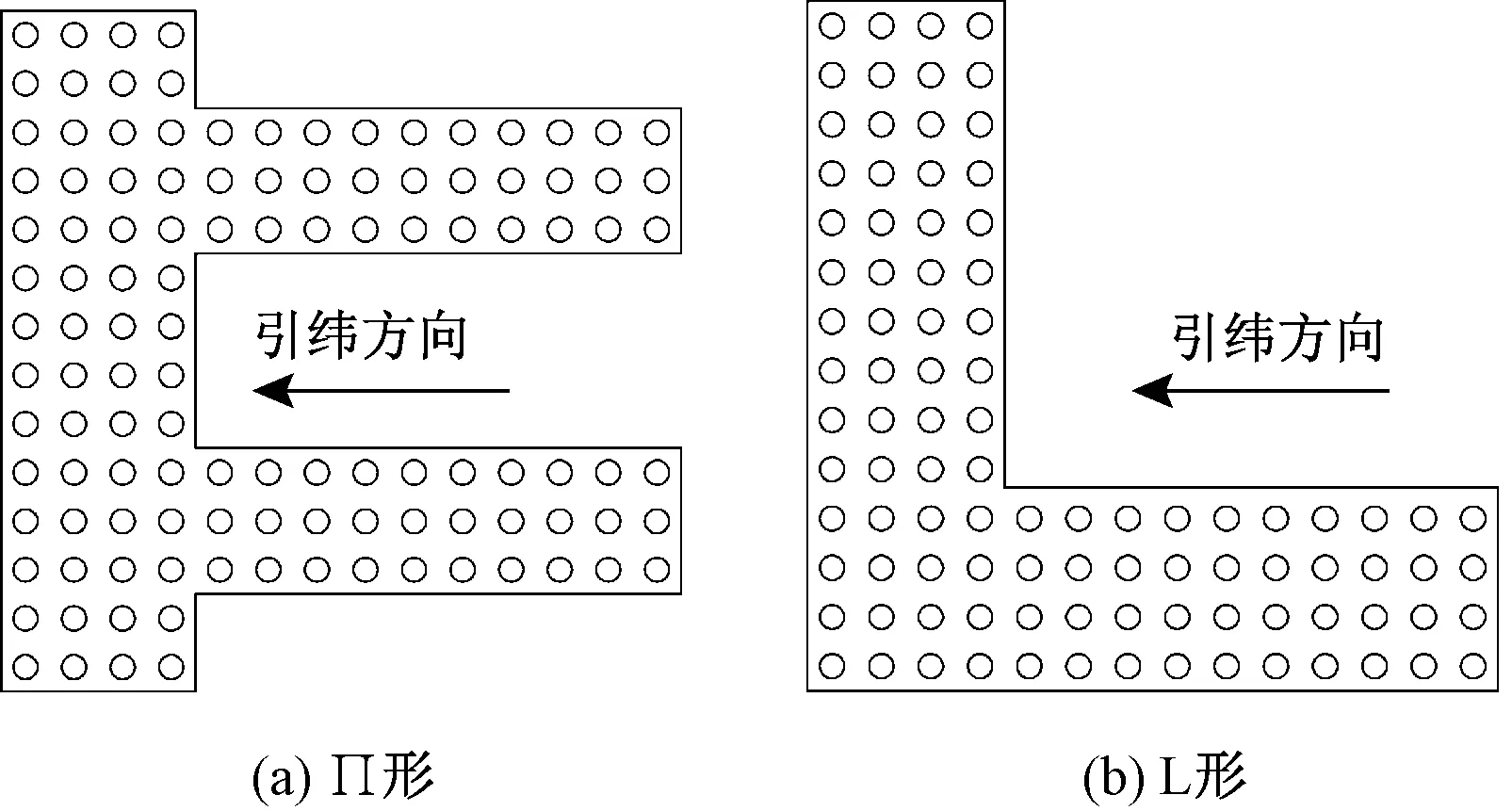
图3 常规多剑杆织机造型工艺Fig.3 Conventional multi-rapier loom molding process.(a) ∏ sectional shape; (b) L sectional shape
以织造Π形和L形横截面机织物为例。首先按照织物截面形状尺寸确定经纱的排列方法。然后根据顺序穿入图中“ο”代表组成的Π形和L形的综眼内,按图中箭头所示的方向引纬,这样不断循环就可进行具有异形横截面的三维机织物的织造[8]。
1.2 空心三维机织物的造型工艺
为满足工程上对材料具有隔温防潮、降噪、抗冲击等特殊需求,科技工作者对复合材料骨架用的空心三维机织物预制件的造型工艺做了大量工作。如Abildskow[9]开发了一种可将二维织机织造的夹层织物集成为三维织物的集成工艺。该工艺在织造过程中经纬纱相互交织形成二维织物,然后斜向纱在织物中往复贯穿交织使二维织物连接为三维织物。根据集成织物的接结类型,这种工艺可织造TT形、Y形和H形等横截面形状的空心三维机织物,如图4所示。
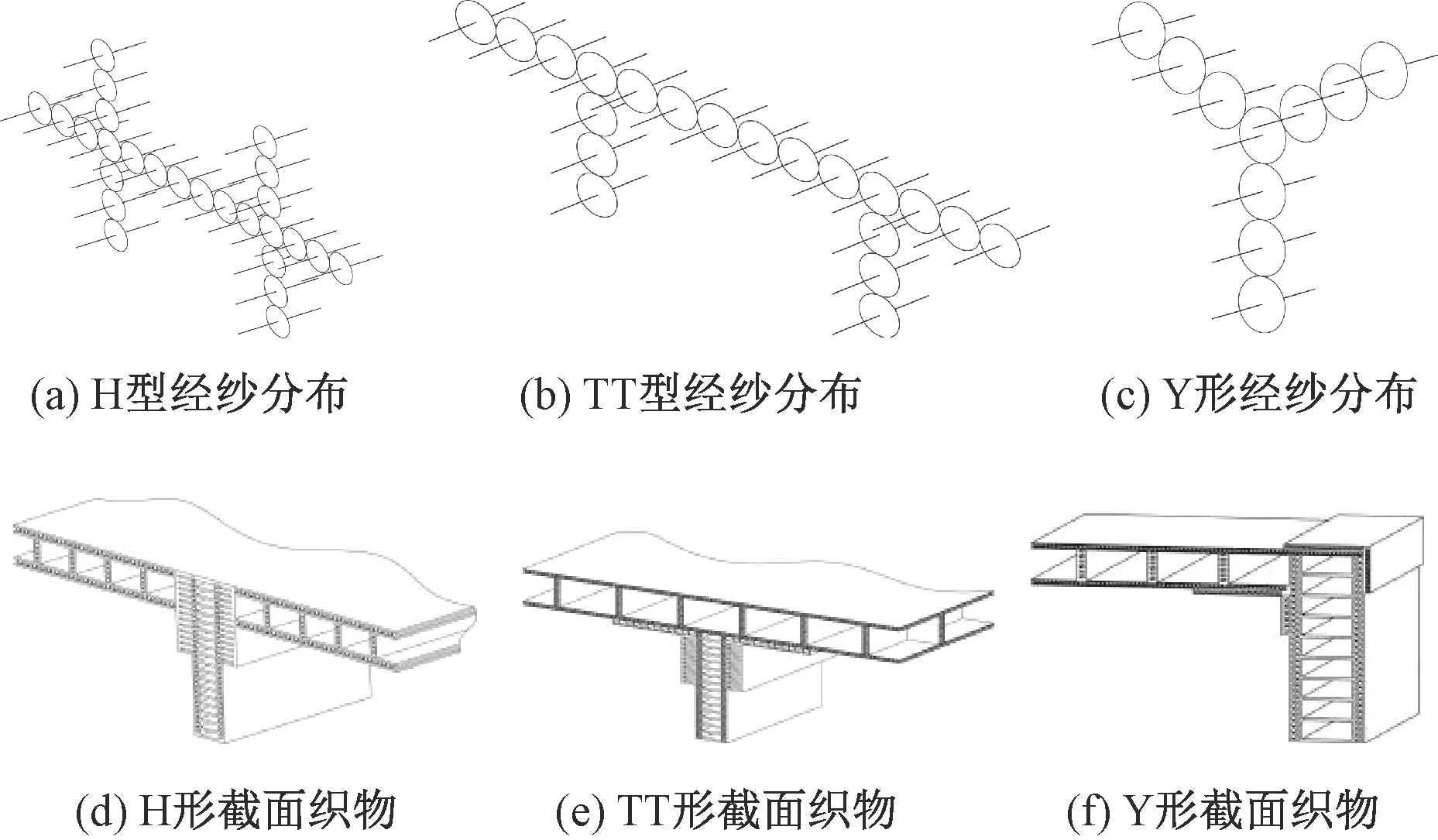
