矿用胶带运输机故障监测节点的设计
2017-05-15王辉俊赵立永
王辉俊,赵立永,彭 亮
(1.华北科技学院 电子信息工程学院,河北 三河 101601;2.辽宁铁道职业技术学院 电气工程系,辽宁 锦州 121000)
矿用胶带运输机故障监测节点的设计
王辉俊1,赵立永1,彭 亮2
(1.华北科技学院 电子信息工程学院,河北 三河 101601;2.辽宁铁道职业技术学院 电气工程系,辽宁 锦州 121000)
针对胶带运输机在运行过程中出现的过载、打滑、跑偏等故障,设计了一种以STM32单片机为控制核心的故障监测节点。该监测节点采集温度、速度、压力、电压、电流、胶带位移等运行参数,通过CAN总线向地面控制计算机传输数据,实现矿用胶带运输机的故障监测和保护。实验表明:该监测节点安全可靠、通用性强、通信速度快,可在线监测胶带运输机的多种故障。
胶带运输机;故障监测;胶带打滑;单片机;CAN总线
在连续生产中,胶带运输机经常会出现过载、打滑、跑偏等现象,影响生产效率[1-2]。为此,本文提出了一种矿用胶带运输机故障监测节点,可对胶带运输机运行状况和参数进行自动检测,并可作为煤矿安全监控系统的一个节点,实现系统级联。
1 故障监测方案
胶带运输机长时间大负荷工作,可能会出现各种各样的故障。其中常见故障有以下几种:电动机故障、滚筒温度过高和胶带打滑、跑偏、超速、断裂等。为实现胶带运输机故障监测,采用如图1所示监测方案。

图1 系统监测方案
