PZYZ241AB膨胀机密封器跑合总结
2017-05-25蔺海云
蔺海云
(河南安阳钢铁股份有限责任公司 制氧厂,河南 安阳 455004)
PZYZ241AB膨胀机密封器跑合总结
蔺海云
(河南安阳钢铁股份有限责任公司 制氧厂,河南 安阳 455004)
简介新建4号23500空分工程配套的膨胀机组的参数、原理、构造及功能。介绍了膨胀机跑合的操作步骤和方法,并描述了膨胀机跑合时的具体过程,总结了操作注意事项。
膨胀机;密封器;跑合
安钢4号23500制氧机是杭氧设计、中空投标建设,于2015年9月开始施工,2016年3月18日正式试车投产,现在空分运行稳定良好,产品产量和纯度全部达到或高于设计值,配套的两台膨胀机也是杭氧设计制造的增压透平膨胀机,3月19日对两台膨胀机进行了跑合,一次性试车成功,现在运行高效稳定。
1 膨胀机密封器跑合目的
空分设备配套的新膨胀机和检修更换密封器后的膨胀机在正常运行前都要进行密封器跑合,因为新膨胀机或更换密封器后的膨胀机在设备零件、配件组装时,石墨密封器和转子轴是紧密配合没有间隙的,而正常运行时它们之间是有一定间隙的,并且转子是高速运转的,如果密封器在正常运行前不进行跑合,则密封器石墨一定会烧毁损坏。
膨胀机跑合的目的主要是通过转子上的迷宫轴密封,将新的石墨碳环气密封磨出迷宫凹槽,以此达到曲折式迷宫密封的效果。
2 PZYZ241AB膨胀机主要参数、构造及组成部分
2.1 膨胀机的参数
安钢制氧厂4# 23500制氧机配套的膨胀机组型号为PZYZ241AB,主要参数见表1。
2.2 膨胀机的工作原理
机组利用气体经膨胀机进行绝热膨胀,产生空分装置必须的冷量,其产生的机械功又被增压机所吸收,用以提高增压气体的压力。
机组所使用的气体应为不含机械杂质并经净化处理的干净气体。
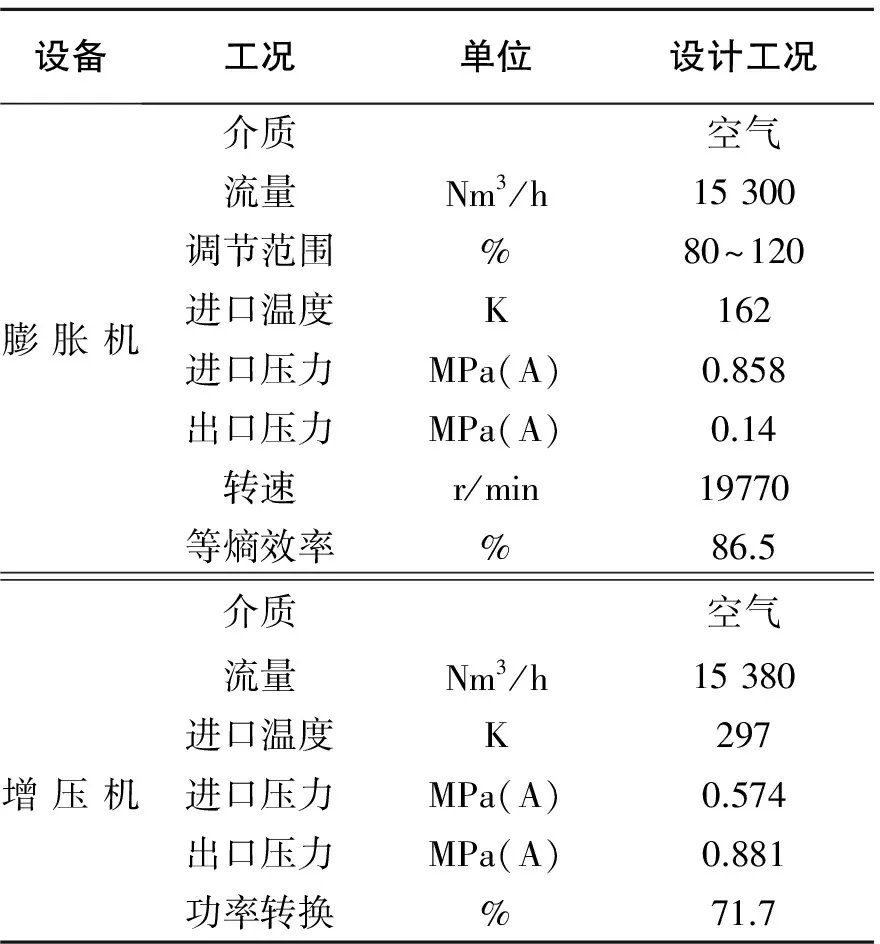
表1 PZYZ241AB型膨胀机主要参数
2.3 膨胀机的构造
本机组主要由以下部分组成:1. 带保冷箱及底架的透平膨胀机(带增压机);2. 供油装置;3. 喷嘴调节执行机构;4. 紧急切断阀;5. 增压机进口气体过滤器;6. 增压机出口冷却器;7. 增压机进出口及水路阀门。
本机组主要组成部分除增压气体过滤器、气体冷却器及增压机进出口及水路阀门外,均装在一公用底架上而成一整体。
透平膨胀机主要由蜗壳、膨胀机轴、叶轮、轴承、密封器组成。增压机主要由进口收敛管、叶轮、扩压器、蜗壳、密封器组成。
膨胀机的流量调节是通过一执行机构改变喷嘴喉部宽度来实现的。
2.4 膨胀机组两个很重要的阀
1. 紧急切断阀:在膨胀机进口处设置一紧急切断阀,目的是在膨胀机处于危险状态时能在很短的时间(≤0.1 s)内切断气源而使其快速停车,起到安全保护作用,与此同时增压机回流阀自动全开,以防止增压机踹振,并使膨胀机尽快停车运行。
2. 增压机回流阀:在增压机出口管和进口管之间旁通管路上设置一自动调节阀,称为增压机回流阀,其作用:1)压力调节;2)防踹振;3)当进行密封器跑合时,由于转速低,轴承难以形成油膜,为了减少止推轴承负荷,增压机应从大气吸气,因此压力气体可以经该阀旁通而进入膨胀机。
3 膨胀机组油运和增压机、膨胀机前后管道吹扫
在膨胀机组土建基础施工、设备及附属管道、阀门、气体过滤器、气体冷却器等安装完毕,水电仪表气满足条件后,首先对仪表、进出口阀门、密封气减压阀、紧急切断阀、喷嘴进行了校对和校验,确认准确无误后,对膨胀机组油系统进行油运,油运的过程是压力油不进膨胀机、增压机,而油路出口管用滤网包折后,压力油直接回到油箱里,在油运两周后,确认滤网上没有杂质、油质比较良好后,油运结束,油出口管路连接膨胀机、增压机系统,膨胀机组油系统可以正常启用。
