纸机湿部配置对安全线防伪纸质量的影响
2017-06-05杨树忠
杨树忠
(天津造纸厂有限公司,天津,300350)
·安全线防伪纸·
纸机湿部配置对安全线防伪纸质量的影响
杨树忠
(天津造纸厂有限公司,天津,300350)
通过对实验纸机(纸机A)与生产纸机(纸机B)不同湿部设备配置与生产比较,分析了影响镂空开天窗安全线防伪纸质量的各种因素及控制要点。实践表明,要想生产出一张合格的镂空开天窗安全线防伪纸,压在安全线上的凸起埋线浆块能顺利地成形、定形、压榨是生产的关键;在这三个工序中的设备配置上“处处都要有真空”是一个保证生产高质量镂空开天窗防伪纸的重要条件。
纸机;安全线;防伪纸
(E-mail: yangshuzhong123@163.com)
防伪是一种特殊的应用技术,伴随着现代计算机图形处理技术、彩色复印、高精度扫描、高分辨率打印、数字化印刷技术的迅速发展,使原有的防伪措施很容易失密,研究和开发各种新型、高效的防伪技术已成为社会经济发展的迫切需要。由于纸张用途广泛、使用方便、符合环保,而且具有技术、材料双重防伪特性,因此,防伪纸张及其防伪技术一直受到人们的青睐和重视。目前,镂空开天窗安全线防伪纸及其防伪技术是多学科交叉技术的产物,是未来防伪材料的主流产品。镂空开天窗安全线防伪纸主要用于各种证件、证券、证书、票据、商标、产品说明、外观包装等,其涉及的领域越来越广[1]。
镂空开天窗安全线防伪纸是在纸张生产中埋入安全线的一种制造技术,生产工艺复杂控制水平要求高且需要专门的装置,同时安全线本身的制造过程也具有较高的技术含量,一般造假者不容易模仿制造。生产中为了达到不同的防伪要求,安全线的种类有多种可供选用,包括:字母微缩安全线、磁性安全线、金属安全线、全息激光图案安全线、荧光安全线、局部镀金属安全线、加网孔安全线,其形状以直线形居多,也有波浪形和锯齿形安全线等形状。目前世界上多数国家的钞票都使用镂空开天窗安全线防伪纸来防伪[2]。
安全线防伪纸分为单面镂空开天窗安全线防伪纸、双面镂空开天窗安全线防伪纸和只把安全线夹在纸中间的安全线防伪纸共3种。本文要讨论的安全线防伪纸特指单面镂空开天窗安全线防伪纸,以下简称安全线防伪纸。
安全线防伪纸属于小批量、产品图案变化多的纸种。一台纸机要按照不同用户的需要生产多种不同类型的防伪纸,除加有安全线以外,有的用户还要求纸面上带有不同图案的水印。本研究通过变动实验纸机(纸机A)的湿部设备配置并与生产纸机(纸机B)进行比较,分析影响安全线防伪纸质量的各种因素及控制要点。
1 纸机的主要配置与工艺
1.1 纸机 A
纸机A是一台抄宽800 mm的圆网与斜网复合中试实验纸机,可通过改变设备配置及运行方式生产不同要求的各种特种纸。实验生产安全线防伪纸的纸机A只选用其圆网部分,结构简图见图1 。基本配置为:小活动弧形板圆网槽、网笼直径800 mm、普通伏辊配转移揭纸毛毯、揭纸毛毯的湿纸幅脱水段配有两组真空吸水箱、普通压榨、3个直径1 m的烘缸和1个卷纸辊。配有机外三辊软压光机。实验运行工艺条件如下:
(1)浆种:针叶木浆、阔叶木浆。
(2)浆料配比:针叶木浆∶阔叶木浆=30∶70。
(3)混合打浆:打浆度控制在35°SR。
(4)打浆湿重:2~2.5 g。
(5)纸张灰分:5%~7%。
(6)AKD施胶度:1.5 mm(划线法)。
(7)填料:滑石粉。
(8)纸张定量:80 g/m2。