电动机作为胶带运输机的动力驱动装置,常见电气故障包括过载、堵转、三相短路、漏电等[3]。当胶带过载时会使运输机电机处于过载运行状态,如长时间过载会烧坏电机绕组,从而引起故障。可通过测量电机定子电流判断是否过载,若长时间处于过载状态,则发出声光报警,并切断电机电源。电动机堵转和三相短路时过流程度不同,所以可以根据过流倍数来判断。当电动机漏电时三相电流瞬时值之和不为零,可用中性线电流来判断。
当胶带打滑时会出现胶带速度和从动滚筒速度不一致的现象[4];当胶带超速或断裂时胶带速度会超出额定速度或为零。因此,这3种故障可通过检测胶带和从滚筒速度判断。
当胶带跑偏时胶带中心线会脱离胶带机中心线位置,跑偏现象严重时可能引起胶带磨擦起火或者胶带脱离托辊掉下来,造成重大事故[5]。胶带跑偏可通过设置在运输机两侧的限位开关来检测。
胶带运输机在运行过程中因滚筒与胶带间的磨擦会使滚筒的温度升高[6],温度过高时会引起火灾事故,对正常的生产造成很大的危害。此类故障可通过检测滚筒温度判断。
2 故障监测节点的硬件电路设计
根据胶带运输机故障监测方案要求,控制主芯片选择32位高性能STM32F103单片机,完成电动机故障监测、胶带跑偏监测、胶带和从动滚筒测速、滚筒温度测量等功能,并实现状态、故障显示,故障报警及CAN总线通信。故障监控节点主要由单片机系统、电动机故障监测电路、跑偏限位开关电路、测速电路、温度测量电路、键盘扫描电路、声光报警电路、LCD显示电路等部分组成,系统的原理框图如图2所示。

图2 系统原理框图
2.1 STM32F103电路
单片机是故障监测节点的控制核心,设计使用32位的高性能ARM芯片STM32F103作为控制器,功能强大,内部资源丰富,片内集成了2个12位的ADC、3个16位定时器和I2C,USART,SPI,CAN,USB 2.0等多个通信接口[7]。STM32F103电路主要由时钟电路、复位电路、3.3V直流电源和去耦电容等组成。
