基于PF753实现的复卷机传动控制系统及其应用
2017-06-05艾比布勒赛塔尔巴可热木艾克拜尔刘亚伟钱念书
赵 丹 艾比布勒·赛塔尔 巴可热木·艾克拜尔 刘亚伟 钱念书
(国网乌鲁木齐供电公司,新疆乌鲁木齐,830000)
·复卷机传动控制系统·
基于PF753实现的复卷机传动控制系统及其应用
赵 丹 艾比布勒·赛塔尔 巴可热木·艾克拜尔 刘亚伟 钱念书
(国网乌鲁木齐供电公司,新疆乌鲁木齐,830000)
以罗克韦尔公司的PF753变频器为基础,以复卷机电控系统为研究对象,分析复卷机的工作原理和传动工艺,从硬件设计和软件实现两个方面分析并设计出一套基于PF753变频器实现的复卷传动控制系统。通过现场调试,包括PF753变频器自整定调试、PF753基本参数的设定、速度基准值选择及调速参数的设定、通信模块功能参数的设定,复卷机能够稳定运行,生产出合格纸卷。
复卷机;PF753;控制系统;调试
(*E-mail: 1148180427@qq.com)
复卷传动主要应用于造纸、钢铁等行业的具有卷材卷曲或分切工艺的设备,生产出符合规格要求的成品卷材。以造纸行业为例,复卷传动主要应用于复卷机自动控制系统中,控制系统能否正常稳定运行,直接影响着成品纸卷的质量。因此,复卷机传动控制的研究对于提高产品质量显得十分必要。笔者根据企业实习的经历和实践项目的机会,在河北辛集某纸厂复卷机传动项目中设计出一套基于罗克韦尔PF753变频器的复卷机传动控制系统,实现复卷机稳定运行,生产出合格纸卷。
1 复卷机介绍
1.1 复卷机传动原理

图1 复卷机结构示意图
本课题以下引纸复卷机为例,其结构示意图如图1所示。纸幅从退纸卷上引出来,经过导纸辊、舒展辊、圆刀、张力辊及弧形辊后进入底辊,再经过后底辊与纸芯接触并开始复卷[1]。
复卷机工作时,将待复卷的纸卷放在液压无轴退纸架上,退纸架上配有交流变频电机、光电编码器及张力传感器以使纸幅保持均匀的张力,并在断纸时能使纸幅快速制动。纸幅由退纸辊引出,通过递纸装置和导纸辊装置,经过舒展辊舒展后,通过纵切圆刀,再经过弧形辊,绕过后支承辊而缠卷在成品卷纸筒上,由两个底辊驱动而牵动纸张前进。
1.2 复卷机传动控制工艺
由于不同类型的纸张选用相应类型的复卷机进行复卷,复卷出的成品纸卷的质量指标不同,因此对复卷机传动控制系统的要求也不同,本课题以下引纸复卷机传动控制系统为例。合格的成品纸卷必须具有足够的硬度,满足内紧外松,径向硬度分布均匀,以保证运输过程中不变形、不崩裂,在印刷设备或其他加工设备上能平稳运行[2]。