(9)车速:15 m/min。
(10)烘缸通汽压力:0.15 MPa。
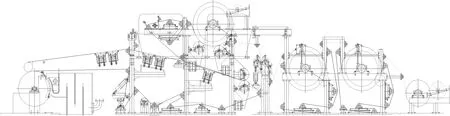
图1 纸机A结构简图
1.2 纸机B
纸机B是一台抄宽1760 mm、网笼直径1250 mm的单圆网多缸造纸机,用于生产安全线防伪纸和水印防伪纸。
纸机的主要设备配置为:阶梯扩散器上浆,顺流网槽,网笼由三层网组成,内层16~18目,中层40目,外层60~70目。采用真空伏辊,伏辊轴的两端与网槽两侧设有弹簧支撑用于调节伏辊与网笼之间的线压,防止压坏铜网上面的凹槽。上浆空气部分设有一个挤水辊。揭纸采用聚酯网,真空引纸,K型三辊二压区压榨,22个烘缸, 第18个烘缸后,加表面施胶并配有干燥道,配机内软辊压光。这台圆网机一般用于生产定量80 g/m2以上的安全线防伪纸。
生产中的主要工艺条件如下:
(1)生产高档防伪纸时用100%棉浆,打浆度65°SR。
(2)一般商标用防伪纸用针叶木浆和阔叶木浆生产。浆料配比:针叶木浆∶阔叶木浆=30∶70 。分别打浆。针叶木浆打浆度60°SR,湿重4~6 g,纤维长度1.2~1.5 mm。
(3)3台大锥度精浆机串联(中间无泵和浆槽),循环打浆。
(4)纸张灰分:5%~7% 。填料为滑石粉或碳酸钙。AKD施胶。
(5)纸张纵横裂断长大于10 km,纵横裂断长之差控制在200 m以内。
(6)车速:60 m/min。
(7)纸张定量:80 g/m2。
(8)成纸率:60%~70%。
(9)有浆内施胶,也有表面施胶。
1.3 铜网凹槽的制作与铜网焊接
(1)铜网规格
铜网规格:70目,方孔。
(2)压槽要求
压制的铜网凹槽周边不能有断铜丝,压槽深度根据生产纸张定量要求一般控制在1.0~2.0 mm之间,如生产80 g/m2的纸,压槽深度为1.35 mm。铜网凹槽压制要整齐,凹的底部尺寸偏小,上边开口部位尺寸要偏大;压制的长方体凹槽各边部的拐角处要圆形过渡、不要有死角,这样不易挂浆。铜网凹槽压制示意图见图2。压制铜网凹槽时一定要控制好模具的下压速度和冲力,不要把铜丝压断,如有个别铜丝被压断,要仔细修整,以免挂浆。生产安全线防伪纸的非开天窗镂空部分,也就是压住安全线上的浆块被挂浆后在它的边部就不整齐,同时也影响开天窗镂空部分周围的整齐性,生产上如果在成形部就不整齐,经过后续的工序就加重了安全线部位的缺陷。

图2 铜网凹槽压制示意图
(3)铜网凹槽与网笼的匹配
在设计制作铜网凹槽的分布时,一定要与网笼的制作相匹配。铜网上的规则且沿着圆周方向排列的凹槽平铺在网笼后,铜网凹槽下面的网笼要避开网笼的支撑筋,以免运转到伏辊处时支撑筋硌坏铜网凹槽。
(4)铜网的焊接
安全线防伪纸生产用的铜网是方形孔,使用的铜网在长宽方向上,铜丝成45°角方向交叉编织而成,压好凹槽的铜网,铜网圆周方向的对接边要顺着铜网丝的方向裁成45°角并进行银焊(见图3),焊接成圆筒状的铜网直径略大于网笼即可,以能顺利地套入网笼为标准,但也不要过大,如直径800 mm的网笼套上铜网后拉向一侧可有1.5 cm的间距则正好。
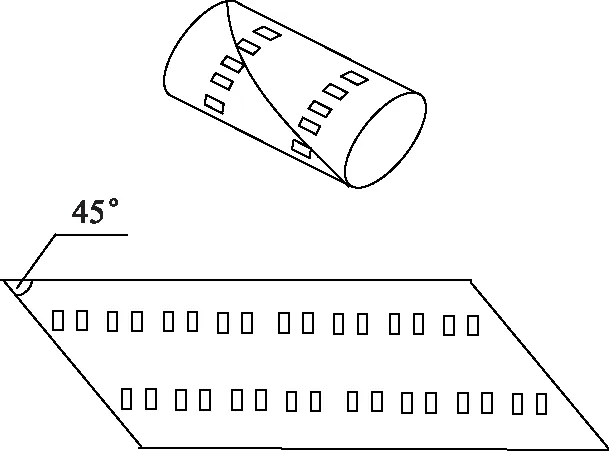
图3 铜网的展开与(焊成)筒状图
