PLC控制系统的设计和优化方案
2017-05-12何晶晶
何晶晶
(绵阳职业技术学院,四川绵阳621000)
PLC控制系统的设计和优化方案
何晶晶
(绵阳职业技术学院,四川绵阳621000)
传统控制系统只是针对某一特殊工业化需求进行专门设计,设计时一般只考虑满足设计技术指标的要求,因此还存在通用性差、维护修改困难等缺点。传统控制系统难以实现简单修改后的直接应用,其可移植性和通用性差的弊端在日益激烈的科研和生产竞争中也越加显现。因此,提高控制系统的可移植性、通用性和扩展性,即使其具备良好的“柔性”,对于缩短工业装置研制周期和调试费用、提高运行可靠性和适应性都具有重要意义。PLC控制系统是就是在这一背景下产生和发展起来的,而且应用领域越来越广泛。
PLC控制系统;设计;优化;可靠性;稳定性
可编程控制器(Programmable Logic Controller简称PLC),是新一代工业控制计算机,它是在计算机的基础上发展而成的,是一种成熟的稳定的控制器,并且以体积小、通用性好、硬件配套齐全、功能强、实用性强、维护方便、用户程序编程简单和容易掌握等优点而广泛应用于工业领域。其克服了传统控制系统通用性差、维修困难等缺点,为推动现代工业的发展有着巨大的作用。但在稳定性和可靠性方面还存在着一些问题,需要通过设计和优化来使其得到改善和提高,以便更好地为现代工业服务,实现更大的社会效益和经济效益。
1 PLC控制系统设计方法
PLC控制系统的设计就是为了提高工业效率和产品的质量。通常不同的设计师会有不同的设计方法,但是常见的设计方法有三种:图解法、经验法和计算机辅助设计编程法。
1.1 PLC控制系统的分类
根据PLC和设备的数量及控制对象的位置等,可以将PLC控制系统分为以下几类:用一台PLC控制一台设备的单机控制系统;一台PLC控制多台设备的集中控制系统;几台PLC分别独立地控制着某些设备,每个控制对象设置一个单独的PLC的分布式控制系统;因为控制对象不是集中分布,比较分散,输入或输出线需要引入PLC的远程I/O控制系统;用PLC代替远程I/O机架的就地控制系统,它和远程IO控制系统的区别就在于在远程I/O控制系统内,没有程序,机架只装有I/O模块,它的控制程序都存在于PLC的存储器中,它的功能就是执行任务[1]。就地控制系统如图1所示。
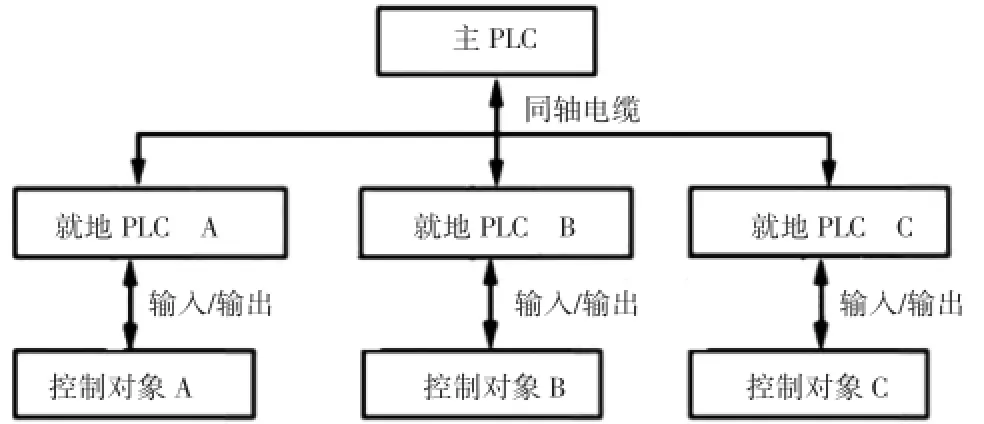
图1 就地控制系统
1.2 PLC控制系统设计原则
(1)最大限度满足被控制对象的控制要求,这是设计PLC控制系统应该遵循的最基本的原则。在设计之前,对控制系统的用途应该做充分的调查研究,然后搜集资料,进行分析,做好准备工作,设计出最佳方案。
(2)保证PLC控制系统安全、可靠。设计者不论在硬件选择还是在编程上面,都要做到科学、合理,不仅要求高效率和好质量,更要狠抓安全这一主线。
(3)力求简单、经济、使用及维修简单。要做到不断优化方案,注意降低成本,达到最佳效益。PLC控制系统就要克服以前维修苦难的问题,只有这样才能被更加广泛的使用[2]。
(4)要适应以后的需要,用发展的眼光看问题。在选择PLC时要注意和实际相结合,容量的确定一定要合理,适应将来对齐优化的需要。
1.3 PLC控制系统设计内容
输入和输出系统是PLC控制系统的构成要件,所以,PLC控制系统基本内容包括以下几个方面:拟定任务书,这是设计的核心,即控制系统的技术条件;选择并确定恰当的像按钮、开关之类的用户输入设备,像继电器、信号灯等之类的输入设备和像发动机之类的由输出设备驱动的控制对象;准确选择PLC,这是保障整个控制系统技术经济性能发挥的重要手段;绘制I/O分配表和端子接线图;编写软件规格说明和设计程序;了解用户认知心理知识;设计非标准部件;编写程序使用说明书。
1.4 PLC的选择标准及选择方法
PLC控制系统最核心的就是PLC,因此选择时一定要在满足用户需求的情况下选出性价比最高的PLC.通常对于PLC的选择,应该从以下几个方面进行考虑:机型、I/O、存储器的类型及容量,最后还要注意编程器和外部设备的选择。
2 PLC控制系统存在的问题及成因分析
2.1 PLC控制系统存在的问题
PLC控制系统PLC控制系统通常由PLC和生产现场设备组成[3]。PLC包括很多设备,当中任何一个设备出现故障都会影响系统正常工作。这些因素都导致了PLC系统的不可靠性和不稳定性的发生。通常表现为:内部信息被破坏,从而控制系统混乱;执行机构误动作和网络出错,这些都影响了设备的正常运行。
2.2 导致PLC控制系统存在问题的原因