2.2 电源电路
为了使故障监测节点能在矿井井下安全工作,必须使用本安型电源。采用BY-ACG5L型本安输出模块电源为监测节点供电,其输入电压范围为85~265VAC,输出电压为+5VDC。由于STM32F103单片机的电源电压为3.3V,所以需要实现5V转3.3V,电路如图3所示。
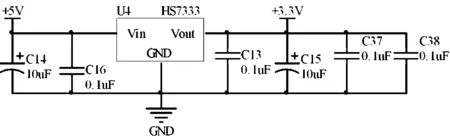
图3 电源电路
2.3 电动机故障监测电路
电动机故障监测电路用来监测过载、堵转、三相短路、漏电等故障状态。其中过载、堵转、三相短路等故障可以用三相电流来判断,漏电故障可通过零序电流检测,另外可通过三电压来判断过压、欠压等故障。
2.3.1 电压采样电路
由于动力电源相电压不满足输入电压信号的要求,需要降压处理。采用ZMPT107电流互感器,2mA/2mA,变比为1∶1,如图4所示。通过串接3个电阻把660V电压转换成最大2mA电流,再通过电流互感器传递给二次侧,二次侧通过并联1个200Ω电阻转换成0~0.4V电压输出。
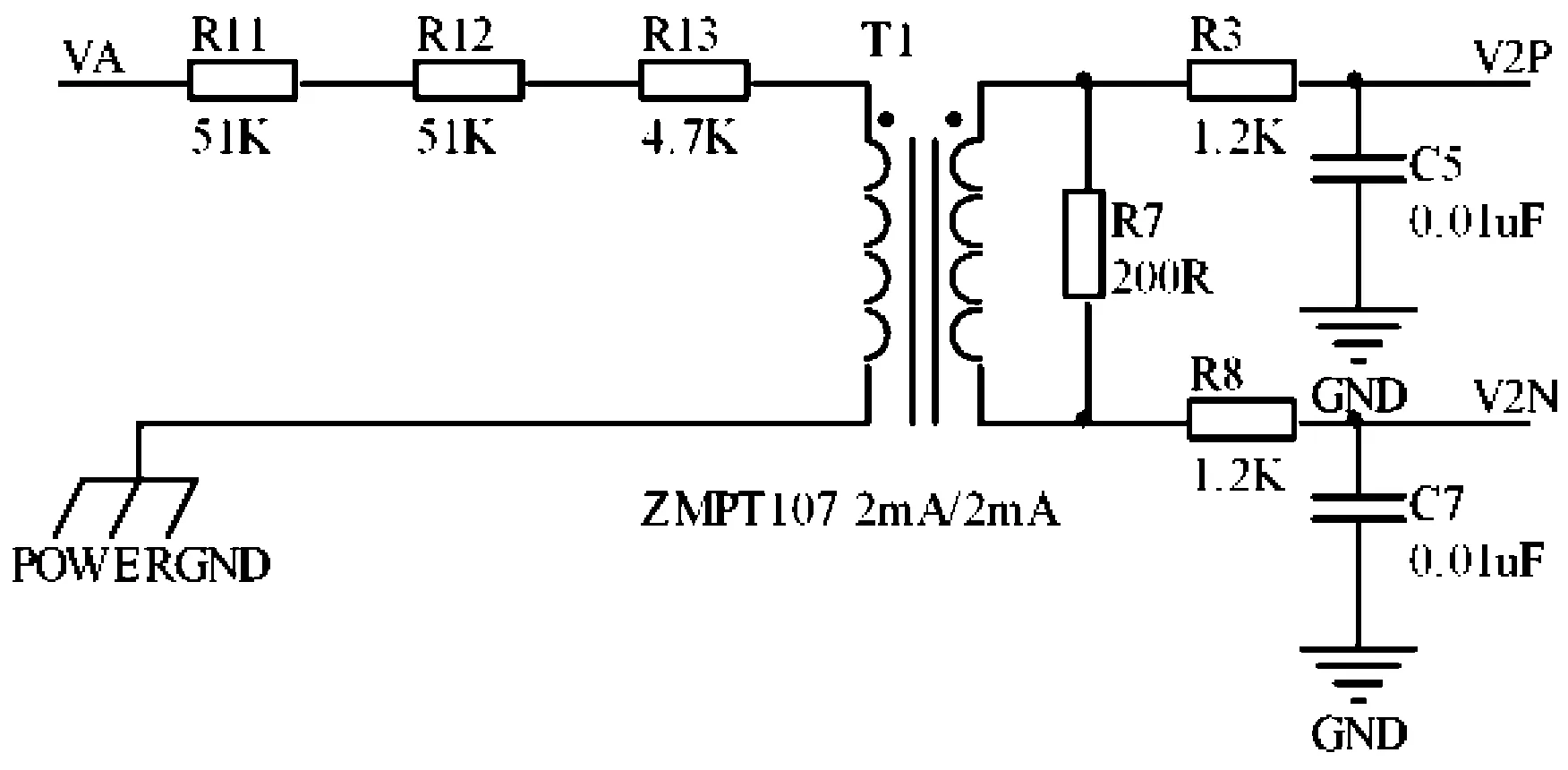
图4 电压采样电路
2.3.2 电流采样电路
三相电流较大,并且需要转换成电压信号,采用ZMCT103C型电流互感器,10A/10mA,变比为1000∶1,通过并联33Ω电阻转换成0~0.33V电压输出,如图5所示。
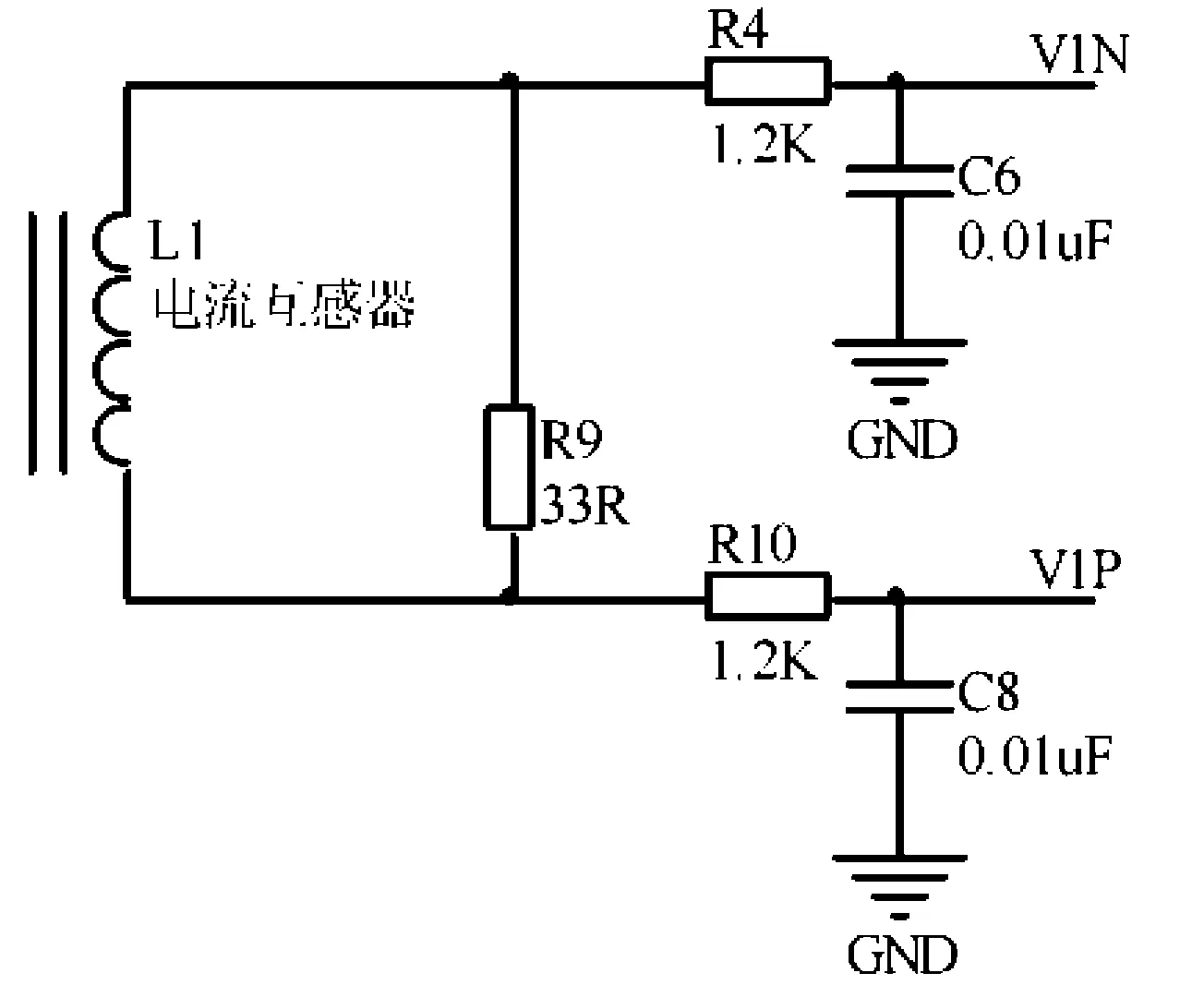
图5 电流采样电路
2.4 跑偏限位开关电路
