蓝牙电池分选系统的设计
2017-05-12肖涛樊艳峰
肖涛,樊艳峰
(1.广东省食品药品职业技术学校,广东广州510663;2.广东新宇智能装备有限公司,广东东莞523000)
蓝牙电池分选系统的设计
肖涛1,樊艳峰2
(1.广东省食品药品职业技术学校,广东广州510663;2.广东新宇智能装备有限公司,广东东莞523000)
目前蓝牙电池生产厂家主要通过人工来进行电池分选,分选效率低且很难保证电池质量,为此,开发一款具备自动分选功能的新型设备来解决这一问题。本文主要介绍了该型设备的功能、结构、工作原理、硬件设计、软件设计等。
分选系统;锂电池;数据处理;生产效率
蓝牙锂电池的生产中,往往需要从现场获取当前生产电池的重量值、净液量值以及电池条码,然后根据这些数据进行电池的筛选。同时,将相应批次电池的相关数据实时上传到服务器,方便电池数据的追溯。
传统电池的生产过程中,需要人工现场去称当前电池的重量值,然后根据重量值与前段工序的数据进行计算,最后得出净液量值。同时,还需人工手持扫码枪对当前电池进行扫码,并且将重量值、净液量的结果与相应电池的条码进行检查。这样的过程太耗时、耗力,而且容易出错,不方便后段工序对此段工序数据的获取。为此设计一款蓝牙电池的分选设备,以改善这一工作。具体传统电池的生产流程如图1所示。

图1 传统电池的生产流程图
1 设备功能、结构及工作原理
蓝牙电池的分选设备应用于蓝牙电池的Degas封装切边后的扫码称重工序,主要实现与Degas封装切边设备的连接、自动上料、扫码、称重、上传追溯系统、计算净液量并根据净液量以及扫码的结果来判定蓝牙电池分类别排出的功能。
该设备主要由上料取料机械手、过渡传送带、扫码称重取料三联机械手、扫码机构、称重机构、出料传送带以及分选机械手组成。具体如图2所示。

图2 设备结构示意图
首先,上料取料机械手将Degas封装切边设备出料侧的电池取出放到过渡传送带上。然后,扫码称重取料机械手将过渡传送带上出料侧的电池取出,依次放到扫码机构、称重机构和出料传送带上,并分别进行扫码和称重并获取条码信息、重量值和净重值。然后,通过扫码和净重值来确定电池的分选信号。最后,分选机械手根据分选信号将电池放到出料传送带上相应的分选槽里。
2 硬件设计
主机采用欧姆龙CP1H系列PLC进行控制。由于该系统驱动6个电机,因此这里使用了2个CP1H系列的PLC,一个作主站,一个作从站。
由于上料取料机械手、扫码称重取料三联机械手、分选机械手的取料点和放料点位置精度要求高,因此都采用伺服系统。而过渡传送带、出料传送带的精度要求相对不高,因此采用步进系统。
通过上位机以RS232形式来读取重量值、计算净重值、扫码信息并生成EXCEL表,实时将数据上传到服务器。
CP1H系列PLC与上位机的信号交换是通过IO板来实现。
该系统的电气原理具体如图3所示。