图4 由二维织机集成的三维机织物Fig.4 3-D woven fabrics fabricated by modified 2-D weaving loom. (a) Warp distribution of H; (b) Warp distribution of TT; (c) Warp distribution of Y; (d) Sectional shape of H fabric; (e) Sectional shape of TT fabric; (f) Sectional shape of Y fabric
近年来国内学者在空心三维机织物上的研究方向主要是在二维织机上利用“压扁-织造-还原”法并通过改变织造工艺来获得三维机织物。图5示出三通管织物[10]和日字形间隔机织物[11]的织造原理。图中的细线是纬纱路线,箭头是投梭方向,而“○”则代表经纱。织造前将目标织物合理压扁成可进行织造的平面织物。在织造过程中按照预知经纬纱接结规律,通过控制综框的提升与下降来控制织口的开口顺序,使得投梭时纬纱与经纱进行选择性的接结。下机后展开已成型织物即可。除利用二维织机织造空心三维机织物外,还有如Bilisik[12]依据编织机原理开发的可调整壁厚的圆管织机这种专用设备。
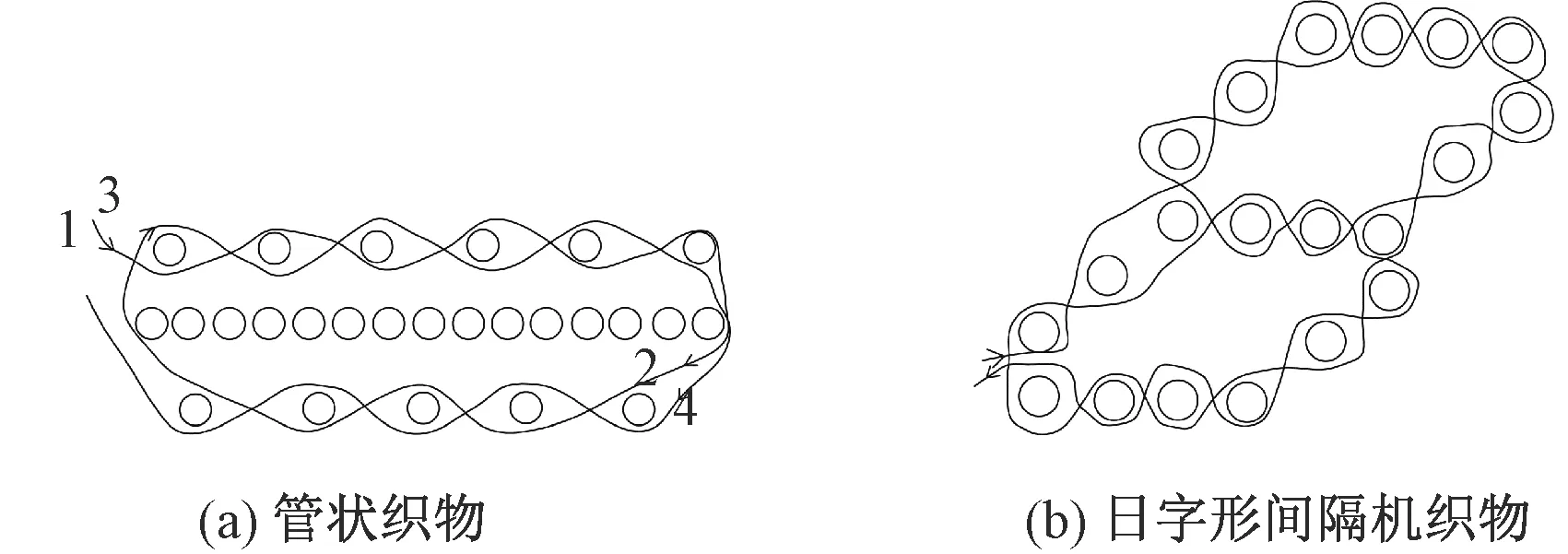
