变厚度轧制过渡区的数学模型
2017-05-10支颖刘相华孙涛吴志强张广基
支颖, 刘相华,2, 孙涛, 吴志强, 张广基
(1.东北大学 轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110819; 2.东北大学 研究院,辽宁 沈阳 110819)
变厚度轧制过渡区的数学模型
支颖1, 刘相华1,2, 孙涛1, 吴志强1, 张广基1
(1.东北大学 轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110819; 2.东北大学 研究院,辽宁 沈阳 110819)
为了实现变厚度过渡区轧制形状尺寸的精确控制,本文提出了四种类型过渡区,并建立了四种类型过渡区曲线的数学模型,分析了差厚板过渡区轧制中轧辊中心运动轨迹,建立了过渡区轧制轧件出口水平速度与轧辊垂直压下速度的匹配关系。带有直线主导型过渡区的差厚板应用于上汽集团汽车仪表板横梁钢管的制作,取得了良好的减重效果。按照本文给出的理论与方法控制过渡区厚度,其实测厚度结果与设定值符合很好,其最大偏差为0.056 mm,偏差标准差为0.014 mm。研究结果对加快国产差厚板在汽车轻量化中应用提供了参考。
变厚度轧制;差厚板;过渡区;曲线模型;速度关系;轧辊中心轨迹
变厚度板生产与应用作为钢铁生产领域中一项具有特色的节能节材新技术,成为近期本领域的研究热点[1-2]。冷轧差厚板(tailor rolled blank,TRB)是一种部分取代激光拼焊板(tailor weld blank,TWB)的变厚度板,主要用于汽车轻量化[3-4]。冷轧差厚板与激光拼焊板相比具有明显的优点[5-7]:降低生产成本,没有焊缝,表面质量好,组织性能均匀性好,过渡区的长度和形状可以控制,可根据冲压件服役时的受力状况设计过渡曲线。20世纪90年代差厚板研发在德国率先开展,所生产TRB板广泛应用于奥迪、BMW等各种欧系70多种车型[8-9]。国内汽车减重差厚钢板的开发处于跟随国外技术的阶段,其使用不如国外普遍。刘相华教授为首的差厚板团队,于本世纪初开始开展了多项生产变厚度钢材的研究[10-17],掌握了轧制差厚板的核心技术,成功开发出差厚板产品,填补了国内差厚板生产的空白,并已经将所生产的差厚板产品批量供货用于制作汽车轻量化零部件。差厚板的厚区与薄区之间有过渡区,在差厚板开发技术中过渡区的曲线形状、尺寸控制至关重要,不仅决定了冲压件成品的整体和局部承载能力,也影响到冲压生产和模具设计,同时还与轧制过程的控制水平密切相关。本文提出的四种过渡曲线不仅仅具有几何方面的特征[16],它的深层意义是为轧制成形过程确定轧辊辊缝调整量提供依据。其思路是:首先确定出过渡曲线,然后求出能够获得此目标曲线所需要的辊缝位移,进而求解出轧件水平速度与轧辊垂直压下速度的匹配关系,过渡曲线居于非常重要的地位。因此为了实现变厚度过渡区轧制形状尺寸的精确控制,建立变厚度钢板过渡区数学模型具有重要的实际意义。
1 变厚度轧制过渡区类型
差厚板薄区和厚区之间有过渡区,轧制中把辊缝向下压,轧件由厚变薄,轧件表面形成一条处处斜率小于0的单调下降曲线;反之辊缝向上抬,则轧件由薄变厚,轧件表面形成一条处处斜率大于0的单调上升曲线。这两类曲线把带材纵向两种及以上不同的厚度区域连接起来,在连接点处光滑吻接、平缓过渡。根据负载条件对变厚度轧件过渡区优化设计的思想,提出了如下四种类型过渡区,如图1所示。通过这四种基本类型的过渡区的自组合和相互组合,可以得到多种类型的过渡区。图1中,(a1)与(a2)互为镜像,分别代表趋厚轧制和趋薄轧制,下面以趋厚轧制为研究对象来求取趋厚轧制的过渡曲线;所得结果取其镜像,可得到趋薄轧制的过渡曲线。
1)双弧主导型过渡区:过渡区由两段弧度小于90°的相切圆弧在相切处反向光滑连接而成,如图1中(a1)和(a2)所示;这种过渡区的优点是其与薄区和厚区在连接点处相吻接,过渡平滑无突变,适用于较短的过渡区。
2)直线主导型过渡区:过渡区由一次曲线光滑连接而成,在直线与直线相交处加修圆处理,如图1中(b1) 和(b2)所示;这种过渡区的形状比较简单,实现难度小,较长、较短的过渡区均可适用。
3)凹弧主导型过渡区:过渡区由一段弧度小于90°的圆弧光滑连接而成,在凹弧与直线相交处加修圆处理,如图1中(c1) 和(c2)所示;这种过渡区的与双弧主导型过渡区相比能节省金属,但实现难度较大,适用于较短的过渡区。
4)幂函数主导型过渡区:过渡区由高次曲线光滑连接而成,典型例可取为三次幂函数曲线,如图1中(d1) 和(d2)所示。这种过渡区能够适应不同的形状要求,实现难度适中,适用于较长的过渡区。