复卷机传动控制系统由前底辊、后底辊、退纸辊3个传动点组成,其中后底辊为主令单元,总体上采用转速电流双闭环控制。在后底辊需加入定积分环节、S型升降速环节;前、后两底辊要加速差控制和负荷分配控制;退纸辊需加弱磁控制、转矩控制、电流控制、点动控制、退卷张力控制。退纸卷张力控制可以采用直接张力控制或间接张力控制;压纸辊的压力控制采用带电液比例阀的液压控制系统;圆刀采用交流变频传动,其车速紧随后底辊车速的变化而变化,并高出几个百分点[3]。
2 传动控制系统硬件设计
2.1 控制系统的基本参数
河北辛集某纸厂复卷机,设计要求纸幅宽度2600 mm,设计车速900 m/min。前底辊现场电机参数:额定电压380 V、额定功率15 kW、额定转速970 r/min;后底辊现场电机参数:额定电压380 V、额定功率15 kW、额定转速970 r/min;退纸辊现场电机参数:额定电压380 V、额定功率22 kW、额定转速975 r/min。复卷机现场工况如图2所示。

图2 辛集某纸厂复卷机设备
2.2 传动控制系统硬件总体设计
控制系统采用罗克韦尔PF753变频器和PF525变频器作为各传动点的驱动单元,采用1769-L24ER-QB1B可编程控制器作为总控制器,2711pK10C4D8操作屏作为人机界面。变频器通信模块选用20750ENETR以太网适配器,各单元之间采用EtherNet进行通信,使用RSLinx组态软件和RS5000编程软件对传动控制系统进行组态和编程设计。复卷机传动系统总体设计图如图3所示。

图3 复卷机传动系统总体设计
传动控制系统主体设计分为:前底辊、后底辊、退纸辊速度给定控制设计,前底辊负荷分配设计,退纸辊恒张力控制设计,压纸辊压力曲线模型设计。
2.3 PF753变频器硬件接线
前底辊、后底辊、退纸辊变频器的硬件接线图基本一致,如图4所示。该硬件接线图包括电机、电机风机、编码器、辅助控制、直流母线及制动单元等接线。采用直流母线供电方式,可以使系统内各电机或电机组各自实现正向电动、制动以及反向电动、制动的四象限运行,并使处于发电状态的电机能量经母线直接供给处于电动状态的电机,大大提高了能量的再利用率,具有明显的节能效果。同时,在复卷机正常运行时,退纸辊制动电流(发电状态)反馈到母线上,其电能正好可以提供给前后底辊(电动状态)使用。为了防止传动控制系统中部分传动点处于动态过程时,大功率装置在回馈制动状态工作,则易引起能量向小功率装置涌流,引起小功率装置过流跳闸。在本复卷机控制系统中由于退纸辊和前后底辊调速装置功率相差较大,存在能量涌流的现象,因此在母线上连接了制动斩波器和制动电阻,采用能耗制动,防止急停时能量回馈导致升压,从而损坏装置。
3 传动控制系统软件设计
结合复卷机传动控制的工艺和控制要求(如图5所示),进行软件程序设计。