图4为铜网的安装焊接示意图。压制好凹槽并焊接成圆筒状的铜网与网笼焊接时,首先要把网笼从纸机上取下来放在车间的平地上,再把铜网套在网笼上。焊接铜网时备有4个加固铁环,2个一组放在网笼的两边,加固铁环上设有8个顶丝和8个加固螺丝,见图4(a)。套好铜网的网笼,抬起网笼的中心轴让中心轴的两边架在支架上,用于下一步的焊接操作。加固铁环2和加固铁环3夹住环状铜网的边部,拧紧加固螺丝4把套在网笼上的铜网边部夹紧,用加固顶丝5顶住网笼的外缘边,旋转加固顶丝5,带动紧夹住铜网边部的加固铁环2和加固铁环3把铜网向外拉动,铜网受到沿着轴心方向的拉力后就紧贴在网笼上。紧接着就用锡焊在网笼边部的焊接带6处把铜网和网笼焊住,参见图4(b)。焊接好的铜网用切刀把网笼两侧的加固铁环2沿着网笼的焊接带6与加固铁环2之间沿着边部裁下来,铜网就固定好了,焊好后的铜网见图4(b)。每个铜网只能配一个网笼,铜网不能重复使用、而网笼是反复使用的。焊接好的铜网要仔细检查铜网上的凹槽,对于安装铜网时变形过大的凹槽要进行修复。

图4 铜网的安装焊接示意图
铜网与网笼的焊接是在纸机车间进行的,为便于更换铜网,一般用锡焊焊接。所用的焊接工具是在气焊的喷嘴前用铁挟子固定上一个铜焊头,见图5。这样的工具使用方便也易于现场操作。

图5 焊枪结构示意图
2 安全线防伪纸中凸起埋线浆块的成形、定形与压榨
安全线防伪纸的生产原理简图如图6所示。本文以下将由铜网凹槽中抄出的浆块称为:凸起埋线浆块。凸起埋线浆块的成形、定形与压榨过程如下:
(1)安全线防伪纸是在圆网纸机圆网部的浆槽内成形的,运转中的铜网形成湿纸幅、浆料充满铜网凹槽。操作人员把安全线送入网槽并贴附在网笼的铜网凹槽上,与网笼上的铜网同步运转。圆网机上网的浆料以0.2%~0.5%的浓度进入网槽,在网槽内与转动的铜网和安全线接触,在铜网内外水位差的作用下浆料流向铜网并充满铜网凹槽,同时产生过滤脱水作用,纤维便在网面上覆上一层湿浆。铜网部实质上是一个过滤装置,浆料过滤到铜网内的白水自网槽侧面的开孔连续地排出,转动的铜网上就不断地形成湿纸幅。由于网笼上铜网的凹槽是断续且均布在铜网的圆周上,而安全线是连续的沿着圆网的周长覆盖在铜网和间断的凹槽上,这样紧贴在铜网面上的安全线就被置在了铜网和湿纸幅之间,即安全线在湿纸幅的表面形成安全线的镂空开天窗部分,形成的结构是:铜网-安全线(成纸后镂空开天窗部分)-湿纸幅。网笼铜网凹槽上的安全线下面有凹空的间隙不与凹槽底侧的铜网接触,此时凹槽中已充满了浆料,这样就把安全线夹在了凹槽内的湿浆与安全线外侧的湿纸幅之间,形成的结构是:凹槽底侧的铜网-凹槽中的浆-安全线-湿纸幅。凸起埋线浆块经压榨干燥后在纸张上是一个暗影,如果生产的纸张定量大时则这个暗影很浅,见图7。安全线防伪纸用于商标防伪印刷时,如果设计成与暗影相匹配的图案,就有可能看不清楚这个暗影,因为这个暗影与商标图案已被设计成一体化的图饰。

图6 安全线防伪纸生产原理简图

图7 凸起埋线浆块与暗影
(2)网笼上的湿纸幅旋转离开浆槽的浆料后,湿纸幅与空气接触,湿纸幅进行自然脱水浓缩,从外部向湿纸幅方向看,只能看见一层湿纸幅而看不到安全线,这时的安全线已被湿纸幅覆盖在网笼的铜网上。
(3)带有安全线的湿纸幅经自然脱水浓缩后,网笼上的湿纸幅旋转到伏辊处,湿纸幅被伏辊挤压进一步脱水,同时湿纸幅被转移到伏辊的毛毯上,这时的湿纸幅含水量还很大,如果纸机配置的不是真空伏辊、且车速稍大的情况下,压在安全线上的凸起埋线浆块就会下滑,而安全线处形成的镂空开天窗部分就会出现毛边,镂空安全线处的浆则很不整齐,现场的操作人员形容此时的镂空安全线就像“烂眼边”,生产出来的纸张其安全线周围看上去很不美观。