图5 空心织物的织造截面Fig.5 Weaving section of hollow fabric. (a) Tubular fabric; (b) ″日″-shaped spacing woven fabric
2 三维机织物的新型造型工艺
如上所述,不论是实心的或空心的三维机织物在二维织机上织造时虽然可方便地织造出多种结构,但是这些工艺都会囿于纱线层数的限制而很难织造尺寸较大的结构。在改进后的织机上或是在专用织机上织造三维机织物时虽在一定程度上满足了对织物尺寸上的要求,提高了织造效率,但能够适用的产品种类却很单一。为继承以往织造工艺的优点,弥补其缺点,本文对多剑杆织机进行了改造,改造后的多剑杆织机织造原理如图6所示。
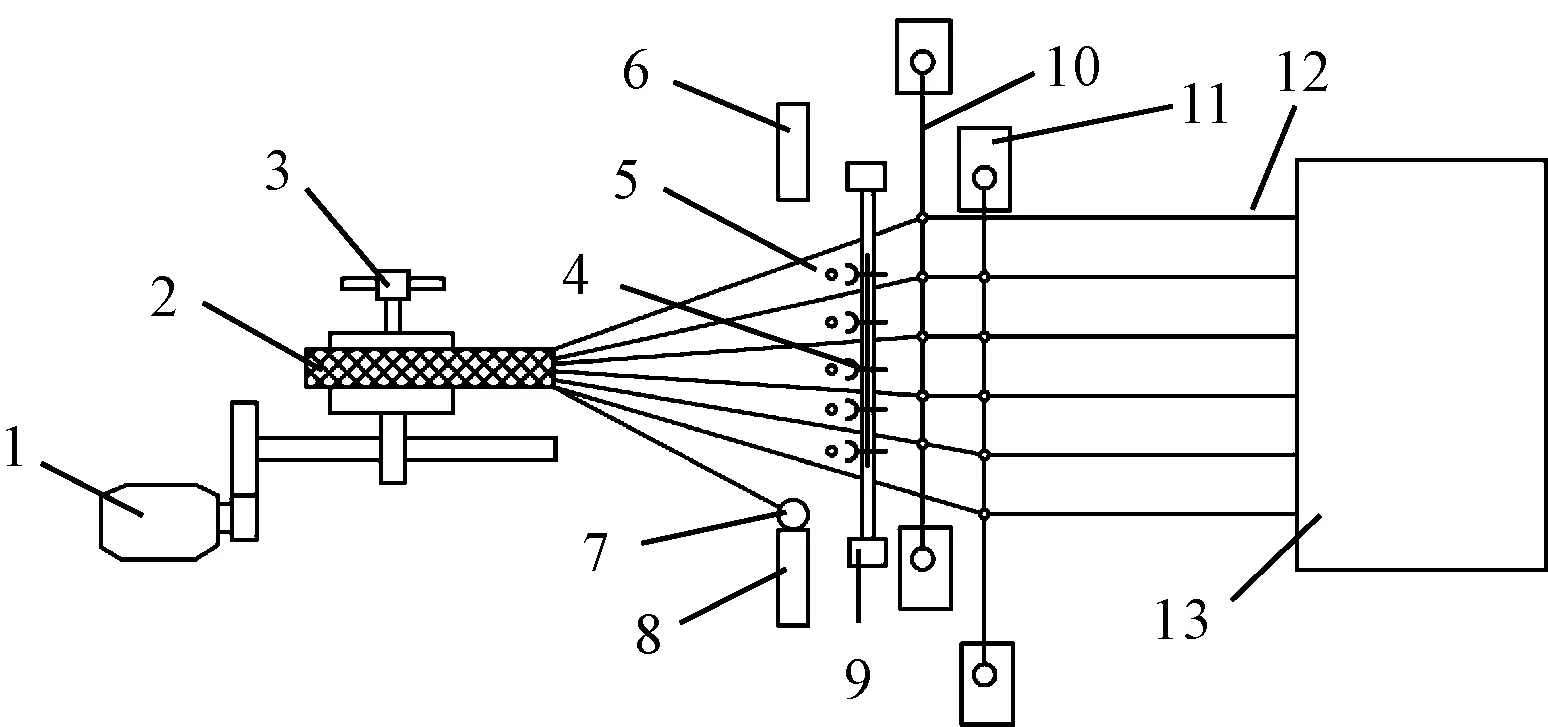
注:1—电动机; 2—三维织物; 3—织物夹具; 4—预打纬机构; 5—剑杆; 6—上携纱器接头; 7—携纱器; 8—下携纱器接头; 9—钢筘; 10—综丝; 11—综框; 12—经纱;13—筒子架。图6 多剑杆织机改造后的工作原理图Fig.6 Work schematic of modified multi-rapier loom
与常规多剑杆织机不同的是,这种新型织边系统采用携纱器携带织边纱进行锁边,同时在钢筘上增设了预打纬机构。在织造过程中当剑杆引纬到对侧时,携纱器提供一条利用涡卷弹簧控制预紧张力的织边纱。