如图5所示,对于压纸辊压力控制,从触摸屏上给定纸张定量和检测到的直径反馈值得到压力自动输出值,通过压力手动和自动切换的选择,得到2种方式的压力给定值。对于前后底辊转矩差控制,可以选择3 种速度:运行速度、底辊单动速度和引纸速度。选择的速度经过斜坡函数得到线速度的斜坡输出值,斜坡输出值再乘以后底辊速度校准系数就是后底辊的给定速度。而线速度的斜坡输出值乘以前底辊速度校准系数就是前底辊速度给定,再乘以前底辊工艺系数就得到前底辊的给定速度。对于恒张力控制,通过张力选择模块分别依情况选择0、静张力、运行张力3种张力,经滤波函数后乘以1%将张力值变为百分数的表达形式,再经过斜坡。结合后底辊的加速度对张力变化进行动态补偿,补偿的值经过斜坡函数后叠加到没补偿的值上去,经过限幅,可以分别实现转矩正限幅和转矩负限幅[4]。

图4 变频器硬件接线图
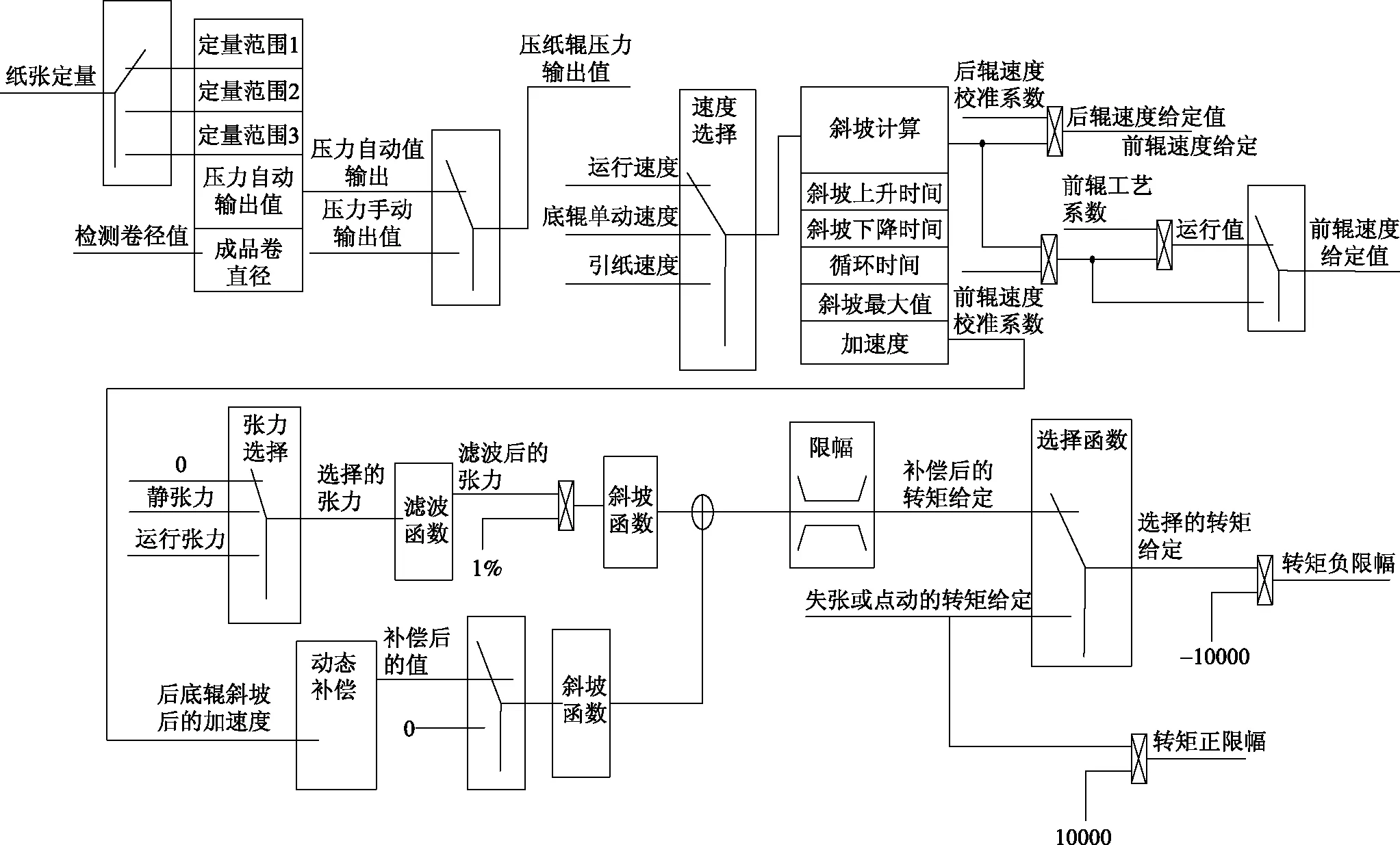
图5 复卷机传动控制框架图
4 项目实际应用案例分析
结合现场基本参数和以上对基于罗克韦尔PF753变频器复卷机传动控制系统的设计分析,基于PF753变频器实现的复卷机传动控制的应用描述如下。
4.1 人机界面
触摸屏选择罗克韦尔公司的PANELVIEW PLUS COMPACT 1000,该触摸屏适合需要以图形化方式监视、控制和显示信息的应用,可以帮助操作员快速了解应用的状态,是连接CompactLogix控制器的最佳HMI。PANELVIEW PLUS COMPACT 1000触摸屏有1个RS232串口、1个以太网端口、2个USB端口、直流输入电源和CF卡1型插槽。打开Factory Talk View 组态软件,首先使用名为Specify Factory Talk Directory Location的工具设置本台计算机的名称。之后创建一个新的应用项目,确定为单机应用项目,在单机项目创建时自动生成一个HMI服务器,HMI服务器可以存储工程组件(例如:图形显示画面),并将这些组件提供给客户,该服务器还包含一个标签数据库,执行报警检测和历史数据管理(日志)。在RSLinx Classic中,为每一个想要建立通信的设备创建一个OPC主题。在Factory Talk View Studio中建立一个OPC数据服务器。有了该数据服务器,就可能在 Factory Talk View中看见RSLinx Classic OPC主题。使用Factory Talk View绘图工具创建图形对象和文本。用户可以创建如椭圆和矩形等简单对象,或者创建如趋势和报警汇总等复杂的对象,也可以从Factory Talk View图形库中将已经制作好的对象拖拽到图形显示画面中。组态的复卷机控制画面如图6所示。
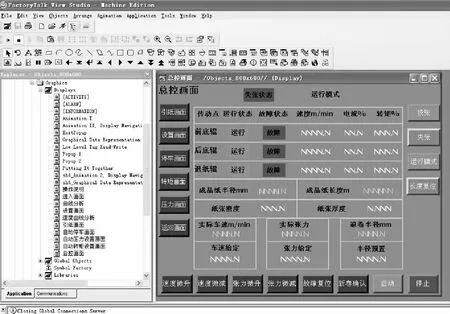
图6 组态的复卷机控制画面图示