(4)揭纸毛毯下方装有真空吸水箱,如果生产定量大的纸,在引纸前还可以在毛毯的上下各安装一个真空脱水压辊用以强化脱水能力。运行在毛毯上的湿纸幅经脱水浓缩后,压在安全线上的凸起湿浆块被定形。在成形阶段,如果网笼铜网上压在安全线上的凸起埋线浆块能顺利地转移到毛毯上而没有变形,则经过毛毯的吸水箱后,会呈现出一排排压在安全线上整齐的比网笼上铜网凹槽形状尺寸略小一点的凸起的长方形浆块。
(5)湿纸幅进入压榨之前,从纸机旁观看毛毯上的湿纸幅会看到,顺着毛毯运行的方向安全线整齐地平铺在湿纸幅上,沿着湿纸幅的安全线上有一排排整齐的凸起的长方形浆块,在凸起的长方形浆块之间是镂空的安全线。此时,凸起的长方形浆块含水量比其下面的湿纸幅要大,在进压榨后如何使之不变形而平压在安全线的上方是配置压榨设备和工艺操作的一个关键,若配置不当则凸起埋线浆块就会被压花,而且出来的镂空的安全线其边部的浆也不整齐(“烂眼边”现象)。所以,由于这些因素的存在,在生产操作中制约了运行车速以及产品质量。
(6)出压榨部进入干燥部时,防止安全线部位出现褶皱和安全线脱离是要特别注意的一个问题。对于趋向于黏状打浆的浆料,在烘缸干燥曲线的控制上,要求湿纸端的烘缸温度越低越好,而且整个干燥过程的温度提高也要缓慢。当然对于趋向于游离状打浆的浆料,在干燥过程中,烘缸的升温速度控制上要宽松的多。
3 影响纸张质量的因素与控制要点
3.1 铜网凹槽深度的影响
铜网凹槽的深度直接影响凸起埋线浆块的定量。凸起埋线浆块定量大,则铜网凹槽的深度就大,反之则小。
安全线防伪纸在网槽内成形,由于安全线的存在阻挡了圆网纸机成形时的过滤作用,因而安全线上的浆料定量势必要小于其周边的湿纸幅定量,安全线越宽而且抄纸定量越低,对纸张成形时的阻挡作用越明显,这样就造成了安全线部位纸张的强度要小于其周边以外的强度。铜网凹槽形成的凸起埋线浆块除了固定安全线之外,实际上也对安全线部位纸张的低强度起到了加强筋作用。即铜网凹槽压制的深,形成的凸起埋线浆块就厚、挺度大。如果凸起埋线浆块定量小就起不到加强筋的作用,生产出来的纸张,安全线部位的挺度比其周边的纸的挺度小,现场取一小纸样用手一折,在安全线的位置就会出现一个死弯折。
铜网凹槽压制时,凹槽深度的控制要与生产纸张的定量相匹配,深度的大小要以纸张整幅挺度保持一致为原则。对于单圆网纸机、生产定量70~90 g/m2的纸而言,在同一台纸机上,实际上定量偏高和安全线偏宽的防伪纸,压制的凹槽深度要比定量小和安全线窄的防伪纸凹槽相对深一些。铜网凹槽深度对安全线防伪纸挺度的影响见图8。
从运行上看,偏深的铜网凹槽操作余地大,但在压制凹槽时越深越容易断铜丝,制作深的铜网凹槽要比浅的铜网凹槽难度大,要求也高。
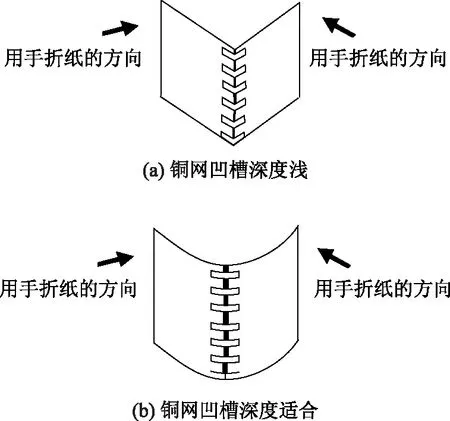
图8 铜网凹槽深度对安全线防伪纸挺度的影响
3.2 安全线宽度和厚度的影响
在纸机A上,用0.2 mm和1.5 mm宽度的安全线分别抄纸,结果发现,0.2 mm宽度的安全线其镂空开天窗部位明显比1.5 mm宽度的安全线镂空开天窗部位整齐美观。安全线越窄其镂空开天窗部位就越整齐,分析其原因有以下几点:
