六西格玛管理方法在质量改进管理中的应用
2017-05-31史海燕
史海燕

摘 要:文章从实际六西格玛管理工具在质量管理过程中运用案例出发,介绍了六西格玛管理工具在质量改进管理过程中的使用方法,体现了其作为一项国内外制造业质量改进工具所发挥的作用。企业在生产过程质量改进管理过程中,通过六西格玛管理工具的运用,可以有效提高产品质量,降低不合格率,确保产品生产过程的稳定性、可控性和一致性,为企业降低成本、缩短生产周期和提高顾客满意度。
关键词:六西格玛管理工具 质量改进 数据分析
中图分类号:F270 文献标识码:A
文章编号:1004-4914(2017)05-083-03
一、引言
六西格玛即6σ,属于统计学术语,表示每100万个机会中有3.4个出错的机会即合格率为99.999966%。六西格玛管理方法作为一种质量管理戰略最早在20世纪80年代在摩托罗拉公司运用并取得扭转型效果。目前全球经济一体化发展、国内外市场竞争越来越激烈,六西格玛管理方法作为一项质量改进管理工具被广泛应用于各类企业,作为航空橡胶材料生产单位,也不断推进六西格玛管理工具,提高质量管理水平,促进产品或流程质量水平改进。六西格玛管理方法主要分为定义、测量、分析、改善和控制五个阶段,结合Mintab分析软件通过数据统计、原因分析、流程分析、改善控制等过程,减少缺陷发生的概率,减少生产波动,提高产品合格率,是实现产品质量改进的有效方法。下文以某航空橡胶材料生产中通过六西格玛管理工具的实际运用为例,说明六西格玛管理工具作为质量改进的一种方法发挥的作用以及给质量管理工作带来的效益。
二、六西格玛管理方法在质量改进管理中的应用案例
本文以某航空橡胶生产企业提高某氟橡胶老化后扯断伸长率变化率项目为例,分别从六西格玛五阶段说明六西格玛作为质量改进工具的具体应用过程。
(一)定义阶段和测量阶段(DM阶段)
六西格玛定义阶段主要要识别改进的机会,确定项目范围及其要改进的目标,组建项目团队并获得项目立项的批准,并结合Minitab软件利用六西格玛相关分析方法对造成缺陷可能的因素进行分析。
六西格玛测量阶段也可称为度量阶段,主要要确定测量标准,验证测量系统,测定过程能力,以确保立项时收集到的数据是准确可靠的,也为确定改进方向奠定基础。此阶段通常结合定义阶段共同完成,在定义阶段确定的缺陷类型和不合格率的基础上,明确项目的各种定义,进行生产流程能力分析,建立因果图和制定数据收集计划,并确定一个质量改进的目标。
