开卷过程钢卷内部应力及张力优化技术
2017-05-03白振华李麒麟刘亚星崔亚亚郭振胜宋章峰
白振华 李麒麟 刘亚星 崔亚亚 郭振胜 宋章峰
1.燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,0660042.燕山大学亚稳材料制备技术与科学国家重点实验室,秦皇岛,0660043.山东冠洲股份有限公司,聊城,252500
开卷过程钢卷内部应力及张力优化技术
白振华1,2李麒麟1刘亚星1崔亚亚1郭振胜3宋章峰3
1.燕山大学国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,0660042.燕山大学亚稳材料制备技术与科学国家重点实验室,秦皇岛,0660043.山东冠洲股份有限公司,聊城,252500
针对带钢开卷工序存在的松卷与层间滑移缺陷,考虑开卷机组设备与工艺的特点,通过理论研究与现场试验,建立了钢卷开卷过程中内部应力的分布模型,实现了对开卷过程钢卷内部应力分布的预报。在分析松卷与层间滑移缺陷产生机理的基础上,采用开卷层滑因子来定量描述松卷与层间滑移缺陷程度,结合钢卷开卷过程中的内部应力分布模型,开发了钢卷开卷过程中开卷张力的综合优化设定技术,达到了综合防控开卷过程中钢卷松卷与层间滑移缺陷的目的。
开卷;松卷;滑移;张力
0 引言
近年来,随着板带需求日益增大,板带生产工业发展迅猛,与此同时,用户对板带产品的质量提出了越来越高的要求。开卷作为板带轧制过程中重要的辅助工序,对整个轧制过程起着重要的先导作用[1-3]。然而,在钢卷开卷过程中,钢卷松卷、层间滑移等现象时有发生,这种现象在高强度、大厚度带钢开卷时更为常见,造成了无法弥补的带钢表面质量问题。
人们多注重卷取工序的研究[4-6],对开卷工序的研究较少。韩广秀等[7]研究了带钢开卷过程中的反弯及横折印问题;刘经发等[8]研究了冷轧开卷过程中的带钢拉伤问题;QUACH等[9]针对开卷后钢卷内的残余应力问题,说明了残余应力的变化机理和对开卷的影响。而关于开卷过程中松卷与层间滑移缺陷的研究与防控却未见诸于文献。现场对钢卷层间滑移、表面擦划伤及松卷缺陷的治理几乎依赖于经验,无法实现定量控制,造成产品质量波动较大。因此,如何从钢卷内部机理入手,建立相关工艺模型,解决开卷过程中的松卷与层间滑移等缺陷问题,就成为本文研究的重点。
1 钢卷开卷过程中内部应力分布模型的建立
钢卷内部应力主要包括径向应力、周向应力、摩擦应力,如图1所示。根据文献[10-11]可得钢卷开卷过程中,钢卷内部带材的径向静力平衡方程、周向等效静力连续性方程、周向与径向物理方程:
psirsi-ps(i+1)rs(i+1)=(rs(i+1)-rsi)qsi+
π(rsiτsi-rs(i+1)τs(i+1))/(rs(i+1)-rsi)
(1)
qs(i+1)=qsi+π(rsiτsi-rs(i+1)τs(i+1))/(rs(i+1)-rsi)
(2)
[qsi+π(rsiτsi-rs(i+1)τs(i+1))/(rs(i+1)-rsi)+
