在带锯床上制备小尺寸板料的工艺探讨
2017-05-16江宁技师学院邓其军
江宁技师学院 邓其军
在带锯床上制备小尺寸板料的工艺探讨
江宁技师学院 邓其军
在金属切削加工中我们经常会用到较小尺寸的四方板料作为毛坯料,较薄的板料可以通过冲裁下料,而厚度较大的钢板一般难以用冲裁的工艺下料,通常以气割下料为主。由于在气割过程中钢板受热严重及受渗碳的影响,一般会使气割面产生2~3mm的硬化层,硬化层硬度高难以切削加工,切削过程中刀具磨损快、容易崩刃,刀具消耗较大,还会耗费很多工时,综合成本较高。为解决硬化层对切削的不利影响,可在气割后增加退火工艺,以降低气割表面硬度从而提高切削加工性,但这又会延长生产周期,同时也增加生产费用。如何有效、经济地解决气割毛坯料硬化层对加工的不利影响是生产技术人员必须要思考的。下面就在带锯床上避开硬皮影响制备小尺寸板料作相关探讨。
通常小尺寸板料制备是直接气割下料,下料留有适当的机加工余量,然后在铣床上进行铣削加工。这种备料方法的优点是简单快捷,不足之处是毛坯加工余量大、硬皮难加工、刀具消耗大、材料浪费较大。利用锯割的方法剖分材料,可有效避免切削加工中直接切削硬皮的难题。本文以制备40块140×100× 40mm的板料为例,进行具体工艺方法的研究。
1 材料排样及下料尺寸的确定
用锯割的工艺对材料进行备料时,主要对材料进行剖分,将有硬皮的边利用锯割去除。因厚板出产供货状态一般为2300mm×6000mm,甚至更大,带锯床上最大锯割尺寸受到机床大小规格的限制,制备板料前的下料还是要用气割进行,但尺寸必须在带锯床的可加工范围内,以G4228带锯床为例,可以夹持锯削350mm左右的板料。尽可能减少气割的应用,在下料时尽可能用宽一些的板料。对140×100×40的板料,我们选用厚度为40mm的钢板,下料宽度为335mm,长度根据需要而定。其排样如图1。
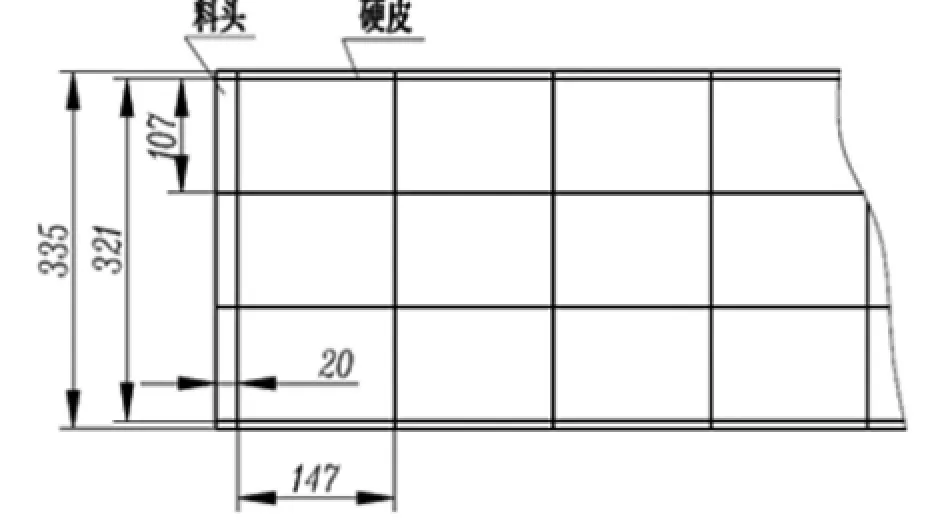
图1 待加工材料排样图
2 锯割工艺步骤
(1)板料平放夹紧,锯掉料头(一般料的边缘存在圆角、塌陷、夹层等缺陷需去掉)。
(2)按每段145mm锯割下料,成335×145×40mm块料,共锯14块。
(3)将上一步所下材料6块一组竖叠夹在锯床上,锯去一边硬皮,然后按每段105mm锯割下料,成145×105×40mm块料。
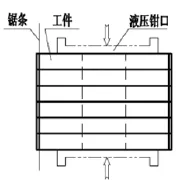
图2 材料叠夹方法
3 锯割过程中的注意事项
(1)锯割过程中由于材料较短,会出现只有一半钳口夹持、夹偏的现象,这时需在液压钳口后侧垫同样厚度的垫铁以保持夹紧力平衡。
(2)锯割很短的料时,液夹钳口可能夹持不到或夹持很短,这时可以用两长厚板夹在液压钳口内,再在两长厚板后侧垫同样厚度的垫铁则可实现工件的夹紧。
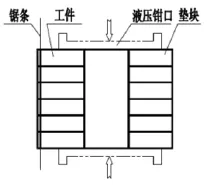
图3 较短材料的夹持方法

图4 极短材料的夹持方法
4 小结
利用带锯床剖分板料,可以有效地避免对气割硬皮的切削加工,降低了加工难度,节约了刀具费用,简单实用。