图1 变厚度轧制四种类型过渡区示意图Fig.1 Schematic diagram on four types of transition zone for variable gauge rolling
2 变厚度轧制过渡区曲线数学模型
2.1 四种过渡区曲线数学模型
图2所示为四种类型的过渡曲线在直角坐标系中的示意图,取左手坐标系,轧制方向指向右边,坐标原点取在过渡区左端点,按照过渡曲线光滑、连续的要求,依据求解条件有
(1)
(2)
由此可以推导图2中的4种类型的过渡曲线。
2.1.1 双弧主导型过渡曲线数学模型
如图2(a)所示,选取半径R相等的两段圆弧在b点相切,差厚板的薄区与过渡曲线在a点相连,连接点光滑平缓,差厚板的厚区与过渡曲线在d点相连,连接点光滑平缓;c点、e点分别为两段圆弧的圆心。为处理方便,坐标原点取在薄区与过渡曲线相连的a点,yd为厚区与薄区的厚差之半。设过渡区的长度为l,薄区和厚区的厚度分别为ha和hb,依据求解条件能够得出

(3)
(4)

(5)


图2 四种类型的过渡曲线在直角坐标系中的示意图Fig.2 Schematic diagram on four types of curve of transition zone in cartesian coordinate system
(6)
式(5)、(6)即为双弧主导型过渡曲线的数学模型表达式。按照这样的曲线连接厚区与薄区,能够保证连接点连续、光滑、平缓。
2.1.2 直线主导型过渡曲线的数学模型
如图2(b)所示,过渡曲线在a点与差厚板的薄区相连,在b点与差厚板的厚区相连。设过渡区的长度为l,依据求解条件能够得出
(7)
为了保证过渡曲线的光滑性,考虑对直线主导型过渡曲线中直线与直线相交之处需加修圆处理,如图3所示。设过渡区直线与厚区相交处修圆的圆弧方程为
(x-p)2+(y-q)2=R02
(8)
式中:s为初始设定值,经推导可得

(9)

设过渡区直线与薄区相交处修圆的圆弧方程为
(x-e)2+(y-f)2=R02
(10)
式中:s为初始设定值,经数学推导可得
(11)

由此整理可以得到能够保证连接点连续、光滑、平缓的直线主导型过渡区曲线的数学模型表达式为

(12)
当

(13)

(14)
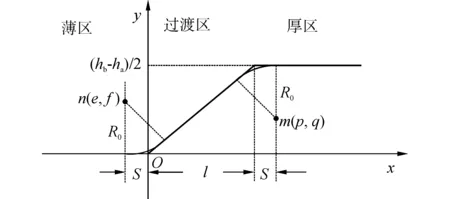
图3 直线主导型过渡曲线修圆示意图Fig.3 Schematic diagram of rounding on curve of linear transition zone
2.1.3 凹弧主导型过渡曲线的数学模型
如图2(c)所示,取圆弧曲线的一般形式为
(x-xc)2+(y-yc)2=R2
(15)
依据求解条件可得
(16)

为了保证过渡曲线的光滑性,考虑对凹弧主导型过渡曲线中圆弧与直线相交之处需加修圆处理,如图4所示。设过渡区直线与厚区相交处修圆的圆弧方程为
(x-g)2+(y-k)2=R12
(17)
式中:t为初始设定值,经几何数学推导可得:
(18)


由此整理可得能够保证连接点连续、光滑、平缓的凹弧主导型过渡区曲线的数学模型表达式为
(19)