某A橡胶企业主要从事于橡胶胶料生产,对于各类胶料均有批次合格率统计,其中某氟橡胶胶料每年生产交付1600KG,但合格率仅为42%,通过不合格现象统计,发现均由胶料的老化后扯断伸长率变化率不合格引起,较低的合格率不仅造成生产成本大幅增加,而且严重影响产品的准时交付率,导致顾客满意度下降。针对此现象,结合六西格玛定义阶段和测量阶段特点,由质量主管组织成立项目团队,以提高该橡胶胶料老化后扯断伸长率变化率为目标,并获得部门领导同意,正式成立六西格玛项目团队。
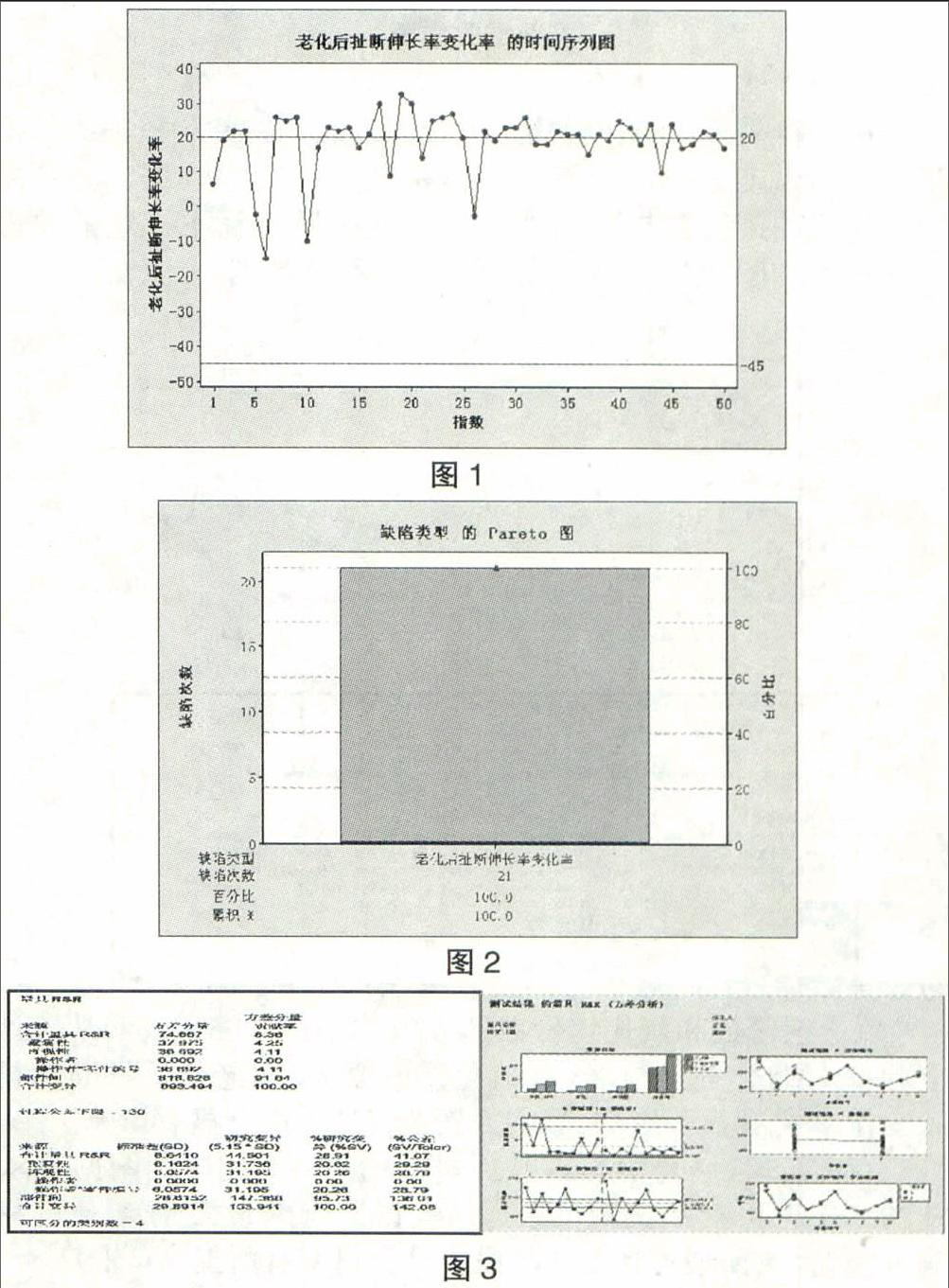
1.确定项目定义。单位:每批次氟橡胶胶料。数据类型:连续型数据。缺陷:老化后扯断伸长率变化率超出[-45%,20%]。缺陷规律:老化后扯断伸长率变化率值偏大。测量方法:依据 GB/T3512-2001硫化橡胶或热塑性橡胶热空气加速老化和耐热试验。抽样方法:100%。在此基础上,以收集的老化后扯断伸长率变化率为基础,结合Mintab软件分析,将DM阶段的不合格情况即缺陷缺陷情况和缺陷类型用统计分析图形展示出来,见图1老化后扯断伸长率变化率的时间序列图和图2缺陷类型的Pareto图。
通过图2也可以看出,若提高该胶料老化后扯断伸长率变化率的合格率将显著提高产品合格率。
2.测量系统分析。为确保检测的老化后扯断伸长率变化率的值的准确性、一致性和可靠性,首先对其测量系统进行分析,结合Mintab软件进行分析,见下图3。
由图3可见,量具R&R值为28.91%(不大于30%),可区分类别数为4,说明测量系统可以接受,前期检测收到的数据可用。
3.建立因果图和数据收集计划表。确定产品缺陷Y(老化后扯断伸长率变化率)后,对造成产品缺陷Y的可能影响因素X进行因果图分析,见图4,由图4可见影响Y的因素较多,关键在于找出关键影响因素;为此,项目组制定了数据收集计划(见图4),为后期开展分析做好准备工作。
(二)分析阶段(A阶段)
在明确项目缺陷和影响的可能因素后,在此阶段根据数据收集表对可能影响的因素进行分析调整并收集数据,并利用Mintab软件进行数据分析找出造成缺陷及过程不稳定的关键X,见图6和图7,对关键X进行改进并积累数据(Y值)。