跑偏限位开关选择两级跑偏开关 HFKPT1,开关触点通过光耦隔离后接入单片机,电路如图6所示。当出现一级跑偏时,报警灯闪烁并发出报警铃声;当出现二级跑偏时,发出报警铃声并停止胶带输送机运行。
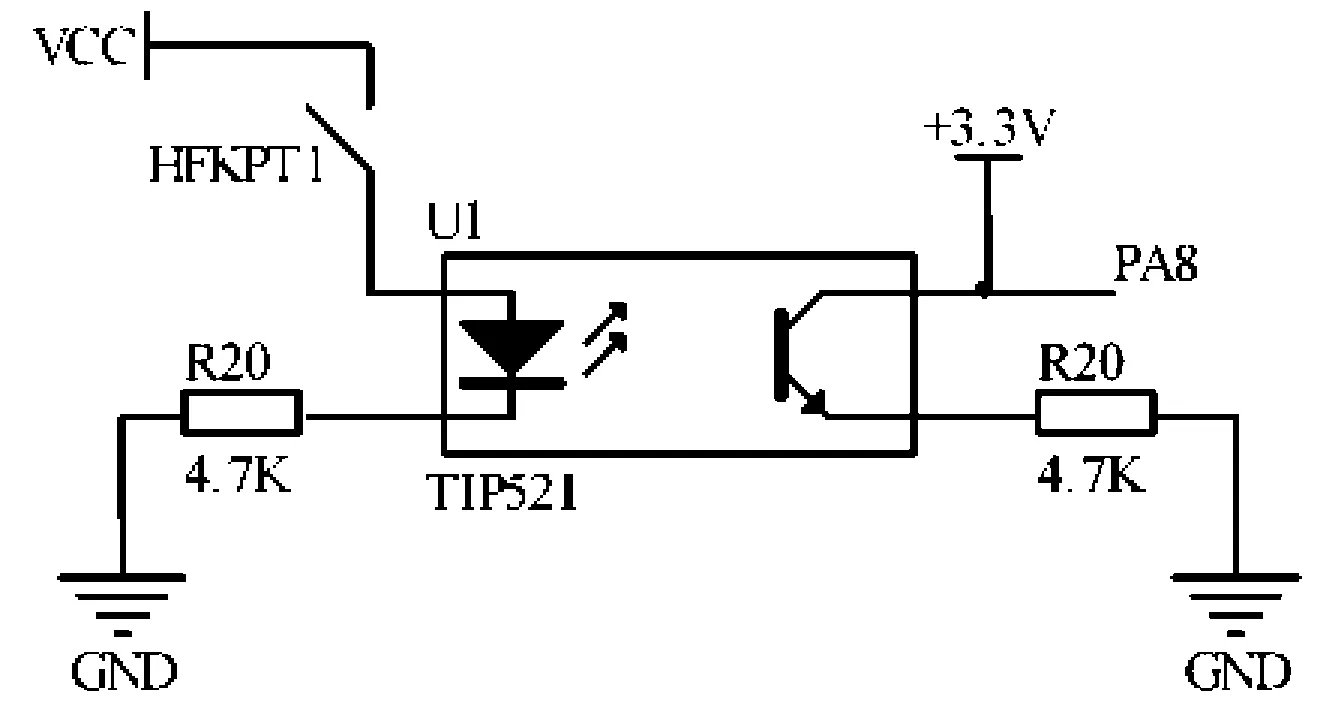
图6 限位开关电路
2.5 速度传感器电路
速度传感器选用2个A3144型霍尔传感器,将2个磁缸分别装在胶带运输机从动滚筒和胶带托辊上,利用2个霍尔传感器将从动滚筒和托辊的转速分别传送给单片机系统,电路如图7所示。
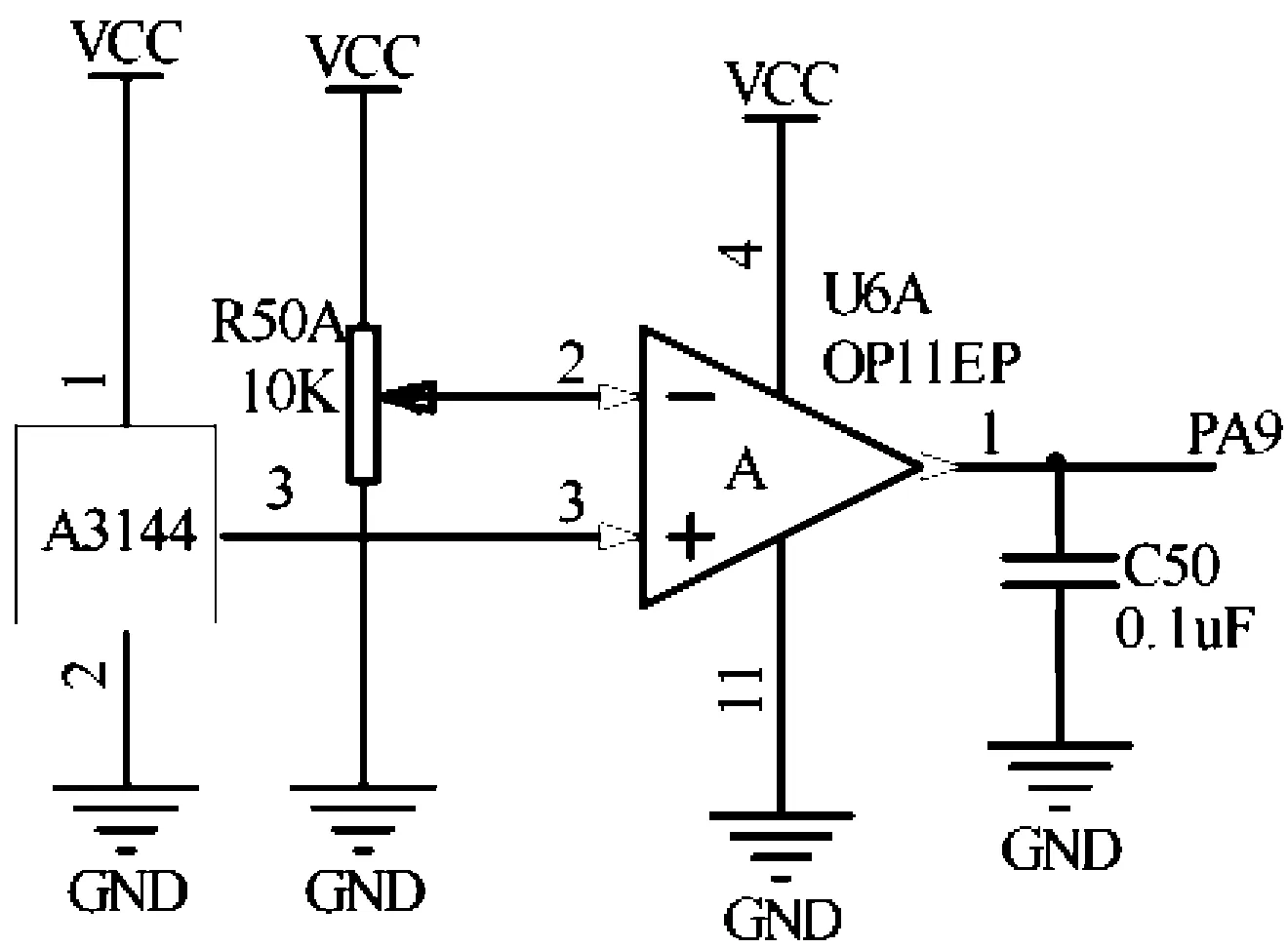
图7 速度传感器电路
2.6 温度传感器电路
为检测滚筒位置的温度,使用2个DS18B20[8],电路如图8所示。DS18B20为单总线芯片,只需一个端口引脚进行通讯,可通过该引脚直接读取温度的数值。
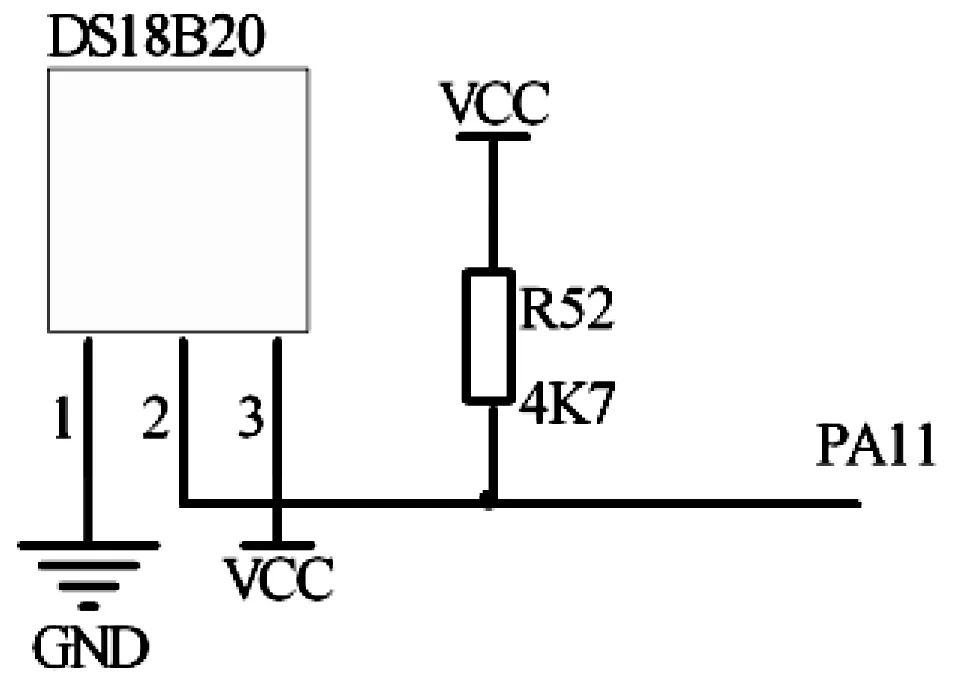
图8 温度传感器电路
2.7 LCD显示电路
显示电路选用LCD12864,采用串行方式驱动,电路如图9所示。胶带运输机工作正常时显示电压、电流、滚筒速度、滚筒温度等参数和通信状态。胶带运输机发生故障时显示其故障状态,如电动机故障、胶带运输机过载、打滑、跑偏等状态。
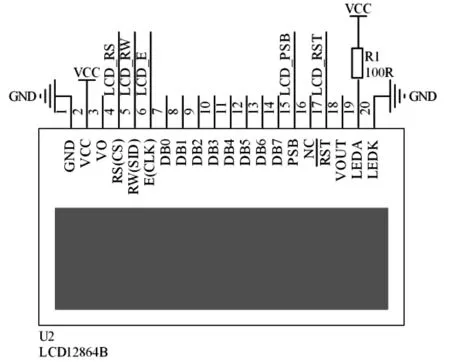
图9 LCD显示电路
2.8 CAN通信电路
由于主控芯片STM32F103片内集成了CAN控制器[9],因此可以很方便地将基于STM32芯片的故障监测装置设计成CAN总线上的一个节点,并且只占用STM32F103的2根I/O口线。