(20)
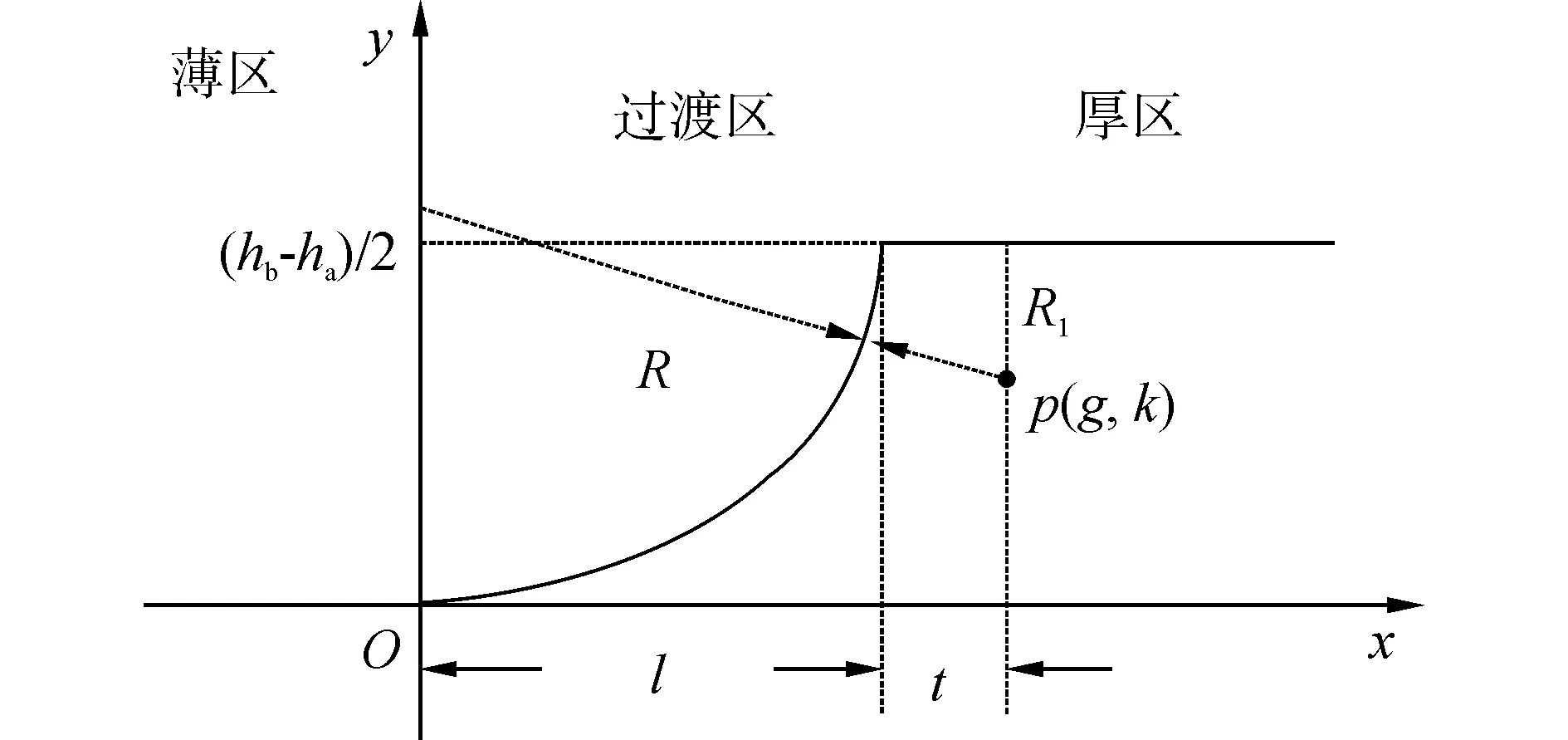
图4 凹弧主导型过渡曲线修圆示意图Fig.4 Schematic diagram of rounding on curve of concave transition zone
2.1.4 曲线主导型过渡曲线的数学模型
如图2(d)所示,选择三次幂函数曲线作为曲线主导型过渡曲线,取三次幂函数曲线的一般形式为
y=c0+c1x+c2x2+c3x3
(21)
由图2(d)所示的坐标系以及连接点光滑平缓,一阶导数为零,及求解条件能够得出曲线主导型过渡曲线采用三次幂函数曲线时的数学模型表达式:
(22)
代入不同的参数,可以得到具体的表达式。按照这样的曲线连接厚区与薄区,能够保证连接点连续、光滑、平缓。
2.2 轧辊中心运动轨迹
变厚度轧制过程有两种类型:趋薄轧制和趋厚轧制,如图5。其中趋厚轧制时轧辊逐渐抬起,辊缝随之加大,轧件出口厚度逐渐变大;而趋薄轧制时轧辊逐渐压下,辊缝随之减小,轧件出口厚度逐渐变小,直到完成过渡区轧制。过渡区的形状尺寸与辊缝的变化规律有关,上下两个工作辊在垂直方向分离或者靠近的速度及其与轧件水平速度的关系决定了过渡区的形状尺寸。