织边纱锁住各层纬纱后预打纬机构随钢筘一起推进,打纬时会提前与纬纱接触,预打纬机构可根据设计好的横截面外形牵动纬纱使织边纱与经纱贴合。这样织边纱不但锁定了纬纱而且使纬纱按照经纱横截面外形进行铺放,打破了以往织边纱的功能中只有锁边没有塑形的局限,如图7所示圆柱体仿形织物。另外如果在改造后的多剑杆织机上采用压扁—织造—还原法使经纱与纬纱在特定区域进行有选择的接结交织,可织造空心织物,如图8所示圆管仿形织物。
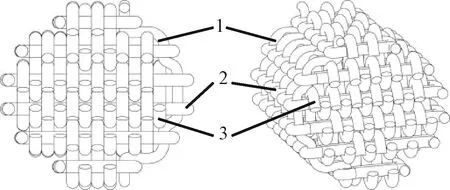
注:1—织边纱; 2—纬纱; 3—经纱。图7 圆柱体仿形织物Fig.7 Cylinder profile fabric
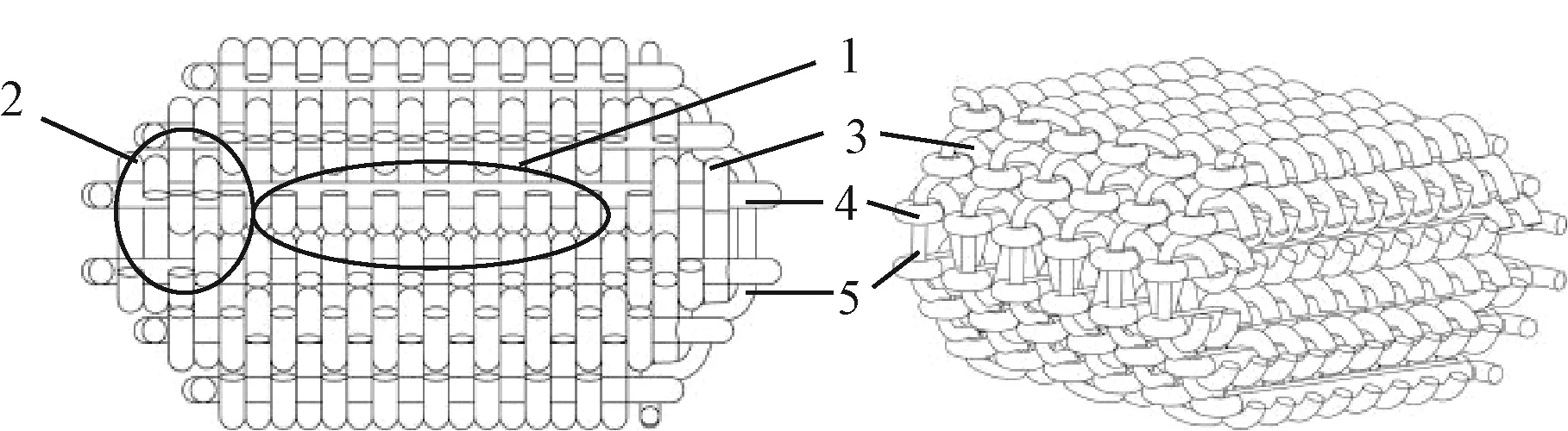
注:1—非交织区; 2—交织区; 3—经纱; 4—纬纱; 5—织边纱。图8 圆管仿形织物Fig.8 Tube profile fabric
3 试织结果与分析
以织造圆柱体仿形机织物为例,根据圆形横截面设计织造了实心6层平纹双经接结织物,如图8所示。通过对所织造的圆柱体仿形织物进行分析可看出,用改造后的多剑杆织机织造出的三维机织预制件的组织结构比较均匀,有利于后期的复合固化,如图9所示。织边纱在织物一侧横向呈“W”走势,并与经纱呈圆弧状紧密贴合,达到了预期效果。图7和图9对比可看出,经纱层间的实际距离比模型中的要小,理论上看,织边纱比纬纱纱线越细越能接近织物横截面的预设计造型。

