汽车分动器凹面输出轴凹面成形技术研发
2017-05-08沈建华彭勇
沈建华+彭勇

摘 要:围绕两种输出轴毛坯结构分析,对优化后的毛坯结构进行有限元模拟分析及模具动作可行性分析,判定输出轴中间凹面开发项目的可行性,并验证金属纤维完整、对称、连续性。以期许一种高效、节约的毛坯形式能替代传统毛坯结构,为轴类零件挤压工艺及模具结构提供新的参考。
关键词:汽车分动器;输出轴;中间凹面;锻造
引言
近年来,我国汽车行业发展迅猛,据统计,2016年我国年产汽车2800余万辆,已连续8年蝉联全球第一。随着汽车工业的飞速发展,汽车用轴、变速箱轴等阶梯轴类零件的需求量显著增加。采用传统的锻造或车削工艺加工轴类零件存在费时费料、成形速度慢、成本高的缺点,阻滞了大批量生产化的进行。当前,整个锻造行业都朝着更精密、更节省、更快捷的方向发展,以达到少许加工甚至不加工就可得到零件的目的。
本文中所述的输出轴即用于多轴驱动汽车的分动器中,将变速箱输出的动力输出到各驱动桥。输出轴采用中间凹面结构,降本增效效果显著,在汽车零部件需求不断增长的形势下,必定能带来巨大的经济效应。
1 毛坯结构的比较
输出轴是常规的轴类零件,如图1中虚线部分,其半成品有法兰面和齿轮端两处直径较大处,中间有较大的凹面,常规设计毛坯采用温锻工艺,中间段直径按齿轮端直径放余量设计,如图1a,该毛坯中间段机加工余量过大,金属耗材多,且车出成品后金属内部纤维断裂,在恶劣工作环境中易早期断裂;改进后的毛坯如图1b所示,中间凹面结构通过温锻后冷成形,精度高,机加工余量很小,成品中轴向连续对称分布金属纤维得以保留,在节约耗材约30%的同时,改善了产品力学性能、增加了输出轴的使用寿命。
2 优选结构的关键工艺
本工件的关键工序是中间凹面锻件的成形。落料后的棒料经温锻多工序挤压成形,为关键工序提供锻前坯料,坯料(材质40Cr)经去应力退火硬度降至220HB左右,并经磷皂化润滑,为冷变形提供可能性。
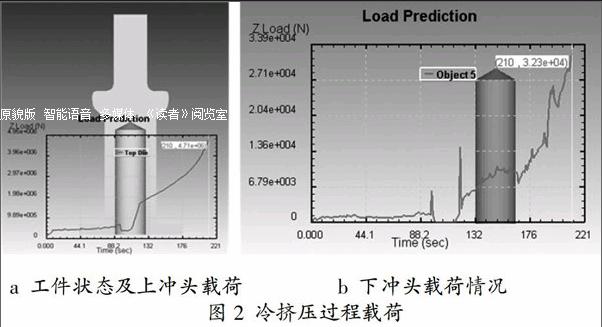
为深入了解冷挤压工序变形过程中受力状况、金属流动方向及过程中是否会出现缺陷等问题,我们采用有限元模拟分析软件DEFORM-3D将该变形过程参数化模拟,选取近似材质S45C、环境及塑性体工件温度设置20℃,成形过程忽略温升效应,模具定义为刚性,坯料与模具的接触摩擦因子为0.12,设置主模具终了行程42mm,并将原始工件分割为100000个四面体有限单元进行分析。
由图2a所示,因工件变形结束时,尚未形成闭塞挤压,故显示冷挤压过程中最大成形载荷仅4710kN,最大载荷为成形终了位置,且变形过程仅为工件中部镦粗过程,过程中没有明显可见折叠等缺陷产生。加之φ38mm細杆下冲头最大载荷32.3kN(图2b),即最大受压40.16MPa,远低于Cr12MoV材料屈服强度,下冲头寿命可以保证。
3 优选结构的关键模具
针对上述有限元分析结果,结合我公司设备加工能力,认为可以按此工艺进行试制。本项目的难点就是转化为工件成形后退料问题。
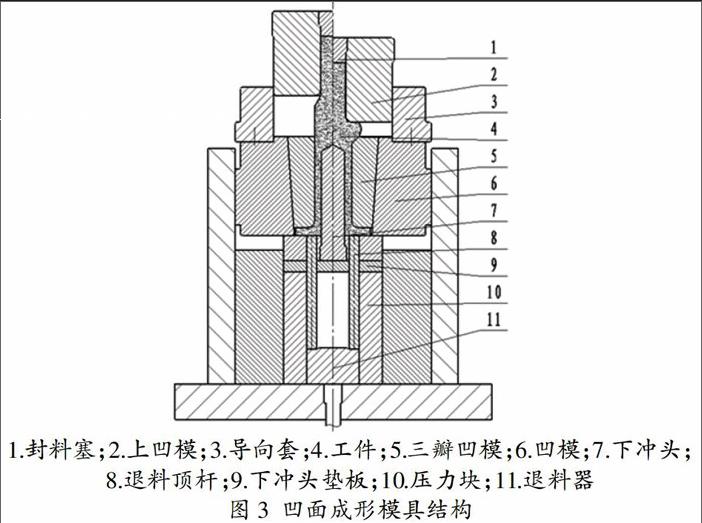
采用如图3所示的装配:上凹模2保护工件上部不发生塑性变形,下冲头7保护原内孔不被压塌,同时可以防止因内孔压塌后筒形弹性回弹使得工件4、三瓣凹模5及凹模6卡死,减小推料力。在挤压前,将3个相互配合的三瓣凹模包裹工件,共同置入凹模6内,上凹模下行至预定位置并回程,工件和三瓣凹模一起被退料器顶起的4根顶杆推出。操作者再将三瓣凹模取下。三瓣凹模外侧采用大拔模角度,以减小退料力。
上述挤压过程中,每加工一件都需要将三瓣凹模装配和卸下一次,且三瓣凹模装配时需同时安装,所以该工序仅适用于手工操作的设备中。试生产时,采用YQ32-630液压机,该油压机满载荷630T时油压25MPa,压制过程中,主缸液压压力表盘显示压强20MPa,即最大压力504T,这与分析过程中最大载荷4710kN相近。该工序单设备产量为100件/小时,具备小批量生产条件。
4 结束语
针对有限元分析结果,在确定过程中没有缺陷产生及相对脆弱模具下冲头寿命可以保障的前提下,对模具结构进行了可实际操作的分解,并对最终成品尺寸、金属纤维、力学性能进行评估,确定该方案实际可行,为轴类零件挤压工艺及模具结构提供新的参考。
参考文献
[1]吴诗.冷温挤压技术[M].北京:机械工业出版社,1995.
[2]夏巨谌.精密塑性成形工艺[M].北京:机械工业出版社,1999.
[3]黎文峰,吕汉迎.阶梯轴冷挤镦成形工艺及模具设计[J].锻压技术,2007,32(3):61-63.
[4]赵震,陈军,吴公明.冷温热挤压技术[M].北京:电子工业出版社,2008.
[5]徐伟.轿车变速箱轴类件多工位冷精锻工艺及模具研究[J].锻压技术,2007,32(4):33-36.
[6]田福祥.挤压模和镦锻模75例设计应用评析[M].北京:机械工业出版社,2011.
