分子蒸馏单甘酯与谷维素-谷甾醇复合葵花籽油凝胶的制备
2017-05-10马传国王英丹郭永生
李 胜, 马传国, ,王英丹,郭永生
(1.河南工业大学粮油食品学院,郑州 450001; 2.小麦和玉米深加工国家工程实验室,郑州 450001)
分子蒸馏单甘酯与谷维素-谷甾醇复合葵花籽油凝胶的制备
李 胜1, 马传国1,2,王英丹2,郭永生2
(1.河南工业大学粮油食品学院,郑州 450001; 2.小麦和玉米深加工国家工程实验室,郑州 450001)
以一级压榨葵花籽油为基料油,添加分子蒸馏单甘酯与谷维素-谷甾醇制备复合凝胶。探讨了凝胶剂添加量、凝胶剂比例、加热温度、加热时间和冷却温度对复合凝胶析油率的影响。结果表明:在谷维素-谷甾醇与分子蒸馏单甘酯质量比为6∶4,添加量为9%,加热温度为90℃,加热时间为20 min,冷却温度为10℃条件下,复合凝胶析油率为0.61%,具有较好的油结合能力、较低的熔点和合适的硬度,且不含反式脂肪酸,饱和脂肪酸含量仅为14.27%,低于传统专用油脂中饱和脂肪酸含量。
谷维素;谷甾醇;单甘酯;复合葵花籽油凝胶;制备
由于很多食品要求具有一定的塑性结构和流变学性质,通常是通过添加固体脂肪实现的,因此用液体食用油制备固体结构化脂肪可以增加其在不同食品中的用途。有机凝胶是具有能在室温条件下结构化液体油形成无反式脂肪酸、低饱和脂肪酸塑性脂肪的新技术,其主要是通过添加少量的有机凝胶剂混合物(如脂肪酸和脂肪醇、单甘酯、蜡和蜡酯、植物甾醇及甾醇酯、神经酰胺、可食用的聚合物等)到液体油中在一定条件下形成的[1-2]。但这些凝胶剂大多由于不允许添加到食品中或由其形成的凝胶不能满足食品的特定性质而受到限制,如脂肪酸、脂肪醇、蜡和蜡酯等一般不能添加到食品中;谷维素-谷甾醇成本较高、凝胶流变学性质不理想[3]且在有水的情况下,谷甾醇会和水形成水化合物阻碍其自组装形成凝胶[4-5];单甘酯长时间放置发生晶型转变[6]、容易出油[7-8]等。研究表明,复合凝胶性能优于单一凝胶,如甘油三硬脂酸酯(PPP)与小烛树蜡形成共结晶作用,进而使凝胶的热性能和机械性能发生变化[9]。因此,本文采用分子蒸馏单甘酯和谷维素-谷甾醇作为凝胶剂,以期形成成本较低、硬度适中、熔点较低、性质稳定的复合葵花籽油凝胶,可作为反式脂肪的替代品,或作为人造奶油的基料油。
1 材料与方法
1.1 试验材料
1.1.1 原料与试剂
一级压榨葵花籽油:中粮集团提供;γ-谷维素(纯度≥99%):济宁市安康制药有限责任公司;β-谷甾醇(纯度≥99%):湖北只启生物化工有限公司;分子蒸馏单甘酯(纯度≥90%,食品级):郑州晨旭化工产品有限公司;三氟化硼、氢氧化钾甲醇溶液、无水乙醚、95%乙醇、酚酞试剂、正己烷均为分析纯。
1.1.2 仪器与设备
DF-101Z集热式恒温加热磁力搅拌器;TAQ20差示扫描量热仪:美国TA公司;TA-XT Plus质构仪:英国Stable Micro Systems公司;Agilent6890N气相色谱仪:美国安捷伦有限公司;TGL-16G飞鸽高速台式离心机;MARS 60流变仪:德国Thermo Fisher Scientific公司。
1.2 试验方法
1.2.1 样品的制备
分别向葵花籽油中加入一定量不同比例的分子蒸馏单甘酯和谷维素-谷甾醇(谷维素与谷甾醇质量比为3∶2),然后将样品放在一定的温度下抽真空磁力搅拌加热一段时间,反应结束后,置于一定温度下冷却12 h后室温储藏至少3 d,备用。
1.2.2 析油率测定