图3 系统的电气原理图
3 软件设计
该系统软件包括两个部分:配合机构动作的PLC控制部分和相关数据(重量数据、净液量、条码数据)记录以及实时上传的上位机部分。
3.1 配合机构动作的PLC部分
该部分主要完成以下功能:
(1)使上料取了料机械手能精准的将Degas封装切边设备出料侧的电池取出,放到过渡传送带上的进料处。
(2)过渡传送带在进料处有电池的情况下能立即工作,直到触发到过渡传送带末端的光电感应才停止。
(3)在扫码完成和称重完成后,使扫码称重取料三联机械手能将过渡传送带出料处的电池抓取到扫码位,将扫码位的电池抓取到称重位,将称重位的电池抓取到出料传送带上。
(4)使出料输送带能将电池输送到分选机械手取料位置,同时分选机械手能精确地将电池筛选到3个不同的分选槽中。
(5)能够调整各个电机传动机构的速度、位置值,以及对各个电机传动机构进行归零操作。
PLC设计流程具体如下图4所示。
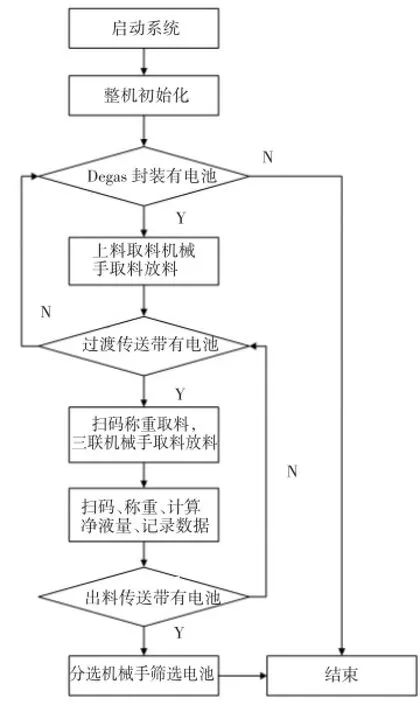
图4PLC设计流程图
3.2 相关数据处理部分
该部分主要完成以下功能:
(1)能记录电池条码、电池重量值、自动计算电池净液量源、电池记录信息,并且自动生产EXCEL表。
(2)当前批次电池生产完成后,能自动将记录的数据信息上传到服务器,方便后段设备对电池信息的追溯。
(3)能实时进行生产监控。主要是在系统自动运行时监控实时生成的条码信息、重量值、计算的净液量、筛选结果的记录。
(4)能进行参数设置。主要是在系统运行前进行一些符合工艺要求的设置,如生产型号、生产批次、净液量范围的设定、净液量常数设定。
(5)能完成IO/COM调试。主要确认上位机与电子称、扫码枪通信是否成功。
4 人机界面设计
人机界面主要以威纶EB8000组态软件来实现,设计的界面主要有自动窗口、手动窗口、参数窗口及IO监控窗口。
(1)自动窗口:在此窗口可以进行自动运行操作、报警信息显示、生产数以及生产效率显示,具体如图5所示。

图5 自动窗口界面示意图
(2)手动窗口:主要在手动模式下,方便调试气缸、电机动作,具体如下图6所示。

图6 手动窗口示意图
(3)参数窗口:在此页面下可对机器的相关参数进行设置,具体如下图7所示。

图7 参数窗口示意图
(4)IO监控窗口:该窗口主要为了在设备出现故障时,方便查看设备信号是否正常。
5 结束语
这种新型蓝牙电池的分选系统目前已投入使用,整体运行稳定。每分钟分选的电池数达到13个,准确率达100%,极大地提高了生产效率,有效地保证了电池的分选质量,同步地实现了实时数据的上传以方便后段工序的数据追溯。
[1]李俊,尹胜彬,王藴珠.Visual Basic 6.0程序设计与应用教程[M].北京:电子工业出版社,2013.
[2]霍罡等.欧姆龙CP1H PLC应用基础与编程实践[M].北京:机械工业出版社,2014.
Design Of Bluetooth Battery Sorting System
XIAO Tao1,FAN Yan-feng2
(1.Guangdong Food And Drug Vocational Technical School,Guangzhou Guangdong 510663,China;2.Guangdong Xinyu Intelligent Equipment Co.,Ltd.,Dongguan Guangdong 523000,China)
At present,the manufacturer of bluetooth battery mainly finishes the battery sorting by hand.The production efficiency is extremely low and the quality is not guaranteed.Therefore,it is nessary to design a new automic equipment to solve this problem.The paper has introduced the function,working principle,general structure,hardware design,software design of the new equipment.
sorting system;lithium battery;data processing;production efficiency
TP271
A
1672-545X(2017)03-0172-03
2016-12-10
肖涛(1978-),男,湖北襄阳人,硕士,工程师,主要研究方向:电工电子;樊艳峰(1989-),男,湖南永州人,专科,工程师,主要研究方向:自动化。