图9 圆柱体仿形织物的试织织物Fig.9 Woven cylinder profile fabric. (a) Profile of fabric; (b) Weaving region molding
纱线的抗磨损能力是直接影响复合材料性能的关键因素,特别是织造如碳纤维、玻璃纤维等高性能纤维。在对圆柱体仿形织物的实际织造过程中可看出,虽然在织机后方加装了分层定位装置以及多眼综丝的应用大大减小了纱线间的磨损和开口高度、次数,但是开口时纱线在综眼中除受竖直切向力还有部分横向切向力,因此可考虑在分层机构与开口机构之间加一个装置如目板或等距的栅栏,以减少纱线因循环开口造成综眼对纱线的横向磨损。
4 结 论
对现有三维机织物造型工艺和小样织机试织结果的研究分析可看出,织边纱不但有锁边功能而且还可用于造型。在改造后的织机上利用“织边造型”工艺可织造除在常规织机上可织造的基本的横截面形状,如T形、L形、Π形、I形等三维机织物外,还能织造横截面的边为直线或弧形的机织物,如M形、V形和月牙形等。如果集成织边造型和压扁—织造—还原2种工艺,可织造不同壁厚的管状机织物。织边造型工艺的应用提高了织机对织物种类的适应性,也在一定程度上打破了在二维织机上织造实心或空心三维机织物对层数的限制。
FZXB
[1] BEYER S, SCHMIDTH S, MAIDI F, et al. Advanced composite materials for current and future propulsion and industrial applications[J]. Adv Sci Technol, 2006, 50: 178-171.
[2] UCHIDA H, YAMAMOTO T, TAKASHIMA H. Development of low cost damage resistant composites. Muratec Murata Machinery Ltd(2000-01-01)[2010-06-30]. http://www.muratec.net.
[3] 徐艺榕,孙颖,韩朝锋, 等. 复合材料用三维机织物成型性的研究进展[J].纺织学报, 2014, 35(9): 165-172. XU Yirong, SUN Ying, HAN Chaofeng, et al. Research progress of formability of three-dimensional woven fabrics for composites[J]. Journal of Textile Research, 2014, 35(9): 165-172.