图7 控制系统硬件组态
4.2 控制系统硬件组态
程序的设计都是在RSLogix5000软件中编写,使用1769CompactLogix一体化控制器,使用时需将所有的以太网网口和交换机连接,交换机可以通过一台电脑访问诸多设备。打开RSLogix5000软件,首先选择所需要的通信网络,如Device Net网络或Ether NET/IP网络。本项目中,选择Ether NET/IP网络,在I/O配置下点击E网,添加1769PLC和AB变频器,由于传动点有前底辊、后底辊、退纸辊、压纸辊,因此,添加3台PF753变频器作为前底辊、后底辊、退纸辊的驱动,PF525作为压纸辊的驱动。控制系统硬件组态如图7所示[5]。
4.3 现场调试
4.3.1 PF753变频器自整定调试
当电机控制模式为感应电机磁通矢量控制模式时,PF753变频器参数70可进行自整定调试,通过自整定调试设置IR压降、IXO压降、磁通电流基准值等。本系统变频器采用旋转调节自整定方式,带编码器反馈,除以上参数自动设置外,还可自动设置满负载滑差补偿值。在进行自整定调节之前,将电流限幅值设置为100%,否则报过流故障。
4.3.2 PF753变频器系统功能设定
(1)基本参数设定
以前底辊电机为例:额定功率15 kW,额定电压380 V,额定电流31 A,额定转速970 r/min。参数p25~p35为变频器电机控制参数,其中p25表示电机铭牌电压,p26表示电机铭牌电流,p27表示电机铭牌频率,p28表示电机铭牌转速,p30表示电机铭牌功率,p31表示电机极数,p35表示电机控制模式的选择。参数p300、p308和p370为变频器配置参数,其中,p300表示定义速度单位,p308表示定义方向模式,p370表示定义电机停车方式。参数p535和p537为速度控制参数,p535表示电机的加速时间,p537表示电机的减速时间。其具体参数设置如表1所示[6]。
(2)速度基准值选择及调速设定
采用以太网通信,模块20750ENETR插在5#插槽,速度给定由PLC给定,故速度基准值选择参数为875(插槽5基准值),参数p545为速度基准值的选择,参数p636表示速度器调节带宽,参数p645为速度调节器的比例增益,p647为速度调节器的积分增益。为了保护变频器和设备,必须设定速度电流和速度限制值,参数p413表示电机过载因子,参数p422表示电流限制值,p520表示最大正向转速,p522表示最小正向转速。本系统设计当外部急停时,必须断开变频器运行使能,保证设备安全;当变频器故障时,接通外部继电器,断开直流母线接触器,保护变频器,参数p155表示数字量DI输入启用,p230表示继电器输出选择。其具体参数设置如表2所示[6]。