υ2(psi+ps(i+1))/2]/E2=(rsi-r01si)/r01si
(3)
rs(i+1)-rsi+hs{msi(psi+ps(i+1))/2+υ2[qsi+
π(rsiτsi-rs(i+1)τs(i+1))/(rs(i+1)-rsi)]}/E2=hs
(4)
式中,psj(j=i,i+1)为开卷当前层时,第j层带钢与第j-1层带钢在第s条处的径向压应力,MPa;qsj为开卷当前层时,第j层带钢头部在第s条处的周向应力,MPa;τsj为开卷当前层时,第j层带钢与第j-1层带钢在第s条处的摩擦应力,MPa;rsj为开卷当前层时,第j层带钢在第s条处的内半径,mm;r01sj为开卷当前层的前一层时,第j层带钢在第s条处的内半径,mm;msj为开卷当前层时,第j层带钢与第j-1层带钢在第s条处的紧密系数;E2为带钢弹性模量;υ2为带钢泊松比;hs为带钢在第s条处的厚度,mm。

图1 开卷过程中钢卷内部应力分布示意图Fig.1 Sketch map of internal stress distribution of uncoiling process
开卷时,在钢卷与卷筒相接触的内层,其应力和位移满足如下边界条件[10]:
(5)
式中,ra为卷筒内半径,mm;rb为卷筒外半径,mm;E1为卷筒的弹性模量;υ1为卷筒的泊松比。
另外,在开卷过程中,钢卷最外层有如下边界条件:
(6)
联立式(1)~式(6),从钢卷最外层向内逐步递推,即可求出开卷过程中钢卷内部各层间的径向应力、周向应力、摩擦应力的分布情况,从而实现对开卷过程中钢卷内部径向应力、周向应力、摩擦应力分布的预报。
2 开卷张力综合优化模型
2.1 开卷过程中的主要缺陷及其产生机理分析
钢卷开卷过程中,由于开卷张力设定不当,经常会出现开卷松卷与开卷层间滑移缺陷,影响带钢质量,严重时甚至影响后续工序的正常生产。从宏观上分析,当开卷过程中出现钢卷内层带钢角速度大于最外一层或多层带钢角速度时,就会产生松卷缺陷;相反,当开卷过程中出现钢卷内层带钢角速度小于最外一层或多层带钢角速度时,就会产生层间滑移缺陷。从微观上分析,当周向应力qsi与摩擦应力τsi的合力在反方向上大于库仑摩擦力μpsi(μ为摩擦因数)时,带钢在该部位存在松卷缺陷;当周向应力qsi与摩擦应力τsi的合力在正方向上大于库仑摩擦力μpsi时,带钢在该部位存在层间滑移缺陷。
以往,生产现场对钢卷开卷过程中松卷与层间滑移的程度只能做定性描述,无法进行定量控制,产品质量参差不齐、波动性较大,因此,为实现对钢卷开卷工序中松卷与层间滑移缺陷的定量描述,特提出了开卷层滑因子ξ新概念,其表示形式为
(7)
i=1,2,…,ms=1,2,…,n
式中,m为钢卷的总层数;n为对带钢宽度方向进行等条元划分后的总条元数。


图2 钢卷内部状态分析图Fig.2 Analysis diagram of steel roll internal state
2.2 开卷张力综合优化模型的建立