CAN节点主要是在STM32F103的基础上增加一个CAN收发器PCA82C250。由于STM32F103采用的是低功耗设计,3.3V供电,而CAN收发器PCA82C250是5V供电,如直接相连,STM32F103的接收端无法承受,采用2个6N137不仅起到隔离STM32F103和CAN总线,保护STM32F103芯片的作用,同时又可以进行电平转换。
3 故障监控节点的软件设计
故障监测节点软件设计主要根据系统的工作要求,分为系统初始化程序、参数采集程序、数据处理及故障判断程序、显示程序、CAN总线通信程序等,程序流程图如图10所示。
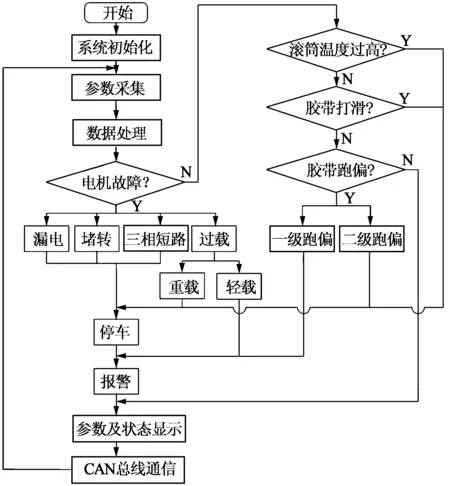
图10 系统流程
系统上电后首先对片内资源如时钟、AD模块、CAN接口等寄存器进行设置,然后采集相关参数,经过数据处理后进行故障判断。当发生电机故障时,根据故障特征判断电机故障类型,若发生漏电、堵转和三相短路故障则使胶带运输机紧急停车并声光报警;当发生过载时,根据过载系数判断过载严重程度,轻载时只报警不停车,重载时报警并停车。若电机运行正常,接着判断滚筒温度是否过高。温度过高则停车报警。再根据从动滚筒和胶带托辊的速度判断是否胶带打滑,若打滑则停车报警。最后判断胶带是否跑偏,根据跑偏程度分为一级跑偏和二级跑偏,一级跑偏只报警不停车,二级跑偏报警并停车。故障判断结束后进行参数和状态显示,并把采集到的数据和故障状态信息通过CAN总线上传到上位机,实现远程监控。
4 实验结果
以B650型矿用胶带运输机为例进行测试,长度400m,带速2m/s,最大输送量38t/h。实验数据见表1。