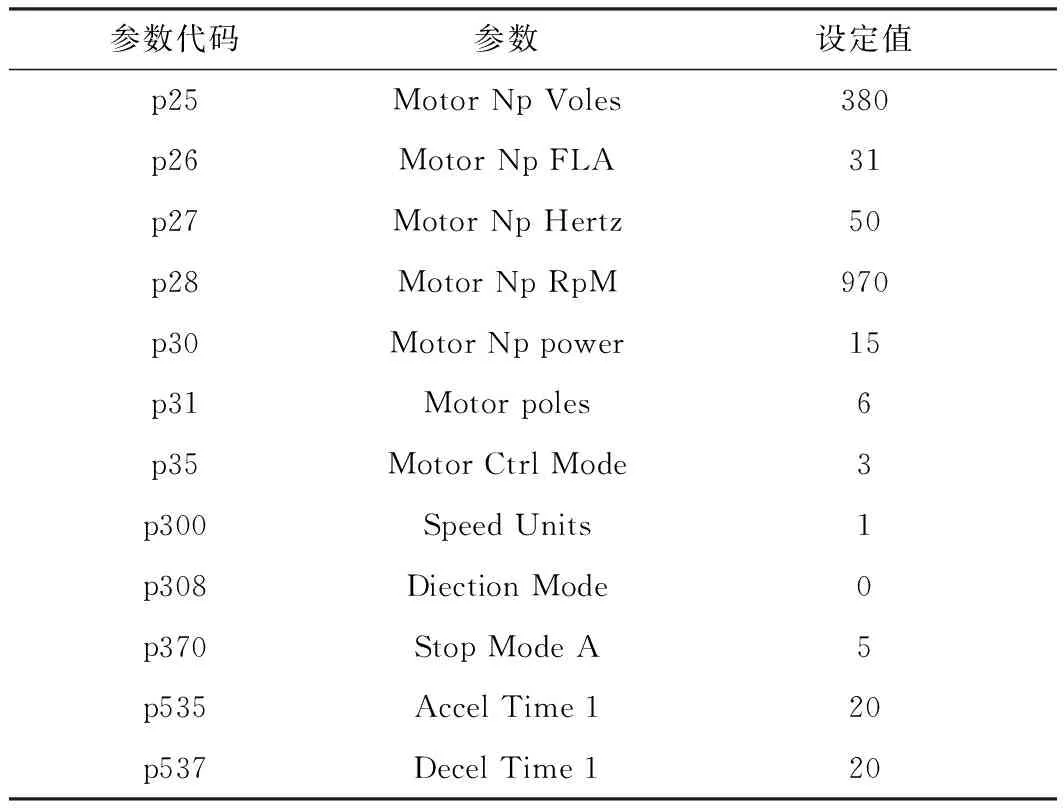
表1 基本参数设置
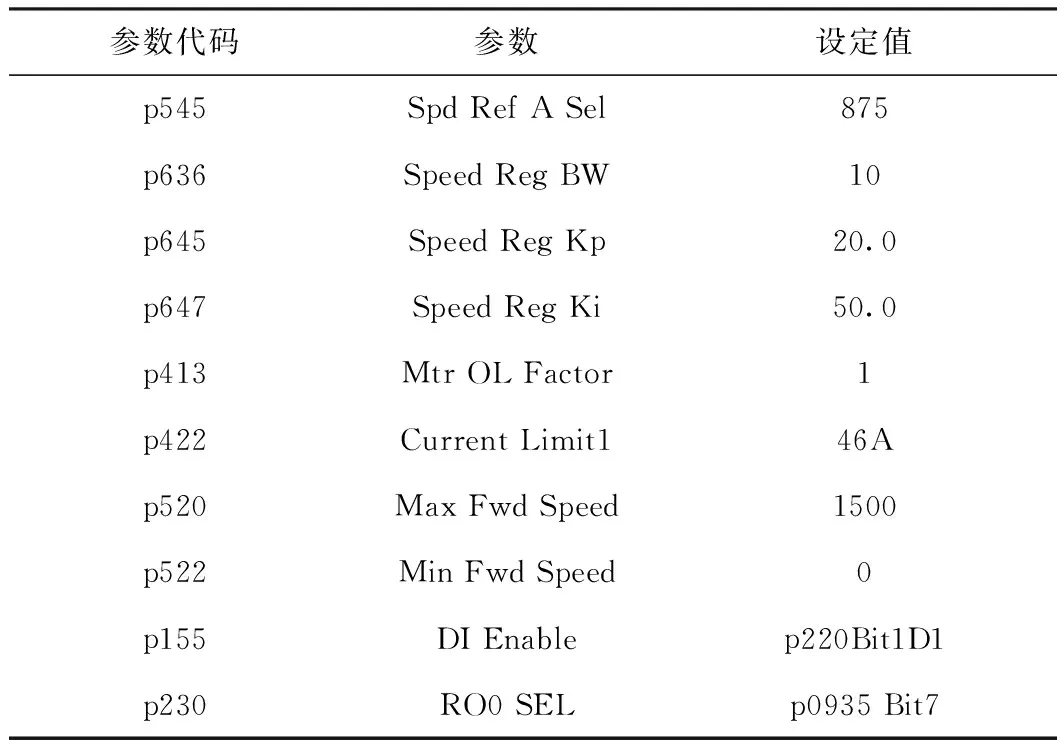
表2 速度基准参数的设置
(3)通信模块功能设定
采用以太网通信,通信模块插入5#插槽,设定参数必须与PLC组态设定参数相同,否则通信不正常。其具体的参数设置如表3所示。
经过调试,复卷机能够正常稳定运行,达到设计车速,并能够生产出合格的纸卷。
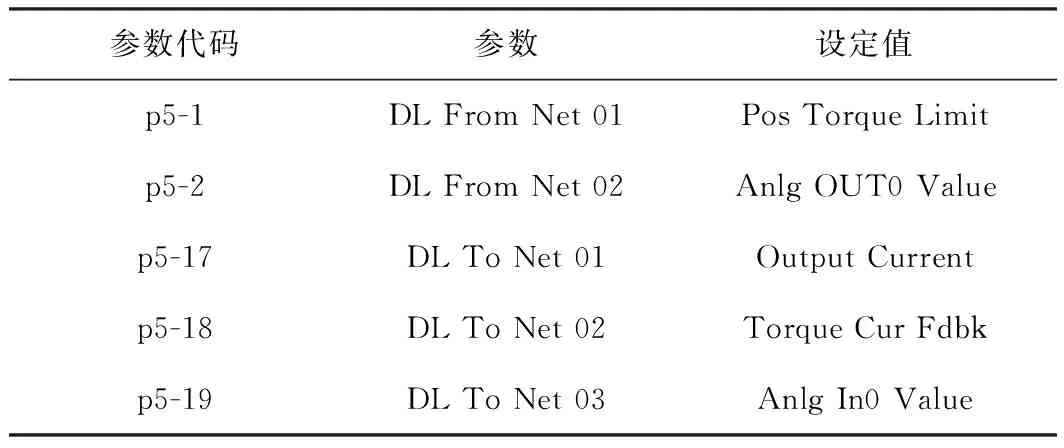
表3 通信参数设置
5 结 论
以罗克韦尔PF753变频器为电机驱动装置,配合1769-L24ER-QB1B可编程控制器,通过分析复卷机的传动工艺,设计出基于PF753的复卷机传动控制系统。该系统提供了全新的有AB特色的编程、组态环境。通过在河北辛集某纸厂复卷机传动项目上的应用,复卷机运行正常,可以生产出合格的纸卷,说明基于PF753的复卷机传动控制系统具有良好的使用价值。
[1] LI Qian, ZHAO Dan, GOU Ya-jie.The Application of DCS550 Curl Macro in Unwind Roll Control of Re-winder[J].China Pulp & Paper, 2015, 34(7): 51. 李 茜, 赵 丹, 苟亚杰.DCS550卷曲宏在复卷机退纸辊控制中的应用[J].中国造纸, 2015, 34(7): 51.
[2] Meng Yanjing.Paper Machine Variable Frequency Drive of Theory and Design[M].Xi’an: Shaanxi People’s Press, 2002.孟彦京.造纸机变频传动原理与设计[M].西安: 陕西人民出版社, 2002.
[3] The Rockwell Automation.1769 CompactLogix integration of the Controller Quick start and User Manual[S].2009.Rockwell Automation.1769 CompactLogix一体化控制器快速入门和用户手册[S].2009.
[4] The AC Frequency Conversion User Manual of the series of Rockwell Automation.powerFlex750[S].2009. Rockwell Automation.powerFlex750系列交流变频器用户手册[S].2009.