称取1 g左右的复合葵花籽油凝胶样品置于1.5 mL离心管中,将离心管置于高速台式离心机中,转速10 000 r/min,离心30 min,将不能结合的油析出。然后将离心管取出,在滤纸上倒置5 min以使析出的油完全沥出。析油率=析出油的质量/样品总质量×100%。
1.2.3 原料及产品理化指标的测定
水分的测定,GB/T 5528—2008;酸值的测定,GB/T 5530—2005;过氧化值的测定,GB/T 5538—1995;碘值的测定,GB/T 5532—2008;反式脂肪酸的测定,GB/T 22507—2008。
1.2.4 脂肪酸组成测定
采用气相色谱法测定葵花籽油、分子蒸馏单甘酯及复合凝胶的脂肪酸组成。样品采用三氟化硼甲酯化后进行气相色谱分析。气相色谱条件:BPX-70毛细管柱(100 m×0.25 mm×0.25 μm),FID检测器温度230℃,进样口温度210℃,柱温180℃,氮气流速1 mL/min,氢气流速47 mL/min,空气流速400 mL/min。根据标样保留时间定性,面积归一化法定量。
1.2.5 线性黏弹区测定
取适量样品放置于流变仪平台上,利用配置有循环水浴温控系统的压力控制型MARS 60流变仪测定样品的线性黏弹区。锥板探头C35Ti(直径35 mm),间隙0.051 mm,在恒定的频率(1 Hz)和温度(20℃)下,对样品进行小变形测试的应力扫描,剪切应力τ范围为 0.01~400 Pa,获得相应的弹性模量(G′)和黏性模量(G″)随剪切应力变化的振幅扫描曲线。
1.2.6 硬度测定
将在50 mL烧杯中凝固的30 g复合葵花籽油凝胶(圆柱状,直径45 mm,高26 mm)置于25℃恒温水浴中保持24 h,用质构仪进行硬度测定。质构仪参数:探头P5,测前速度2 mm/s,测试中速度1 mm/s,测后速度2 mm/s,探头感受到5.0 g力后下压12.00 mm,取下压过程峰值为硬度值。
1.2.7 熔点测定
称取样品5~8 mg,程序升温,以20℃/min的速率快速将其从室温加热至120℃,并保持10 min以消除结晶记忆,再以5℃/min的速率降至20℃,并保持20 min使其充分结晶,再升温至120℃,升温速率为5℃/min。氮气流速为100 mL/min。
1.2.8 数据处理
数据采用3次重复试验的平均值和标准偏差(SD)表示。利用SPSS 16.0软件进行数据统计分析,P<0.05被认为是显著的。
2 结果与讨论
2.1 复合葵花籽油凝胶制备单因素试验
2.1.1 凝胶剂添加量对凝胶性质的影响
试验条件为:谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4,加热温度90℃,加热时间30 min,冷却温度5℃;考察凝胶剂(谷维素-谷甾醇与分子蒸馏单甘酯)添加量对复合凝胶析油率的影响。结果如图1所示。
从图1可以看出,随着凝胶剂添加量的增加,复合凝胶的析油率逐渐降低,当凝胶剂添加量达到9%时很少有油析出,再增加凝胶剂添加量,析油率基本不变。因此,从成本上考虑选择9%为最佳凝胶剂添加量。
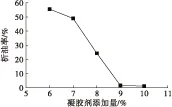
图1 凝胶剂添加量与析油率的关系
2.1.2 谷维素-谷甾醇与分子蒸馏单甘酯质量比对凝胶性质的影响
试验条件为:凝胶剂添加量9%,加热温度90℃,加热时间30 min,冷却温度5℃;考察谷维素-谷甾醇与分子蒸馏单甘酯质量比对复合凝胶析油率的影响。结果如图2所示。