开卷张力设定的基本原则是,在保证开卷过程不出现松卷缺陷的前提下,尽可能减小出现层间滑移缺陷的带钢层数。为此,在大量现场试验和理论分析的基础上,结合开卷机的设备特点与工艺特点,以防止钢卷松卷缺陷并最大程度减少层间滑移缺陷为目标,提出了一套钢卷开卷过程中开卷张力的综合优化设定模型。
由钢卷开卷过程中内部应力的分布模型可知,在带钢厚度分布、钢卷层数、带钢弹性模量与泊松比等来料参数,和卷筒的内外半径、弹性模量、泊松比等设备工艺参数已知的情况下,开卷张力T直接决定着钢卷内部径向应力psi、周向应力qsi、摩擦应力τsi的分布情况,即开卷张力T与psi、qsi、τsi分布是一一对应的关系。那么,三者均可分别表示为开卷张力T的函数:
psi=f1(T)
(8)
τsi=f2(T)
(9)
qsi=f3(T)
(10)
开卷过程中的钢卷卷径是实时变化的,为进一步分析和研究,引入过程参数——开卷第k层时的开卷层滑因子ξk(k=1,2,…,m)。同时,由开卷层滑因子的定义可知,ξk也是psi、qsi、τsi的函数。因此,过程参数ξk可表示为
ξk=f4(psi,qsi,τsi)
(11)
依照开卷张力设定的基本原则,以保证不出现松卷即ξ<-1为约束条件,以最大程度减少层间滑移缺陷为优化目标,提出了以开卷张力T为自变量的控制目标函数:
(12)
式中,α为加权系数。
利用钢卷开卷过程中的内部应力分布模型可很快计算出开卷第k层时钢卷内部psi、qsi、τsi的分布,从而进一步求出过程参数ξk。这样,开卷张力优化的过程可以简述为:寻找一个合适的开卷张力T,使得目标函数φk(T)最小。目标函数值越小,开卷第k层时钢卷出现松卷与层间滑移的概率越低。
开卷工序采用的是恒张力控制方式,随着开卷的进行,钢卷卷径不断减小,因此在开卷每一层时,钢卷内部psi、qsi、τsi的分布情况也是不同的。那么,只对开卷第k层时进行张力优化是远远不够的,还必须保证整个钢卷的开卷稳定性。为此,在控制目标函数φk(T)的基础上,提出了开卷张力综合优化目标函数:
(13)
式中,βk为开卷第k层时,控制目标函数φk(T)的加权系数。
通过对开卷张力的优化,求得开卷张力综合优化目标函数φ(T)的最小值,最终实现对整个钢卷松卷与层间滑移缺陷的综合防控,利用计算机编程即可很快得出优化结果,优化流程见图3。
3 开卷张力综合优化技术的现场应用
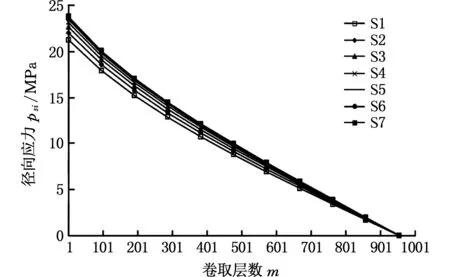
某钢厂1420生产线开卷机组由于张力设定不当,导致钢卷松卷、层间滑移缺陷时有发生。当钢卷出现松卷或层间滑移后,现场操作人员几乎只能依赖操作经验对开卷张力进行反复调节直到不再出现松卷或层间滑移缺陷为止,张力调节效率低,严重影响了后续生产与带钢质量。为此,将本文所述开卷张力综合优化技术应用到该1420生产线开卷机组,并编制了《1420生产线开卷机组张力综合优化设定软件》。该软件不仅可以实现对开卷张力综合优化前钢卷内部径向应力psi、周向应力qsi、摩擦应力τsi分布情况以及开卷层滑因子ξ的预报,而且可以优化计算出最优开卷张力设定值并实现对优化后钢卷内部psi、qsi、τsi的分布情况以及开卷层滑因子ξ的预报。