[5] Meng Yanjing.Study of TNT Coupling and Rewinding Quality Control on Rewinder[D].Xi’an: Shaanxi University of Science & Technology, 2012.孟彦京.复卷机TNT耦合作用原理与质量控制研究[D].西安: 陕西科技大学, 2012.

(责任编辑:刘振华)
The Control and Application of Rewinder Drive System Based on PF753
ZHAO Dan*AI Bibule Saitaer BA Keremu Aikebaier LIU Ya-wei QIAN Nian-shu
(TheUrumqiPowerSupplyCompanyofStateGrid,Urumqi,XinjiangUygurAutonomousRegion, 830000)
In this paper, based on the Rockwell company PF753 frequency converter, the rewinder electrical control system was the research object, the working principle and driving process of rewinder were analyzed.From the hardware design and software implementation a rewinder drive control system based on PF753 frequency converter was developed.Through the field debugging, including PF753 frequency converter self-tuning debugging, PF753 basic parameter setting, speed baseline value choice and control parameter settings, communication module function parameter setting, the rewinder could operate steadily and produce qualified paper roll.
rewinder; PF753; control system; debugging
赵 丹先生,硕士;主要从事电力传动及工业现场总线研究、变电一次设备检修等工作。
2016- 12- 31(修改稿)
TS736+.3
A
10.11980/j.issn.0254- 508X.2017.05.009