图2 谷维素-谷甾醇与分子蒸馏单甘酯质量比与析油率的关系
从图2可以看出,随着谷维素-谷甾醇与分子蒸馏单甘酯质量比的增加,复合凝胶的析油率也逐渐增加,分子蒸馏单甘酯含量在0~40%,析油率较低,且变化不大。当分子蒸馏单甘酯含量超过40%,析油率大幅度增加。说明谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4对葵花籽油的固化能力较强。有研究表明[10-11]谷维素-谷甾醇能形成氢键,其形成的凝胶结构比通过结晶形式形成的单甘酯凝胶强,与植物油结合更牢固。
2.1.3 加热温度对凝胶性质的影响
试验条件为:凝胶剂添加量9%,谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4,加热时间30 min,冷却温度5℃;考察加热温度对复合凝胶析油率的影响。结果如图3所示。
从图3可以看出,随着加热温度的升高,析油率逐渐降低。这可能是由于高温使凝胶剂溶解更充分,使凝胶分子能形成更加均匀、致密的网络结构。但过高的温度长时间加热可能会导致油酸、亚油酸产生反式结构。因此,选择90℃为最适宜的加热温度。

图3 加热温度与析油率的关系
2.1.4 加热时间对凝胶性质的影响
试验条件为:凝胶剂添加量9%,谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4,加热温度90℃,冷却温度5℃;考察加热时间对复合凝胶析油率的影响。结果如图4所示。

图4 加热时间与析油率的关系
从图4可以看出,随着加热时间的延长,复合凝胶的析油率先下降后不断升高。加热时间在20~30 min时,析油率略微下降,变化不大;加热时间在30~40 min时,析油率明显增加,从1.34%增加到2.18%;加热时间在40~50 min时,析油率变化不大;当加热时间超过50 min时,析油率又有明显上升。由于加热时间过长会引起油脂的氧化,影响油脂品质,所以选择加热时间为30 min。
2.1.5 冷却温度对凝胶性质的影响
试验条件为:凝胶剂添加量9%,谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4,加热温度90℃,加热时间30 min;考察冷却温度对复合凝胶析油率的影响。结果如图5所示。

图5 冷却温度与析油率的关系
从图5可以看出,随着冷却温度的升高,复合凝胶的析油率逐渐降低。低温条件下形成的凝胶结构在室温条件下放置3 d后,由于制备温度和室温相差较大,凝胶结构强度有所下降,所以葵花籽油复合凝胶的析油率较高。在15℃下由于过冷程度较小,形成凝胶纤维和结晶的数量有所减少,导致析油率增加。所以,选择最佳冷却温度为10℃。
2.2 复合葵花籽油凝胶制备正交试验
由于凝胶剂添加量应该尽量低,固定凝胶剂添加量为9%。在单因素试验基础上,选择加热温度(A)、加热时间(B)、冷却温度(C)和谷维素-谷甾醇与分子蒸馏单甘酯质量比(D)为因素,析油率为指标进行正交试验,优化复合凝胶的制备工艺。因素水平见表1,正交试验方案及结果见表2,方差分析见表3。

表1 因素水平

表2 正交试验方案及结果
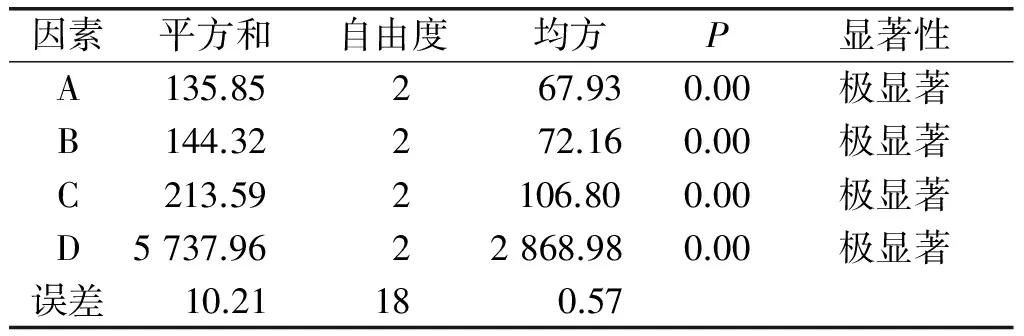
表3 方差分析
由表2、表3可知,所选择的4个因素对析油率的影响都极显著,主次顺序为谷维素-谷甾醇与分子蒸馏单甘酯质量比>冷却温度>加热时间>加热温度;最优工艺条件组合为A1B1C2D1,但考虑到谷维素-谷甾醇成本较高,因此实际选择A1B1C2D2,即复合凝胶的最优制备条件为加热温度90℃,加热时间20 min,冷却温度10℃,谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4。在最优工艺条件下进行3次验证试验,复合凝胶析油率平均为0.61%。
2.3 复合葵花籽油凝胶性质分析
2.3.1 理化指标
原料油(葵花籽油)及最优条件下制备的复合凝胶的理化指标见表4。