通过矩阵图(图6)可见,老化后扯断伸长率变化率与3号硫化剂份数、氧化镁份数似乎存在线形关系;同时,结合Mintab对收集数据进行一般线性模型分析(图7),从图7中P值判定,3号硫化剂份数和氧化镁份数的p值均小于0.05,表明从统计上看,3号硫化剂份数X3和氧化镁份数X4对老化后扯断伸长率变化率Y有显著影响,其它因素在统计上没有显著影响。
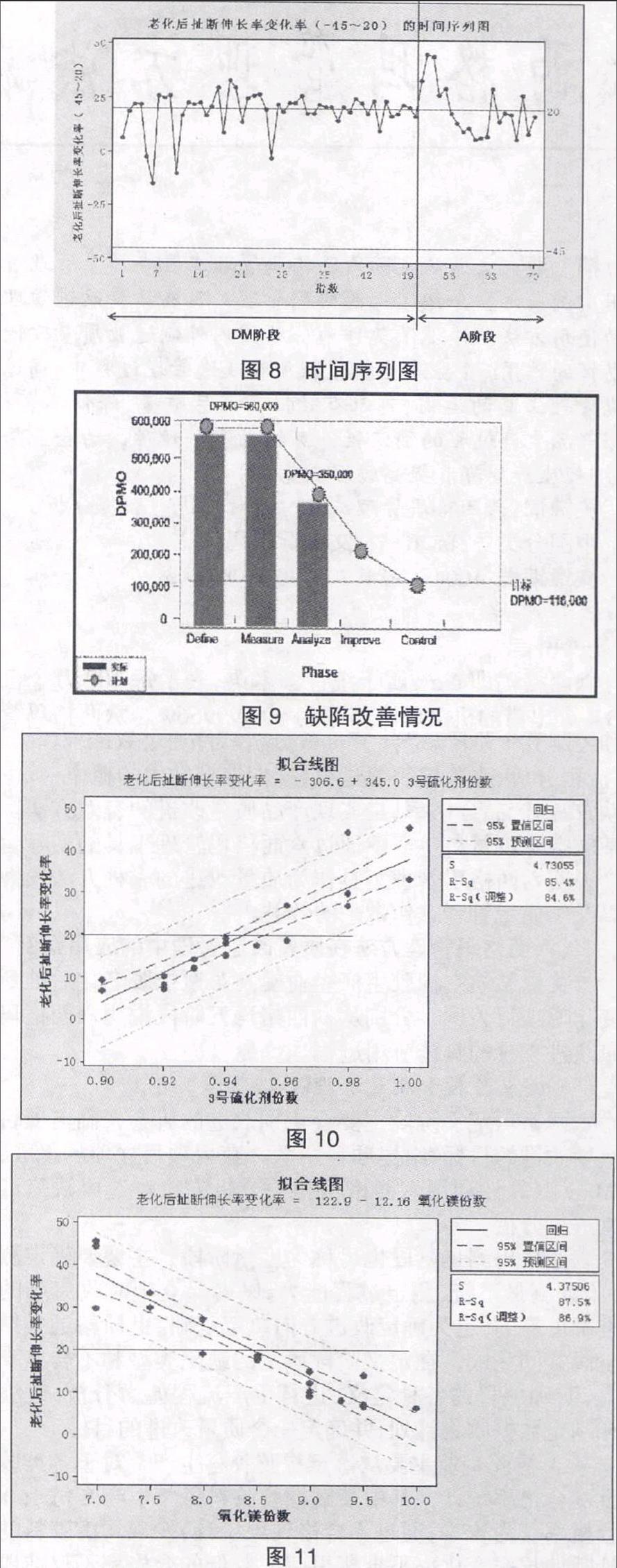
在此阶段,结合Mintab软件对Y值绘制时间序列图见图8,从图8中也可判断在调整数据后关键影响因素X对Y值的影响,调整后A阶段相比DM阶段产品合格率有所提高(图9)
(三)改善和控制阶段(IC阶段)
改善阶段是指在A阶段确定关键影响因素以后,确定改进方案并对改进效果进行验证,进行数据积累,评价实施的风险,分析改进后的结果。
控制阶段是指在前面四阶段完成后,对改进的措施进行控制,制定流程控制计划,固化改进措施,确保过程改进的成果。
在IC阶段继续进行数据收集。
1.流程改善。在缺陷形成机理分析的基础上,根据收集的数据对老化后扯断伸长率变化率和3号硫化剂份数、氧化镁份数分别运用Mintab进行拟合线图分析,见图10和图11。
老化后扯断伸长率变化率控制在-45%~20%,3号硫化剂份数选用0.9~0.92份为最佳范围;老化后扯断伸长率变化率控制在-45%~20%,氧化镁份数选用9.2~10份为最佳范围。流程改善前后流程对比图见图12和图13。
在此阶段,继续用Mintab软件对Y值绘制时间序列图,见图14,由图可以看出,改进后氟橡胶胶料缺陷情况在IC阶段显著改善,DPMO由开始的580000降到35600,大幅降低了成本,缩短生产周期。
2.流程控制。确定改进措施后,对改进的措施进行控制,制定流程控制计划数据单(见图15),固化改进措施,确保过程改进的成果。
三、结论
六西格玛管理工具作为一种有效的质量改进工具,可以帮助组织提高产品合格率、减少成本,运用六西格玛管理工具进行统计分析,关键是建立在数据积累之上,以团队协作的形式进行,同时通过图形分析,可以让结果更直观。组织要利用好这项质量改进工具,为组织带来长期可持续改进。
参考文献:
[1] 甘群.六西格玛管理理论及实证.铜业工程,2009(2)
[2] 孙巍.六西格玛的“七种武器”.世界标准与质量管理,2004(10)
[3] 马逢时,周玮,刘传冰编著.六西格玛管理统计指南-Minitab使用指导[M].北京:中国人民大学出版社,2007
(作者单位:北京航空材料研究院 北京 100000)(责编:贾伟)