常见的影响其可靠性的因素主要有来自空间的辐射干扰、来自电源的干扰、来自信号线引入的干扰、来自接地系统混乱的干扰和来自PLC系统内部的干扰。具体表现有设备选型不合理,因此对温度、湿度等外部因素的干扰无力阻挡。另外未严格按照安装规程安装,如接地系统不好和软件设计不合理等因素导致。
3 PLC控制系统的优化设计
PLC系统的应用使其所控制的设备、系统工作的可靠性,相对单纯的继电器控制系统大大提高[4]。但为了提高PLC控制系统的可靠性,应该消除影响干扰的因素,可以从以下几个方面着手:
3.1 抗干扰性的优化设计
想要排除干扰,维护PLC的稳定性,干扰源、受扰体和干扰通道是三个抗干扰的重要因素,抑制干扰源、提高受扰体的抗干扰的能力和破坏干扰通道成为解决这一问题的重要途径。
3.1.1 抗干扰性的硬件优化设计
PLC控制系统的优化设计很大程度上取决于硬件系统的优化设计,主要从外部环境、PLC本身和输入输出设备三个方面来进行。
首先,要从电源、线路的选择上着手,PLC系统的供电的电源,可用隔离性能比较好的隔离变压器;对于变送器和共用信号仪表供电则应当选择分布电容小、抑制带大的配电器。通过完善接地系统来抗干扰,注意选择质量好的元器件和恰当的接线方式;合理布置地线系统,针对PLC系统中的各种地线应当分开布置,在一点上和电源地相连;注意具体问题具体分析,低频电路选一点接地,高频电路用多点接地,而且应该尽量加粗接地线。
其次,要注意输入输出的保护,数字传感器、频率敏感器件或由振荡器(由敏感参量R、L、C构成)等使传统的模拟传感器数字化。对输入输出通道进行电气隔离。应用最多用于隔离的器件是光电耦合器。模拟量的输入输出可采用V/F、F/V转换器。
再次,要从PLC自身改进上抗干扰。在电源方面,遵循脉动小、稳定性好的原则;在导线方面,用连铜导线;在芯片方面,注意其性能;线路板设计要尽量避免平行走线;印刷板的电源地线最好设计成网状结构;电源正负极的走线应尽量靠近。
最后,要注意PLC系统应用的外部环境。天气的变化必然带来温度和湿度的变化,而这些因素将直接影响PLC外部元部件的寿命,空气中的粉尘等也会对控制系统的可靠性造成不良的影响,这些都是应该优化设计的重点对象。
3.1.2 抗干扰软件优化设计
首先,从信号输入输出着手,可以使用开关型传感器信号的去抖动措施(见图2)、数字滤波、指令冗余(对于设计的新系统,硬件和软件资源不能占用耗尽,硬件至少要保证15%左右的冗余[5])等方法来提升输入和输出信号的可靠性。
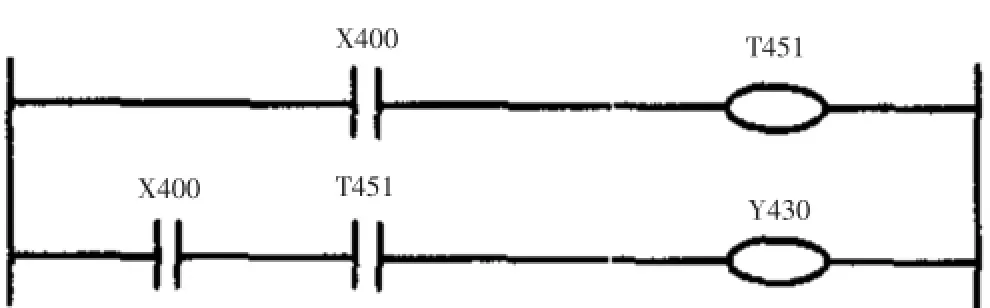
图2 去抖动梯形图
其次,要注意信息的保护和恢复。PLC在检测到故障条件时,立即把现状态存入存储器,软件配合对存储器进行封闭,禁止对存储器的任何操作,以防存储器信息被冲掉[6]。
第三,在硬件设计和编程中应设置互锁功能,因为单纯在PLC内部逻辑上的互锁,往往在外电路发生故障时失去了作用。解决这一问题的办法是将两个接触器的常闭辅助触点互相串接在对方的线圈控制回路中[7-9]。
第四,优化故障检测程序的设计。主要有时间故障检测法和逻辑错误检测法。控制系统工作循环中各工步的运行有严格的时间规定,以这些时间为参数,在要检测的工步动作开始的同时启动一个定时器,逻辑错误检测法[10-12]。可以事先编好一些常见故障的异常逻辑程序加进用户程序中[13]。
第五,注意数据和程序的保护。针对大部分依靠5年左右寿命的锂电池支持来存储用户信息和程序的客户,可以把调试成功的程序用ROM写器固化到EPROM/E2PROM中。应用程序应留有备份,光盘里或EPROM/E2PROM中的备份必须小心保护。另外,设置停电记忆功能,在程序运行时要定时向寄存器输入状态值,并保留最新数据[14-16]。
第六,在程序编制中可采用软件容错技术。PLC在信号出错情况下能及时发现错误,并能排除错误的影响继续工作,在程序中采取不同时间判断的方式,注意防止因为接点的抖动而引起的“伪报警”[17]。
4 结束语
PLC控制系统的优化设计是一个长期的复杂的过程,本文通过分析PLC设计的内容、原则、方法以及实际使用过程中PLC控制系统所存在的问题,相应的提出了一些合理的优化设计方案,这必将对实际生活和在工作中PLC控制系统的使用有着很大的实践价值。
[1]刘美俊.可编程控制器应用技术[M].福州:福建科技出版社,2006.
[2]刘美俊.PLC控制系统的设计与安装[J].技术进步,2007,11(11):45-47.
[3]皮状行.可编程序控制器的系统设计与应用实例[M].北京:机械工业出版社,2001.