表4 原料油及复合凝胶的理化指标
注:ND表示未检出。
由表4可知,原料油经加热形成复合凝胶过程中,由于高温作用导致水分含量减少,酸值增加;得益于较低的加热温度和较短的加热时间以及谷维素的抗氧化作用[12],过氧化值基本没有变化;复合凝胶的碘值与原料油相差不大。此外,在原料油和复合凝胶中都没有检测到反式脂肪酸。
2.3.2 脂肪酸组成分析
葵花籽油、分子蒸馏单甘酯和最优条件下制备的复合凝胶的脂肪酸组成分析结果见表5。
从表5可以看出,葵花籽油富含亚油酸,含量高达59.20%,其次为油酸,含量为28.64%,不饱和脂肪酸含量为87.95%;饱和脂肪酸含量较少,主要是棕榈酸和硬脂酸,饱和脂肪酸含量为11.31%。分子蒸馏单甘酯主要含棕榈酸和硬脂酸,其饱和脂肪酸含量高达99.06%。复合凝胶中饱和脂肪酸含量为14.27%,低于传统专用油脂中饱和脂肪酸含量。

表5 葵花籽油、分子蒸馏单甘酯和复合凝胶的脂肪酸组成 %
2.3.3 复合凝胶与单一凝胶性质比较
单一凝胶制备条件为:加热温度90℃,加热时间30 min,冷却温度10℃,分子蒸馏单甘酯(质量比3∶2的谷维素与谷甾醇)添加量9%。最优条件下制备的复合凝胶及单一凝胶的应力扫描曲线见图6,性质比较见表6。