(1)铜网在网槽中形成湿纸幅时,搭在铜网凹槽上的安全线越宽,阻挡浆料流入铜网凹槽内的阻力就越大,形成的凸起埋线浆块在安全线周围就不饱满、且含水量高。
(2)铜网上的湿纸幅旋转到伏辊处并向毛毯转移时由于凸起埋线浆块下面是安全线,揭纸时安全线越宽则凸起的浆块变形就越严重,当凸起埋线浆块运转到与地面成90°角的位置时,较宽的安全线则凸起埋线浆块在离心力作用下更容易变形。
(3)在毛毯经过真空吸水箱后,由于安全线较宽形成对水的阻力大,而造成安全线上的凸起埋线浆块比周围含水量高,进压榨后易压花。
(4)较宽的安全线和较厚的安全线,如果材质的柔软性、收缩性与纸张不相同时,在进入干燥部时与纸的变形不一致,纸张会不平整,严重时纸张会出现皱褶。
3.3 网笼上浆方式的影响
仔细观察对比经过伏辊转移到毛毯上的湿纸幅,两台纸机是不同的。纸机B是由顺流式网槽铜网凹槽形成的凸起埋线浆块要比纸机A由小活动弧形板形成的凸起埋线浆块形状要挺硬且饱满。在生产上发现,铜网凹槽形成的凸起埋线浆块含水量大是造成脱离铜网凹槽后凸起埋线浆块变形的一个原因。从纸机B与纸机A运行效果上看,成形段越长,凸起埋线浆块成形的质量越好;网笼直径越大,越有利于凸起埋线浆块成形。纸机B网笼上的湿纸幅离开网槽的浆液面后,在自然脱水的空气段还加有一个挤水辊,这个挤水辊有两个作用,一是增加脱水有利于浆块定形,二是在辊上还可以雕刻各种图案用以增加更多的防伪信息。
3.4 伏辊的影响
纸机B凸起埋线浆块比纸机A凸起埋线浆块的形状挺硬且变形小,除了上浆方式的影响外,纸机B使用真空伏辊也是一个重要的因素。真空伏辊对压在安全线上的凸起埋线浆块有定型作用。定型越好,生产出来的纸的安全线镂空处越整齐美观。
3.5 压榨的影响
安全线防伪纸的镂空开天窗部分,如果毛边不整齐,凸起埋线浆块浆薄压不上线,如果成形与定形部分没有问题,原因是在压榨部位安全线下面的浆或凸起埋线浆块被压花了。带有安全线的纸在安全线上的凸起埋线浆块压榨脱水时,使其不发生横向脱水是运行的关键。若压榨时有横向脱水,就有压花的可能性,横向脱水越大,压花的可能性就越大[3],尤其对于生产镂空安全线防伪纸而言更是如此。如果使用较宽的安全线生产质量好、要求高的防伪纸,其压榨部的配置设计成真空和双毛毯压榨、垂直双向脱水是必要的。
Wahlstromd等人[4-5]把压区脱水过程分为压力控制型和流动控制型两类。压力控制型脱水主要由压榨压力大小决定,而流动控制型主要取决于流体流动阻力。安全线防伪纸压榨时在安全线及凸起埋线浆块的周围按流动控制型压榨配置设备及操作更有利于防止压花现象的出现。双毯正反脱水、大直径压辊、较软的胶层和压缩性大的毛毯配置及逐渐加压的运行方式对流动控制型压榨有利,当然对非安全线及凸起埋线浆块以外的大面积湿纸幅,这样的设备配置和运行只是略显复杂和高配,但对整体湿纸幅的压榨脱水有益。
3.6 安全线输送张力的影响
安全线输送张力的大小主要影响干燥部纸张的平整度。送线张力松紧适度的调控,要求以纸张在干燥时安全线不崩线也不脱线,且安全线的周围不起皱褶为原则。在实际生产中,如果场地拥挤没有安装自动控制的送线装置,对于产品种类变化多的纸机,当生产量不大时,国内有的生产厂家往往把安全线的放线轴悬挂在纸机前面一个简单的铁轴上自由放线,在安全线与纸机网笼之间往悬着的线上挂几个小铁片通过增减小铁片的数量就可以调节放线的松紧程度。
3.7 揭纸毛毯或聚酯网对凸起埋线浆块的影响