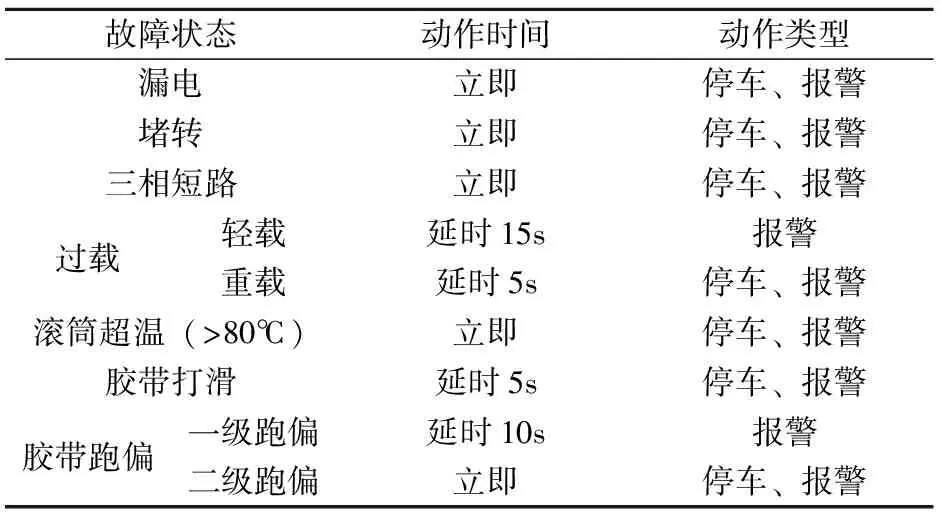
表1 故障监测节点实验数据
实验结果表明,故障监测节点能够根据不同故障类型实现相应保护动作,可满足实际生产要求。监测节点参数测量、故障判断、显示、报警、保护和通信等功能正常。
5 结束语
设计的矿用胶带运输机故障监测节点以32位单片机STM32F103为核心,使用片内集成的12位高精度AD转换器,实现胶带运输机运行状态和参数的采集,并进行数据处理和故障判断,大大提高了采样精度和数据处理速度。利用STM32F103片内集成的CAN控制器能够很好地完成数据通信任务,提高系统信息传输的安全性、准确性和实时性,并且很容易实现系统级联,为实现胶带运输系统集中监控提供了一种有利的手段。
[1]赵凤宇.煤矿井下皮带运输状态监测系统研究[J].山东工业技术,2014(3):114,126.
[2]罗 浩.井下皮带运输机的常见故障及其防治措施[J].科技创新导报,2012(20):91.
[3]王辉俊,尤文强,刘永涛.基于无线传输的电机状态监测系统设计[J].辽宁工程技术大学学报(自然科学版),2012,31(4):560-563.
[4]闫明犇.关于皮带输送机常见故障的处理[J].中国机械,2014(12):106.
[5]朱 亮,李东波,李 妍.基于FPGA+MCU的皮带跑偏检测系统研究与设计[J].机床与液压,2014,42(7):86-89,95.
[6]李文艺,张云龙.基于单片机的皮带机综合保护系统设计[J].宿州学院学报,2014,29(6):89-90,103.
[7]孙书鹰,陈志佳,寇 超.新一代嵌入式微处理器STM32F103开发与应用[J].微计算机应用,2010,31(12):59-63.