注:■□为分子蒸馏单甘酯凝胶,●○为复合凝胶,◆◇为谷维素-谷甾醇凝胶。
图6 复合凝胶与单一凝胶应力扫描曲线

表6 复合凝胶与单一凝胶的性质比较
由图6可知,复合凝胶的线性黏弹区范围(10-2~10)要明显大于单一凝胶剂与植物油形成的凝胶体系(10-2~1、1~102),此外,谷维素-谷甾醇凝胶的G′远高于其他两种凝胶(约高出一个数量级),其临界应力为270 Pa,高于分子蒸馏单甘酯凝胶(10 Pa)以及复合凝胶(67 Pa),在实际应用中表现为较其他两种凝胶存在涂抹性较差的问题。
由表6可知,复合凝胶相对于单一凝胶硬度更适中,更接近猪油、棕榈油和通用奶油的硬度,因此可以替代这些产品,熔点和析油率也相对较低,与文献[2, 13]基本一致。
3 结 论
以一级压榨葵花籽油为基料油,添加分子蒸馏单甘酯与谷维素-谷甾醇制备复合葵花籽油凝胶。通过单因素试验与正交试验得到复合凝胶的最优制备条件为:加热温度90℃,加热时间20 min,冷却温度10℃,谷维素-谷甾醇与分子蒸馏单甘酯质量比6∶4,谷维素-谷甾醇与分子蒸馏单甘酯添加量9%。在最优工艺条件下,复合凝胶析油率为0.61%。复合凝胶不含反式脂肪酸,且不饱和脂肪酸含量高,具有较强的油结合能力和合适的硬度,可直接作为一些脂肪的替代品,但对于作为人造奶油基料油的潜力还有待进一步研究。
[1] ROGERS M A. Novel structuring strategies for unsaturated fats—meeting the zero-trans, zero-saturated fat challenge: a review [J]. Food Res Int, 2009, 42(7): 747-753.
[2] 殷俊俊, 马传国, 王伟,等. 利用γ-谷维素与β-谷甾醇制备葵花油凝胶研究 [J]. 粮食与油脂, 2015(1): 39-42.
[3] 韩立娟. 超分子油脂凝胶微观结构衍变与宏观性能变化的关系研究 [D].广州:华南理工大学, 2014.
[4] SAWALHA H, DEN A R, VENEMA P, et al. Organogel-emulsions with mixtures ofβ-sitosterol andγ-oryzanol: influence of water activity and type of oil phase on gelling capability [J]. J Agric Food Chem, 2012, 60(13): 3462-3470.
[5] DEN ADEL R, HEUSSEN P C M, BOT A. Effect of water on self-assembled tubules inβ-sitosterol +γ-oryzanol-based organogels [J]. J Phys Confer Series,2010, 247(1): 12-25.
[7] CHEN C H, TERENTJEV E M. Aging and metastability of monoglycerides in hydrophobic solutions [J]. Langmuir, 2009, 25(12): 6717-6724.
[8] HEERTJE I, ROIJERS E C, HENDRICKX H A C M. Liquid crystalline phases in the structuring of food products [J]. LWT - Food Sci Technol, 1998, 31(4): 387-396.
[9] TORO-VAZQUEZ J F, ALONZO-MACIAS M, DIBIDOX-ALVARADO E, et al. The effect of tripalmitin crystallization on the thermomechanical properties ofCandelillawax organogels [J]. Food Biophys, 2009, 4(3): 199-212.
[10] 池建伟, 李阳, 张虹, 等.β-谷甾醇与γ-谷维素键合特征的红外光谱分析 [J]. 中国粮油学报, 2013, 28(8): 97-101.
[11] ROGERS M A, BOT A, LAM R S H, et al. Multicomponent hollow tubules formed using phytosterol andγ-oryzanol-based compounds: an understanding of their molecular embrace [J]. J Phys Chem A, 2010, 114(32): 8278-8285.[12] SUNIL L, SRINIVAS P, KUMAR P K P, et al. Oryzanol as natural antioxidant for improving sunflower oil stability [J]. J Food Sci Technol, 2015, 52(6): 3291-3299.
[13] 高宁宁,唐年初,赵晨伟.玉米蜡含量对大豆油基凝胶油性质的影响[J].中国油脂,2016,41(8):36-41.
Preparation of compound sunflower seed oil gel with monoglyceride and oryzanol-sitosterol as organogelators
LI Sheng1, MA Chuanguo1,2, WANG Yingdan2, GUO Yongsheng2
(1.College of Food Science and Technology, Henan University of Technology, Zhengzhou 450001,China; 2.National Engineering Laboratory for Wheat & Corn Further Processing, Zhengzhou 450001,China)
The compound gel was produced with monoglyceride and oryzanol-sitosterol as organogelators and first grade pressed sunflower seed oil as base oil. The effects of dosage of organogelator, mass ratio of oryzanol-sitosterol to monoglyceride, heating temperature, heating time and cooling temperature on the oil precipitation rate of compound gel were discussed. The results showed that the optimal preparation conditions were obtained as follows: mass ratio of oryzanol-sitosterol to monoglyceride 6∶4, dosage of organogelator 9%, heating temperature 90℃, heating time 20 min, cooling temperature 10℃. Under the optimal conditions, the oil precipitation rate of compound gel was 0.61%with better oil binding capacity, lower melting point and suitable hardness, notransfatty acid was detected, and content of saturated fatty acids was only 14.27%, which was lower than that of traditional special oils and fats.
oryzanol;sitosterol;monoglyceride;compound sunflower seed oil gel;preparation
2016-05-22;
2016-11-19
河南工业大学高层次人才基金(2014BS018)
李 胜(1988),男,硕士研究生,研究方向为油脂化学与工艺学(E-mail)a284264750@163.com。
马传国,教授,硕士生导师(E-mail)mcg@haut.edu.cn。
TS225.6;TQ641
A
1003-7969(2017)04-0032-05