[4] 王美红. 三维机织预型件的织造技术[J].产业用纺织品, 2013(4): 1-9. WANG Meihong. Weaving technology of 3D woven preform[J]. Technical Textiles, 2013(4): 1-9.
[5] BILISIK K. Multiaxis three-dimensional weaving for composites: a review[J]. Textile Research Journal, 2012, 82(7): 725-743.
[6] 卜佳仙,崔建伟. 三维多向结构预制件的织造加工技术[J]. 产业用纺织品, 1999, 17(10): 9-12. BU Jiaxian, CUI Jianwei. The weaving processing technology of three-dimensional multi-directional structure preform[J]. Technical Textiles, 1999, 17(10): 9-12.
[7] RUZAND J M, GUENOT G. Multiaxial three-dimensional fabric and process for its manufacture: International Patent, WO 94/20658[P]. 1994-09-15.
[8] 刘健,黄故. 多剑杆织机三维织造研究[J].上海纺织科技, 2005(2): 8-10. LIU Jian, HUANG Gu. Research on the 3-D weaving technique on multi-rapier loom[J]. Shanghai Textile Science & Technology, 2005(2): 8-10.
[9] ABILDSKOW D. Three dimensional woven fabric connector: US 5533693[P]. 1996-07-09.
[10] 董敬贵. 机织三通管织物的设计与织造[J]. 广西纺织科技, 2008(4): 19-21. DONG Jinggui. The design and weaving of three-way tube woven fabric[J]. Guangxi Textile Science and Technology, 2008(4): 19-21.
[11] 吕丽华,闫淑娟,崔婧蕊, 等. 日字形间隔机织物设计要点[J]. 棉纺织技术, 2014(7): 14-16. LÜ Lihua, YAN Shujuan, CUI Jingrui, et al. Design key points of 日 shape spacer woven fabric[J]. Cotton Textile Technology, 2014(7): 14-16.
[12] BILISIK K. Multiaxis three dimensional (3-D) circular woven preforms-radial crossing weaving and radial in-out weaving: preliminary investigation of feasibility of weaving and methods[J]. J Text Inst, 2010, 101(11): 967-987.
Design of 3-D woven fabric selvage modeling process
DONG Hongkun1, HE Xinhai2, ZHONG Peng2, QU Zhigang2, XING Yuanyuan2
(1. Institute of Special Electric, Xiangtan Electric Manufacturing Co., Ltd., Xiangtan, Hunan 411101, China; 2. College of Mechanical & Electrical Engineering, Xi′an Polytechnic University, Xi′an, Shaanxi 710048, China)
In order to satisfy the market needs to different kinds of 3-D woven fabric, and improve the adaptability of the multi-rapier loom for products, the paper proposed a novel modeling process named selvage modeling for weaving 3-D woven fabric on the multi-rapier loom, based on the analysis on the existed advantages and disadvantages of various modeling processes. Combining with the need of the novel process, this paper improved the structural design of the selvage and beating-up system in current multi-rapier loom. Meanwhile, it simply introduced the weaving process of the novel process. By weaving cylinder repletion fabric on a small sample loom, a cylinder repletion fabric was woven according to the selvage modeling process. The results show that the application of the selvage modeling process in weaving composite preform can improve the adaptability of the loom to more fabric product types to a certain extent. In addition, it can solve the problem that the loom couldn′t weave large-wall thickness hollow woven fabric due to the restrictions of the layer number.
3-D woven fabric; multi-rapier loom; molding process; composite; fabric selvage modeling process
10.13475/j.fzxb.20160401105
2016-04-05
2016-08-07
陕西省产业用纺织品协同创新中心科研资助项目(2015ZX-02);中国纺织工业联合会科技指导项目(2015116, 2016052);陕西省工业攻关项目(201GY-014)
董红坤(1988—),男,硕士生。主要研究方向为三维织物设备的设计与研发。贺辛亥,通信作者,E-mail:hexinhai@xpu.edu.cn。
TS 105.1
A
