基于FANUC系统的数控车床刀具磨损补偿
2017-05-13杨丰
杨丰


摘 要:以數控车削加工刀具磨损补偿为研究对象,在分析刀具磨损规律的基础上,讨论了数控车削加工刀具磨损补偿的各种方法及其特点,重点探讨了利用宏程序实现数控车削加工刀具自动补偿的方法。该方法首先用直线对磨损曲线进行了近视处理,然后用宏变量定义了相关要素,给出了相应的宏程序,能实现数控车削加工刀具磨损的自动补偿和刀具急剧磨损时的自动报警。
关键词:FANUC系统;刀具磨损补偿;宏程序;不锈钢
中图分类号:TG519.1 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.07.108
刀具在加工过程中产生磨损是切削过程中的物理现象,尤其是在加工高温合金、不锈钢、钛合金等难加工的材料时,刀具磨损更快,这必然会导致加工尺寸变化,进而影响加工精度。在普通车床上加工时,针对刀具磨损带来的尺寸变化,操作者可以人工控制中拖板进刀量来修正。但数控车削属于自动加工,刀具磨损后补偿、更换刀刃的时间都是需要我们研究的问题。
1 刀具磨损的过程
在车削过程中,刀具一方面切下切屑,刀具本身也会逐渐磨损,即刀具磨损。通过实验发现,刀具磨损过程大致分为3个阶段,如图1所示。开始使用刀具时,由于新刀具的表面比较粗糙,切削时刀具磨损较快,这个阶段为初期磨损阶段(Ⅰ段);经过初期磨损后,刀具表面被磨平,切削时磨损较慢,磨损量与切削时间近似成正比,这个阶段为正常磨损阶段(Ⅱ段);当磨损量达到一定程度后,由于刀具磨损严重,使用时机械摩擦加剧,产生切削热增加较多,导致切削温度升高,磨损急剧加速,甚至出现崩刃现象,加工表面质量明显下降,刀具失去切削能力,需要更换刀具,这个阶段为急剧磨损阶段(Ⅲ段)。通常规定刀具用到产生急剧磨损前必须更换或重磨刀具,此时,后刀面上测定的磨损带宽度VB作为刀具磨钝标准。
2 刀具磨损的补偿方法
从图1可以看出,随着切削时间的推移,刀具的磨损量持续增加,这必然导致工件的尺寸发生变化,影响工件的加工质量。在数控车削加工时,需要对刀具磨损进行补偿,以保证零件的尺寸精度。
2.1 手动补偿法
数控车削的刀具补偿的通常做法是停车后人工测量工件尺寸,将磨损后产生的工件误差△输入相应刀具的磨损补偿中,即:
式(1)中:△为磨损补偿量;d理论为工件理论尺寸;d测量为工件实际测量尺寸。
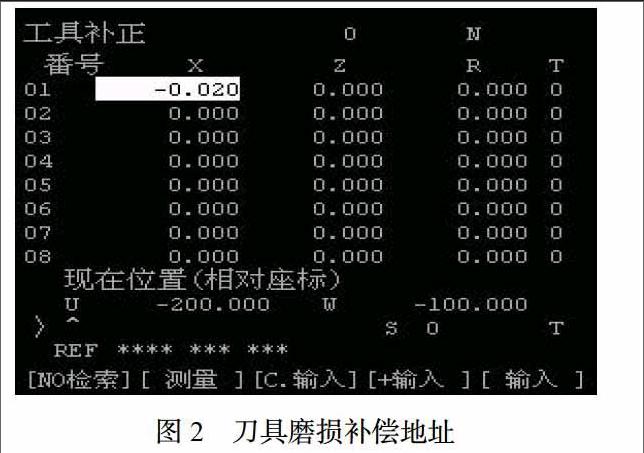
在数控车床上用1号刀加工某外圆,其理论尺寸d理论为φ30,加工一段时间后刀具产生磨损,实际测量尺寸d测量为φ30.02,则磨损后产生的工件误差△为-0.02,相应刀补号的X轴磨损补偿值为-0.02,如图2所示。这种手工补偿方法效率较低,操作者的工作量较大。
2.2 自动补偿法
2.2.1 在线测量自动补偿法
在数控车床上安装在线测量系统,在加工过程中自动测量工件尺寸,并与工件理论尺寸比较,其结果发送给数控系统,由数控系统修改刀具补偿值,从而实现刀具磨损的自动补偿。
2.2.2 宏程序自动补偿法
用直线OA和AB代替图1中的相应磨损曲线,对磨损量进行近似处理,如图3所示。利用三角函数分别计算刀具在初期磨损阶段(Ⅰ段)和磨损量正常磨损阶段(Ⅱ段)的磨损量,编写宏程序实现对刀具磨损的自动补偿。
本文以FANUC数控系统车削外圆为例,在程序中先对#501~#505赋值,每加工完一个工件,通过宏程序修改相应刀补地址的X轴磨损补偿量,实现对刀具磨损的自动补偿。同时,当刀具达到磨损极限时,利用宏变量#3000向机床发出报警信号,各变量含义如表1所示。
参考程序:
O1
T0101
……
#508=#3901+1 计算零件加工数量
#509=#507*#508 计算累计加工时间
IF [#509 LE #503] GOTO 10 未超过刀具寿命,继续使用
#3901=0 已加工零件个数清零
#3000=1(TOOL LIFE OVER) 超过刀具寿命报警
N10 IF [#509 LE #501] GOTO 20 判断刀具是否进入正常磨损阶段
#510=#509-#501 计算正常磨损阶段的切削时间
#511=#501*TAN[#504]+#510*TAN[#505] 计算刀具累计磨损量
GOTO 30 转移至N30程序段
N20 #511=#509*TAN[#504] 计算刀具累计磨损量
N30 #512=#511*#506 计算刀具磨损引起的尺寸误差
#2001=-#512 修改1号刀补地址的X轴补偿量
……
M30
3 结束语
本文分析了数控车削刀具磨损补偿的几种方法,手动补偿法需要现场操作者经常停车测量,然后修改程序或刀具磨损补偿值,对操作者要求较高。在线测量自动补偿法需要在机床上安装在线测量系统,成本较高,而宏程序自动补偿法在没有在线测量系统的经济型数控车床上也能实现刀具磨损的自动补偿和自动报警,既经济又简单,在实际生产中能提高生产效率和加工质量、减轻操作者的工作强度,具有一定的推广价值。
参考文献
[1]陆剑中,孙家宁.金属切削原理与刀具[M].北京:机械工业出版社,1985.
[2]孙德茂.数控机床车削加工直接编程技术[M].北京:机械工业出版社,2000.
[3]冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2007.
〔编辑:张思楠〕