纸机A是普通伏辊,揭纸只能用毛毯,因为只有用表面细腻平滑的毛毯,湿纸幅才能顺利地被毛毯带上并随毛毯一起运行,为了更好地给凸起埋线浆块脱水定形,就要增加毛毯的真空吸水箱数量。纸机B是真空伏辊揭纸用聚酯网,聚酯网比毛毯滤水性好,在真空箱的作用下,它更有利于凸起埋线浆块的脱水与定形。
3.8 车速的影响
限制车速提高的原因是压榨部影响最大,特别是生产较宽安全线的防伪纸时更是如此。如果压榨部脱水不利,车速一高就会把安全线周围的浆压花尤其是凸起埋线浆块的部位。压榨部设计成真空条件下的双毛毯脱水,采用流动控制压榨操作,车速可以提高很多。纸机A车速只有15 m/min,如果使用普通压榨,凸起埋线浆块极易出现压花现象,在正式生产上,如果设计为纸机A的形式,采用普通压榨不能满足生产的运行车速及质量要求。
车速不是影响操作的独立因素,只是湿部脱水状况的间接反应,特别是当设备真空系统配置不足时,车速稍有提高,质量就会下降甚至无法运行。
流动控制压榨操作,纸机的湿部车速取决于浆料的脱水速度,在提高成形、定形和压榨脱水速度的有效方法就是在设备的配置上加用真空系统。
凸起埋线浆块从浆料充满铜网凹槽开始成形、并把安全线夹在湿纸幅的中间、经过伏辊揭纸并附着在毛毯上定形、再到压榨,其实质就是一个脱水过程。这个脱水过程受安全线及凸起埋线浆块的干扰,在相同的设备及运行条件下要比周边的湿纸幅脱水慢,整幅纸幅脱水不均匀,想要达到整幅湿纸幅脱水均匀就要使用真空进行强制脱水。
从纸机A和纸机B的配置上看,纸机A在毛毯下只加有两个真空吸水箱、普通伏辊及简单的压榨,这样的设备配置在生产安全线防伪纸上是无法与纸机B相比的。
3.9 打浆的影响
纸机B偏于黏状打浆,打浆度65°SR,湿重4~6 g,抄出的纸张匀度好、强度也好,纸张表面细腻,但容易在干燥时产生褶皱;纤维长度通常控制在1.2~1.5 mm之间,太长的纤维会架在安全线上,生产出的纸张镂空部分不整齐。纸机A由于脱水能力的限制适用于游离状打浆,打浆度控制在35°SR,湿重2~2.5 g,抄出的纸张匀度好,但强度差,表面细腻程度不如纸机B抄出的纸张,但干燥时不易起褶皱。
4 结 语
镂空开天窗防伪纸,由于引入了安全线作为一种防伪信息的载体,它载入的信息量大以及良好的防伪效果而得到广泛的应用。镂空开天窗防伪纸在生产中要经过一系列的工序:首先要有一个良好的成形,其次是顺利地转移到毛毯上进行定形,通过真空引纸进入压榨,实行双毛毯正反垂直并控制成流动控制型脱水,防止湿纸幅出现压花,在干燥阶段还要合理地控制干燥曲线以防止出现皱褶,只有顺利地通过这些工序后才能生产出合格的防伪纸。在这些工序中由铜网凹槽形成的凸起埋线浆块(成纸的暗影部位)其成形、定形、压榨是关键。在这三个工序的设备配置上 “处处都要有真空”是一个保证高质量防伪纸的重要条件。
[1] CHEN Gang, XIE Guo-hui, WU Shu-bin.Anti-Counterfeiting Papers and Their Anti-Counterfeiting Techniques[J].China Pulp & Paper, 2001, 20(4): 52.陈 港, 谢国辉, 武书彬.防伪纸张及其防伪技术[J].中国造纸, 2001, 20(4): 52.