图5 简单轧制与变厚度轧制示意图Fig.5 Schematic diagram of variable gauge rolling
在变厚度轧制过程中,轧辊除转动外,只在垂直方向有上下移动形成垂直位移;而轧件中心线则是水平方向有位移,而垂直方向无位移。轧辊中心的运动轨迹极其简单,就是一条垂直于轧件表面的直线(因为没有水平移动),移动距离等于压下量Δh的一半。为研究轧辊中心与轧件过渡区轮廓曲线的相对位置,取原点在变形区出口的轧件几何中心,速度等于轧件出口速度的移动坐标系,以此研究轧辊的运动轨迹。如图6所示,虚线为趋厚轧制过程轧辊中心位置曲线,表示了轧辊中心在垂直方向的位移随轧制时间的变化轨迹。
轧辊中心的垂直位移速度不是常数,可以有两种类型:1)先以一定的加速度到最大速度后再以一定的加速度减速到零;2)以一定的加速度加速到最大速度后,有一段等速(或者按照过渡曲线形状来控制速度),再以一定的加速度减速到零,如图7所示。这两种类型的选择,可以根据压下执行机构的动作参数液压缸响应频率与变厚度范围来确定。当液压缸响应频率足够大,且变厚度范围不是很大的情况下,轧辊中心的垂直位移速度可以近似假设为匀速,或可以用轧辊垂直位移
平均速度来代替。
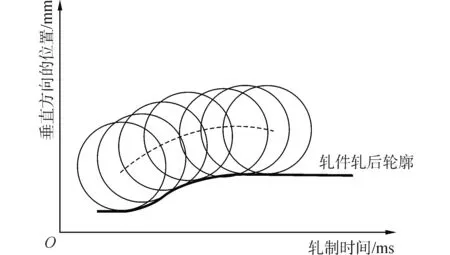
图6 趋厚轧制过程轧辊中心位置曲线示意图Fig.6 Schematic diagram of position curve of roll center during upwards rolling
除此之外,轧辊中心的垂直位移速度要满足在规定的时间点轧辊中心到达指定的位置,即轧辊垂直速度与轧件水平速度的匹配才能控制过渡区曲线形状尺寸。

图7 变厚度轧制过程轧辊中心垂直速度两种类型示意图Fig.7 Schematic diagram of two kinds of vertical velocity of roll center during variable gauge rolling
2.3 轧件水平速度与轧辊垂直速度的匹配关系
在等厚度稳定轧制过程中,质量守恒定律通常被表述为秒流量相等原则。刘相华等[17]已经论证了变厚度轧制时秒流量相等关系不再成立,秒流量差与轧辊垂直方向刚性位移速度有关。在轧辊旋转角速度给定的条件下,趋厚轧制时秒流量逐渐增大,趋薄轧制时秒流量逐渐减小。变厚度轧制过程,质量守恒定律可以表述为变形区及各个微元体发生塑性变形时体积保持不变,但不能表述为秒流量相等。
变厚度轧制过程中,过渡区金属的流动规律为:沿轧件水平方向入口体积等于轧件水平方向轧件水平方向出口体积与上下两个工作辊在垂直方向分离或者靠近带来的变性区体积增加或减少量之和。对于图8所示的趋厚轧制过渡区轧制中,忽略轧件宽展,由于轧制对称性,取任意1/2横断面金属为研究对象,流入轧件入口断面AA′的金属并没有完全从BB′断面流出,有一部分金属留在了变性区A′A″B″B′,这部分的体积ΔQ可表示为
ΔQ=0.5ΔlvyΔt
(23)式中:vy为轧辊在垂直方向的刚性位移平均速度,Δl为过渡区变形区接触弧长,Δt为轧件过渡区上任意横断面金属由轧制入口到轧制出口经历的时间。