[4]孙延庆,刘美侠.提高PLC控制系统可靠性的措施[J].机电产品开发与创新,2008,28(11):47-51.
[5]赵中敏,张秋云.PLC控制系统设计[J].机床电器,2007,34(2):37-40.
[6]郝久清.PLC控制系统的可靠性设计[J].自动化仪表,2009,26(1):21-24.
[7]李军,张春龙.谈PLC自动化控制系统优化设计[J].中国新技术新产品,2010(5):18-25.
[8]李兴福.大批量生产中的柔性制造技术[J].组合机床与自动化加工技术,1998(8):25-29.
[9]高尚军,高杰.PLC自动化控制优化探析[J].科技传播,2013(9):34,59.
[10]王玉铎.PLC自动化控制系统优化探析[J].中国科技投资,2013(Z4):111.
[11]汪洋.浅析对PLC自动化控制优化探析[J].科技风,2013(9):34,59.
[12]何富其.基于PLC自动化控制系统优化的配置及组态分析[J].制造业自动化,2011,33(6):64-66.
[13]李怀智.试析PLC自动化控制优化设计[J].中国新技术新产品,2011(11):144.
[14]朱学军.PLC顺序控制方法研究[J].组合机床与自动化加工技术,2003(11):94-96.
[15]廖常初.PLC编程及应用[M].北京:机械工业出版社,2005.
[16]王晓光.可控制编程原理及应用[M].北京:机械工业出版社,1995.
[17]熊幸明.提高PLC控制系统可靠性的探讨[J].机床电器,2003,30(1):29-31.
Design and Optimization of PLC Control System
HE Jing-jing
(Mianyang Polytechnic,Mianyang Sichuan 621000,China)
Traditional control system is only designed for a particular industrial demand,if the design of technical indexes meets the design requirements is considered when we are designing it.So there are many shortcomings,such as poor universality maintenance,modification difficulties and so on.It is difficult for the traditional control system to implement a simple modified application directly,the disadvantages of poor portability and versatility in the increasingly fierce competition in the scientific research and production are also raising.As a result,improving the portability of the control system of versatility and expansibility,that is to make it have great“flexible”.It is meaningful for shortening the period of industrial equipment and commissioning cost,improving the operation reliability and adaptability.PLC control-system is produced and developed under this background and it is becoming more and more widely used.
PLC control system;design;optimize;reliability;stability
TP273
A
1672-545X(2017)03-0022-03
2016-12-03
2014年四川省教育厅项目(编号:14ZB0398)
何晶晶(1982-),女,四川泸州人,讲师,通信工程学士,研究生在读,研究方向:测控与通信技术。