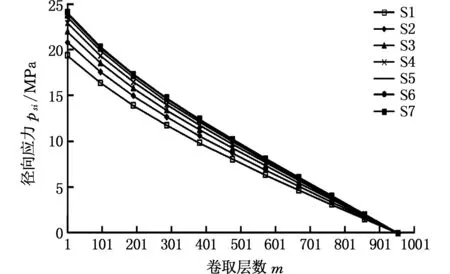
(a)径向应力分布图

(b)周向应力分布图
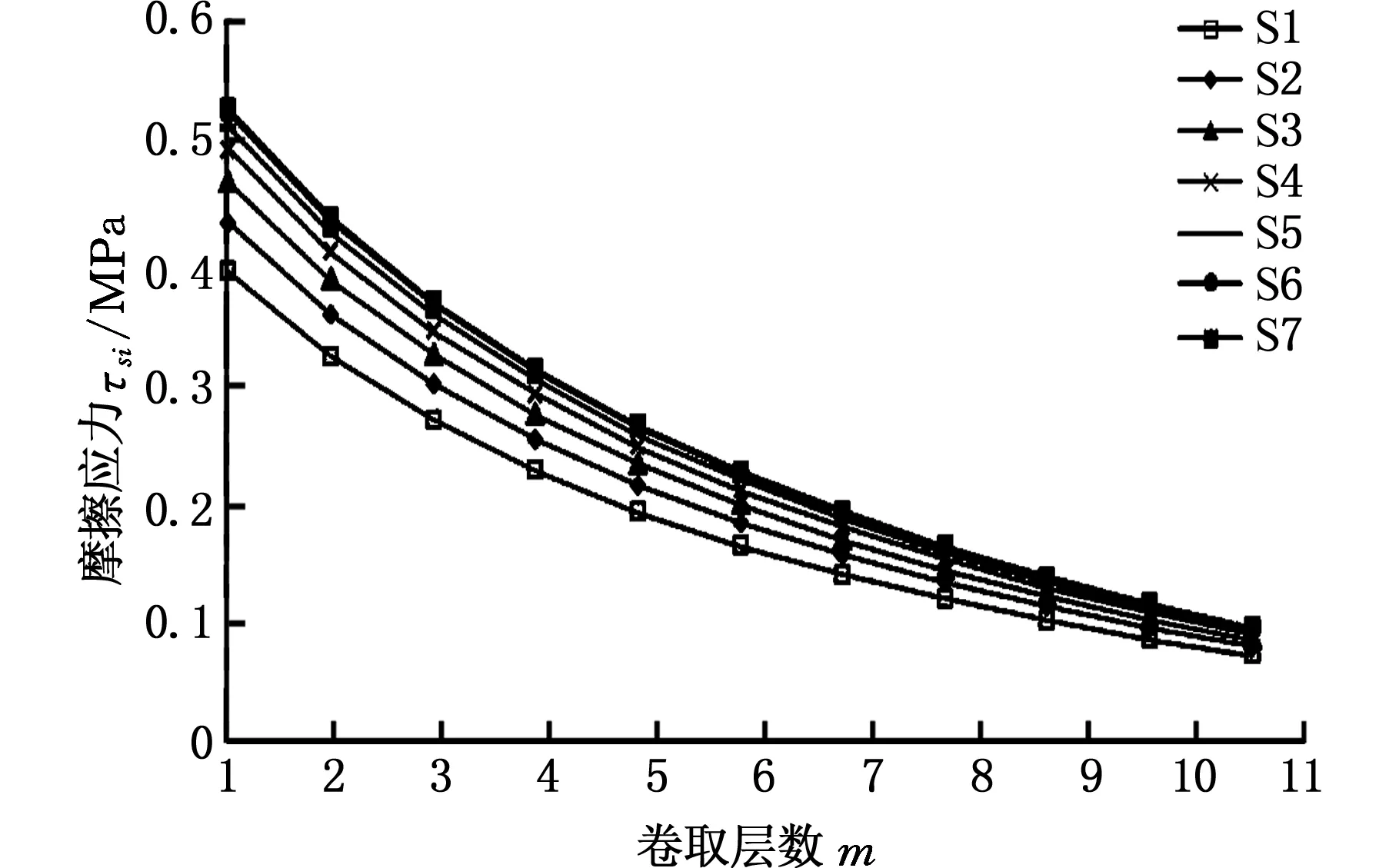
(c)摩擦应力分布图图4 优化前钢卷内部应力分布图Fig.4 Internal stress distribution of steel coil before optimization

(a)径向应力分布图

(b)周向应力分布图

(c)摩擦应力分布图图5 优化后钢卷内部应力分布图Fig.5 Internal stress distribution of steel coil after optimization
4 结论
(1)针对带钢开卷工序,从径向静力平衡方程、带材周向等效静力连续性方程、带材周向与径向物理方程入手,建立了钢卷开卷过程中内部应力的分布模型,实现了对开卷过程钢卷内部径向应力、周向应力、摩擦应力分布情况的预报。
(2)为实现对钢卷开卷过程中松卷与层间滑移缺陷的定量描述,提出了开卷层滑因子的概念。在此基础上,结合钢卷开卷过程中内部应力的分布情况,建立了开卷张力综合优化模型,达到对整个钢卷松卷缺陷与层间滑移缺陷综合防控的目的。
(3)将本文所述开卷张力综合优化技术应用到现场生产实践,开发出了相应的开卷机组张力综合优化设定软件,实现了对开卷张力的优化设定。
[1] 成靖, 刘靖, 韩静涛. 一种简易恒张力开卷控制系统的设计[J]. 冶金自动化, 2015, 39(6): 73-76.CHENGJing,LIUJing,HANJingtao.DesignofaSimpleConstantTensionControlSystemforUncoilingProcess[J].MetallurgicalIndustryAutomation, 2015, 39(6): 73-76.
[2] 王洪斌, 刘今禹, 陈雷云. 高速冷轧机开卷机恒张力控制系统[J]. 自动化仪表, 2008, 29(5): 47-50.WANGHongbin,LIUJinyu,CHENLeiyun.ConstantTensionControlSystemofUncoilerofHigh-speedColdRollingMachine[J].AutomaticInstrument, 2008, 29(5): 47-50.
[3] 王义栋,于斌,杨旭,等. 局部高点对冷轧开卷带钢附加浪形的影响[J]. 钢铁, 2010,45(8): 47-50.WANGYidong,YUBin,YANGXu,etal.InfluenceofLocalHighSpotonAdditionalWavinessofCold-rolledUncoilingStrip[J].IronandSteel, 2010, 45(8): 47-50.