[2] LIU Bei-ping, WANG Hai-yi, XIANG Xiao-ming.The Development Prospect of Anti-Counterfeiting Paper[J].China Pulp & Paper, 2007, 26(6): 49.刘北平, 王海毅, 相小明.防伪纸张及其发展前景[J].中国造纸, 2007, 26(6): 49.
[3] CASEY J P.Pulp and Paper Chemistry and Chemical Technology[M].Third Edition, VolumeⅡ Awoley-interscience Publication, 1980.凯 西.制浆造纸化学工艺学[M].第二卷.3版.董芝元, 等, 译.北京: 中国轻工业出版社, 1988.
[4] Thorp B A.Paper Machine Operation[M].Joint Textbook Committee of the Paper Industry Press, 1997.绍帕B A.最新纸机抄造工艺[M].曹邦威, 译.北京: 中国轻工业出版社, 2009.

(责任编辑:常 青)
Influence of Wet End Configuration of Paper Machine on Quality of Safety Line Anti Fake Paper
YANG Shu-zhong
(TianjinPaperMillCo.,Ltd.,Tianjin, 300350)
Based on the various wet end equipment configurations and production test of paper machine A and paper machine B, various factors affecting the hollow blank safety line anti-counterfeiting paper quality and control key points were analyzed.The production practice showed that in order to produce a qualified hollow blank safety line anti-counterfeit paper, smoothly forming, settling and pressing of the raised clumps of pulp on the surface of the safety line was critical for production.All of the equipments for those three steps were working under vacuum, it was a important condition to ensure quality open skylight anti-counterfeit paper production.
paper machine; safety line; anti fake paper
杨树忠先生,教授级高级工程师;主要从事制浆造纸工艺及造纸化学品新技术的开发与研究工作。
2016-12- 02(修改稿)
TS761
A
10.11980/j.issn.0254- 508X.2017.05.008