[8]潘玉恒,鲁维佳,尹万疆.基于LabVIEW和单片机的温度监测仪的设计[J].仪表技术与传感器,2014(7):43-45.
[9]周绪贵,查 凤.基于STM32F103的CAN/RS232转换板卡的设计与应用[J].工业控制计算机,2014,27(5):49-50.
[责任编辑:周景林]
Design of Fault Monitoring Point of Mine Belt Conveyor
WANG Hui-jun1,ZHAO Li-yong1,PENG Liang2
(1.College of Electronic and Information Engineering,North China Institute of Science and Technology,Sanhe 101601,China;2.Department of Electronic Engineering;Liaoning Railway Vocational Technical College,Jinzhou 121000,China)
In order to solve the problems of overloading,slipping and deviation during belt conveyor working process,and a fault monitoring point was designed,its control center is a STM32 single chip.The parameters of working process like temperature,speed,pressure,voltage ,electronic flow and belt displacement could be collected by the monitoring point,the data was transmitted to ground control computer by CAN bus,fault monitoring and protect of belt conveyor was realized,the experimental results showed that the monitoring point safety and reliable,good versatility,fast communication and many faults could be monitored on line.
belt conveyor;fault monitoring;belt slipping;single chip;CAN bus
2016-09-22
10.13532/j.cnki.cn11-3677/td.2017.02.011
廊坊市科技支撑计划项目(2015011011);中央高校基本科研业务费资助项目(3142014126)
王辉俊(1980-),男,江苏丹阳人,副教授,硕士,主要从事控制理论与控制工程方面研究。
王辉俊,赵立永,彭 亮.矿用胶带运输机故障监测节点的设计[J].煤矿开采,2017,22(2):40-43.
TD528.1
A
1006-6225(2017)02-0040-04