图8 变厚度轧制秒流量关系示意图Fig.8 Schematic diagram of constant mass flow during upwards rolling
变厚度轧制体积不变定律可描述[17]为
h0v0=hxvx+kΔlvy
(24)
由变厚度过渡区轧制接触弧计算公式[17]为
(25)
趋厚轧制时,k=+1;趋薄轧制时,k=-1; Δh=h0-hx,h0为过渡区轧制轧件入口厚度,hx为过渡区轧制轧件出口厚度,θ为变厚度轧制楔形角,α为轧件和轧辊最先接触点和轧辊中心连线与轧辊中心线构成的圆心角,R为轧辊半径,v0为过渡区轧制轧件入口处水平速度,vx为轧件在过渡区轧制出口的水平速度。将式(25)代入式(24)可得轧件在过渡区轧制出口的水平速度与轧辊垂直方向速度的匹配关系为
h0v0=hxvx+kR(α-kθ)vy
(26)
(27)
(28)
在关系式(28)中,变厚度轧制楔形角θ是决定轧件在过渡区轧制出口的水平速度与轧辊垂直方向速度的匹配关系的主要因素。不同类型过渡区曲线对应不同的轧制楔形角θ,而tanθ即为轧件出口处过渡区曲线在这点的切线斜率即导数。在过渡区轧制轧件出口处任一点满足tanθ=f′(x)。
变厚度板过渡区轧制的速度变量有3个:轧件入口处水平速度v0、轧辊在垂直方向的刚性位移平均速度vy、轧件出口的水平速度vx。为了获得不同类型曲线的过渡区,必须合理匹配这3个速度,其匹配方式通常有两种。第一种方式:设定轧件入口处水平速度
v0在过渡区段轧制采用降速(趋薄轧制)或升速轧制(趋厚轧制);在满足液压缸响应频率的条件下,给定轧辊在垂直方向的压下或抬起平均速度vy;获得不同类型曲线的过渡区轧件出口的水平速度vx分布。第二种方式:设定轧件入口处水平速度v0在过渡区段轧制时保持匀速;在满足液压缸响应频率的条件下,给定轧辊在垂直方向的压下(趋薄轧制)和抬起(趋厚轧制)平均速度vy;获得不同类型曲线的过渡区轧件出口的水平速度vx分布。下面以趋薄轧制为例,分析采用第一种方式过渡区轧制中3个速度变量的匹配关系。

图9 过渡区轧制轧件入口水平速度设定值Fig.9 The set value of rolling level speed at the entrance of the transition zone

图10 趋薄轧制过渡区轧件出口水平速度与轧辊垂直速度的关系(入口速度降速)Fig.10 The matching relation between the rolling speed of workpiece and vertical velocity of roller pressure in the transition zone during upwards rolling (entrance speed is drop)
设过渡区长度100mm,厚区厚度2.0mm,薄区厚度1.0mm。过渡区轧制轧件入口水平速度v0采用如图9所示的降速方式,轧辊半径为110mm,轧辊在垂直方向的压下平均速度分别取为0.001、0.005、0.01、0.05、0.1m/s,根据式(28)及表1数据可分别计算得到如图10所示的两种类型过渡区轧制轧件出口水平速度与轧辊垂直方向速度的匹配关系。从图10中可以看出,对于同一类过渡区,随着轧辊垂直压下平均速度的增加,过渡区轧件出口的水平速度也随之增加;对于相同的轧辊垂直压下平均速度,当轧辊压下平均速度为0.01、0.05、0.1m/s时,随着趋薄轧制的进行,过渡区轧件出口的水平速度随轧制轧件入口水平速度的减少而呈增加趋势;当轧辊压下平均速度为0.001m/s和0.005m/s时,过渡区轧件出口的水平速度保持相对匀速或略有增加趋势;对于不同类型曲线的过渡区,其轧件出口水平速度的增加趋势不同。图11所示为轧件入口采用如图9所示的降速方式,轧辊垂直压下速度为0.004m/s时,趋薄轧制直线主导型过渡区轧件出口水平速度计算与实测值对比,从图中可看出,计算值与实际值吻合较好。
2.4 变厚度轧件过渡区尺寸控制的实测值与设定值对比分析
变厚度轧制过渡区的设计与控制理论在工业化生产中得到应用,图12(a)所示为某厂生产的带有一个直线主导型过渡区和两个厚度区的差厚板的尺寸示意图[9]。差厚板的厚区的厚度为2 mm,长度为82 mm,薄区的厚度为1 mm,长度为681.3 mm,过渡区长度为100 mm,采用的过渡区类型为直线主导型。图12(b)所示经差厚板冲压成形后的仪表板横梁钢管的实物及示意尺寸,此差厚管相比之前的等厚壁管节材减重42%,实现了仪表板横梁钢管的壁厚差异化和结构轻量化。
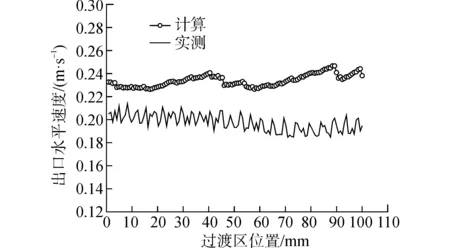
图11 趋薄轧制过渡区轧件出口水平速度计算与实测值对比(直线主导型)Fig.11 Comparison of calculated and measured values of the rolling speed of workpiece in the linear transition zone during upwards rolling