在整个空分系统管路制作试压、空压机试车正常结束后,正常开启空压机,用压力空气对整个空分系统进行吹扫,空分系统分内外管路系统,对应的膨胀机系统也分为内外管路系统。在对空分系统内外管路系统分时分压吹扫时,膨胀机内外管路系统也对应吹扫。吹扫的过程,管路系统与膨胀机、增压机进出口法兰处断开,吹扫空气不进膨胀机、增压机设备内,因为膨胀机组气路、油路系统在出厂时已经过净化处理,不再需要吹扫。在吹扫达到要求后,标志膨胀机组吹扫工作可以结束,下一步就要进行膨胀机的密封器跑合工作。
4 膨胀机跑合操作方法和步骤
膨胀机的跑合操作方法按随机膨胀机组通用使用维护说明书如下:将增压机进出管拆除,用闷盖将拆除管口闷牢,气体经回流阀旁通进入膨胀机。保持密封气和润滑油的供应,打开膨胀机出口阀,打开紧急切断阀和喷嘴叶片,完全依靠进口阀门来控制转速。逐渐开启该阀,按工作转速的20%、35%、60%、85%的分档进行升速,每档转速运转10 min,然后停车10 min,以使运转时发热的石墨密封冷下来。最后再次起动膨胀机升速至工作转速运转10 min,跑合即告结束。
5 膨胀机跑合现场操作方法和过程
在3月6日两台膨胀机实际跑合过程中,我们操作方法如下:
1. 接通气动控制阀的仪表空气和密封气,并检查有无泄漏情况。
A膨胀机:膨胀端密封气压力0.15 MPa,增压端密封气压力0.15 MPa。
B膨胀机:膨胀端密封气压力0.2 MPa,增压端密封气压力0.15 MPa。
2. 接通控制系统及安全系统的控制电源,启动油泵,油压控制在0.23~0.3 MPa。
A膨胀机油泵压力2.93 MPa,B膨胀机油泵压力3.17 MPa。
3. 油冷却器通入冷却水(油温过低可暂缓)。
4. 增压机进出口管拆除,使增压机进出口敞开,并用盲法兰封住拆去部分的管口,使气体经回流阀旁通进入膨胀机,回流阀全开。
5. 全开膨胀机出口。
6. 打开紧急切断阀和喷嘴叶片,喷嘴开到50%。
7. 晚上11:10时回流阀、喷嘴、油泵都打到远程控制。
8. 我们先对A膨胀机进行了跑合,具体过程如下:
1)11:28时,慢慢打开膨胀机进口截止阀,直到转子开始运转,转速调到5150 r/min先稳定下来,轴温14、26、25℃;11:32时,速度增到8300 r/min稳定下来,此时轴温15、28、29℃,油压2.859 MPa,膨胀端密封气压力0.17 MPa,增压端密封气压力0.15 MPa,间隙压力0.08 MPa;11:40时,关膨胀机进口阀,停运膨胀机,轴温17、30、29℃;11:53时,轴温16、25、25℃。
2)11:57时,开膨胀机进口阀,使转速达到12 550 r/min,轴温20、31、29℃;12:00时,轴温22、31、30℃,膨胀端密封气压力0.18 MPa,增压端密封气压力0.15 MPa,间隙压力0.1 MPa,油压0.305 MPa;12:03时,轴温23、32、31℃,膨胀端密封气压力0.18 MPa,增压端密封气压力0.15 MPa,间隙压力0.1 MPa;12:06时,关膨胀机进口阀,停运膨胀机,轴温22、32、31℃。
3)12:20时,开膨胀机进口阀,膨胀端密封气压力0.185 MPa,增压端密封气压力0.15 MPa,间隙压力0.06 MPa,轴温19,21、32℃;12:24时,转速达到16 650 r/min,膨胀端密封气压力0.19 MPa,增压端密封气压力0.15 MPa,间隙压力0.1 MPa;12:26时,轴温30,30、37℃,油压0.296 MPa;12:30时,关膨胀机进口阀,停运膨胀机,轴温25、36、37℃。
4)关膨胀机出口阀、增压机进出口阀,保持密封气和油泵运行,膨胀机正常跑合结束,可以在空分投运时,直接启动膨胀机。
9. 在A膨胀机跑合过程中,也对B膨胀机同时进行了跑合,具体过程如下:
1)11:43时,慢慢打开B膨胀机进口截止阀,直到转子开始运转;11:44时转速调到5400 r/min先稳定下来,膨胀端密封气压力0.2 MPa,增压端密封气压力0.16 MPa,间隙压力0.08 MPa,油压0.319 MPa;11:47时,轴温16、27、26℃;11:49时,速度增到8350 r/min稳定下来;11:52时,轴温17、29、28℃,油压0.323 MPa,密封气压力没有变化;11:55时关膨胀机进口阀,停运膨胀机,轴温17、29、28℃。
2)12:10时,开膨胀机进口阀,使转速达到12 550 r/min,轴温18、19、30℃,膨胀端密封气压力0.12 MPa,增压端密封气压力0.16 MPa,间隙压力0.09 MPa;12:17时,轴温23、33、34℃;12:18时关膨胀机进口阀,停运膨胀机,轴温20、30、31℃。
3)12:32时,开膨胀机进口阀,转速上升到13 000 r/min,由于进口阀开阀速度过快,转速迅速达到30 000 r/min,超过最大值,迅速关闭膨胀机进口阀、增压机进口阀,使膨胀机立即停运。
4)12:38时,开膨胀机进口阀,膨胀机运转,转速上升到16 250 r/min,膨胀端密封气压力0.21 MPa,增压端密封气压力0.15 MPa,间隙压力0.1 MPa,12:41时,轴温29℃、39℃、40℃,12:46时,关膨胀机进口阀,停运膨胀机。
5)关膨胀机出口阀,增压机进出口阀,保持密封气和油泵运行,膨胀机正常跑合结束,可以在空分投运时,直接启动膨胀机。
10. 经过膨胀机上述的跑合过程,跑合工作宣告成功结束,可以在空分开车过程中,启动膨胀机为空分裸冷及空分开车正常提供冷量。
6 膨胀机跑合时的注意事项
1. 膨胀机在跑合前一定要保证膨胀机的油质和油压,保证密封气的压力,调整增压端和膨胀端的密封气压力达到要求。
2. 膨胀机加速一定要缓慢,达到阶段速度后及时停止加速。
3. 达到阶段速度后,运行时间要达到规定要求,停运后,停运时间也要达到规定要求,以使运转时发热的石墨密封冷却下来。
【】【】
4. 膨胀机在跑合过程中,在达到工作转速前的升速过程中,应仔细观察透平膨胀机的工作情况,要经常检查轴承温度、油温及间隙压力,如发现有不正常现象,应立即停车,待修复后,重新开车。
7 结束语
4号23500制氧机配套的膨胀机这次跑合工作非常顺利,并且一次性成功,整体设备性能优良,自动控制灵敏可靠,制冷量、进出口压力、温度等参数全部达标,及时为新建空分裸冷和正常运行提供了冷量。目前运行状况稳定高效。
通过此次配合厂家专业技术人员进行膨胀机跑合工作,也为空分操作人员提供了一次学习、提高操作膨胀机技能的机会,也使他们具备了自行进行膨胀机跑合工作的能力和水平。
Summary on the Running of the PZYZ241AB Expander Seal
LIN Haiyun
(Oxygen Factory, Henan Anyang Iron & Steel Co., Ltd., Anyang 455004, China)
This paper introduces the parameters, principle, structure and function of the expansion unit of the new No.4 23500 air separation project. The operation steps and methods of the expander are introduced. And describes the specific process of the expander running. Summed up the operational considerations.
expander; sealer; running
2016-11-22
TQ116
A
1007-7804(2017)02-0031-04
10.3969/j.issn.1007-7804.2017.02.008
蔺海云(1970),男,工程师,现在河南安阳钢铁股份有限公司制氧厂从事技术与质量管理工作。