[4] 吕长宝.平整生产线带钢挫伤缺陷的原因分析[J]. 轧钢, 2013, 30(6): 56-60.LYUChangbao.AnalysisofScratchesintheSkinPassLine[J].SteelRolling, 2013, 30(6): 56-60.
[5] 白振华, 司红鑫, 周庆田. 冷轧钢卷“心型卷”缺陷的预报及防治技术开发[J].钢铁, 2013, 48(6):45-49.BAIZhenhua,SIHongxin,ZHOUQingtian.PredictionandPreventionof“Heart-ShapedCoil”DefectonColdRollingCoil[J].IronandSteel, 2013, 48(6):45-49.
[6] 白振华, 连家创, 吴彬.冷轧钢卷卷取过程内部应力三维分布的研究[J].钢铁, 2001, 36(9):42-45.BAIZhenhua,LIANJiachuang,WUBin.ResearchofThree-dimensionalDistributionofInternalStressinStripCoilingProcess[J].IronandSteel, 2001,36(9):42-45.
[7] 韩广秀, 张杰, 曹建国. 退火冷轧钢卷开卷时表面横折印问题[J]. 北京科技大学学报, 2007, 29(4): 421-423.HANGuangxiu,ZHANGJie,CAOJianguo.SurfaceWrinklesofColdRollingStripsontheUncoiler[J].JournalofUniversityofScienceandTechnologyBeijing, 2007, 29(4): 421-423.
[8] 刘经发, 宋敬梅, 占阳明. 冷轧窄带钢简易大行程液压开卷机的设计[J]. 轧钢, 2008, 25(5):71-72.LIUJingfa,SONGJingmei,ZHANYangming.DesignofFacilityandLargeStrokeLengthHydraulicDecoilerforColdRolledNarrowStrip[J].SteelRolling, 2008, 25(5): 71-72.
[9]QUACHWM,TENGJG,CHUNGKF.ResidualStressesinSteelSheetsduetoCoilingandUncoiling:aClosed-formAnalyticalSolution[J].EngineeringStructures, 2008, 26(9): 1249-1259.
[10] 白振华.冷连轧机高速生产过程核心工艺数学模型[M].北京:机械工业出版社,2009.BAIZhenhua.MathematicalModelofCoreTechnologyforHighSpeedProductionofColdRollingMill[M].Beijing:ChinaMachinePress, 2009.
[11] 白振华, 司红鑫, 周庆田. 热轧带钢卷取过程中钢卷内部应力模型的研究[J]. 机械工程学报, 2014, 50(2): 110-115.BAIZhenhua,SIhongxin,ZHOUQingtian.ResearchonSteelRollInternalStressModelinHotRolledStripCoilingProcess[J].JournalofMechanicalEngineering, 2014, 50(2):110-115.
(编辑 张 洋)
Internal Stress and Tension Optimization Technology of Steel Roll in Uncoiling Processes
BAI Zhenhua1,2LI Qilin1LIU Yaxing1CUI Yaya1GUO Zhensheng3SONG Zhangfeng3
1.National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University,Qinhuangdao,Hebei,066004 2.State Key Laboratory of Metastable Materials Science and Technology,Yanshan University, Qinhuangdao,Hebei,066004 3.Shandong Guanzhou Co.Ltd.,Liaocheng,Shandong,252500
With reference to problems of coil relaxation and interlayer slip in steel roll uncoiling processes, this paper fully considered mechanical and technological characteristics of uncoiling unit by a large number of theoretical researches and field tests, established a set of internal stress distribution models of steel roll uncoiling, and achieved prediction of internal stress distribution in uncoiling processes. Based on generation mechanism analyses of coil relaxation and interlayer slip, a new concept of “uncoiling layer sliding factor” was proposed to describe the degree of coil relaxation and interlayer slip quantitatively. With combination of internal stress distribution models, a set of uncoiling tension comprehensive optimization technology was developed to prevent and control the defects of coil relaxation and interlayer slip.
uncoiling; coil relaxation; slip; tension
李 昊,男,1977年生。燕山大学车辆与能源学院教授。主要研究方向为流体传动及控制。获省科技进步奖2项。发表论文20余篇。E-mail:lihao@ysu.edu.cn。杨玉强,男,1990年生。江苏徐州工程机械研究院工程师。
2016-06-02
河北省自然科学基金-钢铁联合研究基金资助项目(E2016203385)
TG333.2
10.3969/j.issn.1004-132X.2017.08.019