图12 直线主导型过渡区的差厚板及差厚管产品尺寸Fig. 12 Dimension of TRB and the finished product CCB with linear transition zone
实际测量了所生产的带有直线主导型的多个差厚板样件,将不同过渡区位置的厚度尺寸的实际测量值与本文的理论计算值(设定值)进行比较,如图13所示。按照本文给出的理论与方法控制过渡区厚度,其实测厚度结果与设定值符合很好,其最大偏差为0.056 mm,偏差标准差为0.014 mm。

图13 直线主导型过渡区厚度控制理论计算值与实测值对比Fig.13 Comparison of calculated and measured values of workpiece thick on linear transition zone
3 结论
提出了四种类型变厚度过渡区,建立了四种过渡区曲线的函数方程。分析了变厚度过渡区轧制过程轧辊中心运动轨迹,并获得了过渡区轧制轧件出口水平速度与轧辊垂直压下速度的匹配关系。
1) 带有直线主导型过渡区的差厚板应用于上汽集团汽车仪表板横梁钢管的制作,取得了良好的减重效果;
2)按照本文给出的理论与方法控制过渡区厚度,其实测厚度结果与设定值符合很好,其最大偏差为0.056 mm,偏差标准差为0.014 mm。
[1]LIU Xianghua, ZHI Ying, YU Hailiang. Rolling technology with reducing resources in China [J]. Materials and manufacturing processes, 2010, 25(1-3): 161-166.
[2]LIU Xianghua. Prospects for variable gauge rolling: technology, theory and application [J]. Journal of iron and steel research international, 2011, 18(1): 1-7.
[3]刘相华,刘鑫,付书涛,等. 变厚度板带材产品及其深加工[J]. 轧钢,2015,32(5):1-7. LIU Xianghua, LIU Xin, FU Shutao, et al. Products of variable gauge rolling and their deep processing [J]. Steel Rolling, 2015, 32(5): 1-7.
[4]ROOKS B. Tailor-welded blanks bring multiple benefits to car design [J]. Assembly automation, 2001, 21(4): 323-328.
[5]MEYER A, WIETBROCK B, HIRT G. Increasing of the drawing depth using tailor rolled blanks—numerical and experimental analysis [J]. International journal of machine tools and manufacture, 2008, 48(4): 522-531.
[6]URBAN M, KRAHN M, HIRT G, et al. Numerical research and optimisation of high pressure sheet metal forming of tailor rolled blanks [J]. Journal of materials processing technology, 2006, 177(1-3): 360-363.
[7]ZHANG Guangji, LIU Xianghua. Research on roll force for variable gauge rolling [J]. Advanced materials research,2012, 418-420: 1232-1236.
[8]刘相华,吴志强,支颖,等. 差厚板轧制技术及其在汽车制造中的应用[J].汽车工艺与材料,2011,(1):30-34. LIU Xianghua, WU Zhiqiang, ZHI Ying, et al. TRB rolling technology and its application in automobile manufacturing [J]. Automotive technology and materials, 2011, (1): 30-34.
[9]LIU Xianghua, ZHAO Qilin, LIU Lizhong. Recent development on theory and application of variable gauge rolling, a review [J]. Acta metall sin: engl lett, 2014, 27(3): 483-493.
[10]LIU Xianghua, FANG Zhi, WU Zhiqiang, et al. Development of rolling technology for eco-product TRB [C]//Proceeding of 10th International Conference on Steel Rolling. Beijing, 2010.
[11]WU Zhiqiang, FANG Zhi, LIU Xianghua. Model for micro-tracking of periodic longitudinally profiled strip rolling [C]//Proceeding of 10th International Conference on Steel Rolling. Beijing, 2010.
[12]LIU Xianghua,HUO Gang. Variable gauge sheet for car lightweight and design by optimization of surplus capacity [C]//Proceedings of the 2nd International Symposium on Automobile Steel. Anshan, 2013: 223-228.
[13]刘相华,张广基.变厚度轧制过程力平衡微分方程[J].钢铁研究学报,2012, 24(4): 10. LIU Xianghua, ZHANG Guangji.Force equilibrium differential equations for variable gauge rolling [J].Journal of iron and steel research, 2012, 24(4): 10.
[14]LIU Xianghua, WU Zhiqiang, FANG Zhi, et al. From TRB and LP plate to variable gauge Rolling: technology, theory, simulation and experiment [J]. Materials science forum, 2012, 706-709: 1448-1453.
[15]杜平,胡贤磊,王君,等. 纵向变截面轧制过程中的轧制参数[J]. 钢铁研究学报, 2008, 20(12): 26-30. DU Ping, HU Xianlei, WANG Jun, et al. Rolling parameters for longitudinal profiled plate rolling process [J]. Journal of iron and steel research, 2008, 20(12): 26-30.
[16]刘相华,支颖,张殿华,等. 周期性纵向变厚度带材厚区与薄区之间的曲线过渡方法[P].中国,ZL200910012400.3,2012-07-04.
[17]刘相华,张广基,支颖. 变厚度轧制时质量守恒的表述方式[J]. 科学通报,2013,58(18):1769-1774. LIU Xianghua, ZHANG Guangji, ZHI Ying. On the law of mass conservation for variable gauge rolling [J]. Chinese science bulletin, 2013,58(18):1769-1774.
Investigation of mathematical model for the transition zone of tailor rolled blank for variable gauge rolling
ZHI Ying1, LIU Xianghua1,2, SUN Tao1, WU Zhiqiang1, ZHANG Guangji1
(1.State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, China; 2.Research Institute of Science and Technology, Northeastern University, Shenyang 110819, China)
To achieve precise control in rolling the transition zone of tailor rolled blanks, we propose four types of transition zone and derive four equations for the transition zone curves. We analyzed the trajectory of the roll center and established the matching relation between the rolling speed of the workpiece and the vertical velocity of the roller pressure in the transition zone of tailor rolled blanks. We applied a tailor rolled blank with a linear transition zone to the manufacturing of crossbeams for car meter panels, achieving a good reduction in weight. Based on the theory and method used in our study, we were able to control the thickness of the transition zone. The measured thickness was in good agreement with the set value, the maximum deviation was 0.056 mm, and its standard deviation was 0.014 mm. Thus, the research results provide a reference for promoting the application of tailor rolled blanks in domestic automobile manufacturing.Keywords:variable gauge rolling; tailor rolled blank; transition zone; curve model; trajectory of the roll center
2016-07-21.
日期:2017-03-17.
国家自然科学基金项目(51504062,51374069);国家国际科技合作专项资助项目(2015DFA50780).
支颖(1978-), 女, 讲师, 博士; 刘相华(1953-), 男, 教授,博士生导师.
支颖,E-mail: zhiying@ral.neu.edu.cn.
10.11990/jheu.201607054
TG335.5
A
1006-7043(2017)04-0602-08
支颖, 刘相华, 孙涛,等.变厚度轧制过渡区的数学模型[J]. 哈尔滨工程大学学报, 2017, 38(4): 602-609.
ZHI Ying, LIU Xianghua, SUN Tao,et al. Investigation of mathematical model for the transition zone of tailor rolled blank for variable gauge rolling[J]. Journal of Harbin Engineering University, 2017, 38(4): 602-609.
网络出版地址:http://kns.cnki.net/kcms/detail/23.1390.u.20170317.1631.020.html
