膜生物反应器处理食品工业废水的研究进展
2017-05-02张国宣褚喜英师媛媛侯玉梅
张国宣 , 褚喜英, 师媛媛, 侯玉梅
(河南金丹乳酸科技股份有限公司, 河南 周口 477150)
膜生物反应器处理食品工业废水的研究进展
张国宣 , 褚喜英, 师媛媛, 侯玉梅
(河南金丹乳酸科技股份有限公司, 河南 周口 477150)
阐述了膜生物反应器的工艺特点和国内外研究状况,介绍了近几年来国内外利用膜生物反应器处理食品工业废水的应用实例。在此基础上分析膜生物反应器存在的问题,对膜生物反应器应用于食品工业废水处理的前景进行了展望。
膜生物反应器 ; 废水 ; 膜污染
膜生物反应器(Membrane Bio-Reactor,MBR)是一种将膜分离技术和生物处理技术有机结合的新型高效污水处理工艺[1-2]。通过膜组件的高效分离作用使污泥和水彻底分离,出水水质得到优化。针对工业废水排放量大、CODCr含量高、难降解等特点。MBR以其高效的生物降解能力和良好的出水水质,为工业废水处理提供了一种有发展前景的处理技术,受到了重视。尽管投资成本和膜污染等因素影响MBR技术的快速推广,但随着近年来研究的深入和技术的成熟,预计在未来10年MBR在工业废水领域中的应用将更加广泛[3]。本文将对MBR近几年在工业废水中的应用及当前的研究趋势进行论述,并对出现的问题进行总结,对未来的发展进行展望。
1 膜生物反应器的特点
膜生物反应器具有许多其他生物处理工艺无法比拟的明显优势,主要特点如下:①装置更加紧凑,占地面积小。MBR中活性污泥浓度高,因此容积负荷提高,装置更加紧凑,此外膜组件替代传统的二沉池,也缩小了占地面积[4]。②出水水质优良且稳定。能够高效地进行固液分离,出水不受生物反应器中污泥膨胀等因素的影响[5]。③MBR有利于增值缓慢的硝化细菌的截留、生长和繁殖,系统硝化效率高,且污泥浓度(MLSS)较高。④微生物完全截留在反应器中,实现反应器水力停留时间(HRT)和污泥泥龄(STR)的完全分离,使运行控制更加灵活稳定。⑤反应器传质效率高,氧转移效率高达26%~60%。⑥便于维护管理。相比传统的活性污泥法,MBR中污泥浓度容易控制,进水流量和水质变化不大[6]。但膜生物反应器曝气过程等带来的高能耗,运行过程中由于废水中带有的污染物和微生物降解产生的胞外聚合物(EPS)等物质易产生膜污染,导致跨膜压差(TMP)升高、产水量降低、运行成本昂贵等不利因素一定程度上制约了它在工业废水中的应用。
2 国内外膜生物反应器研究现状
国外对MBR实际应用的研究起步较早,1969年,美国首次报道MBR应用于城市生活污水处理,随后成立的Dorr-Oliver公司开发研制出第一代商用MBR,并在船舶污水处理中得到应用。此后,商用MBR研究更加深入,出现了平板式、中空纤维式和管式膜生物反应器。进入20世纪80年代,膜生物反应器废水处理技术在发达国家迅速发展,日本投入118亿日元,进行MBR项目研发,使得MBR的应用领域进一步拓宽。1989年,Yamamoto等人首次提出浸没式MBR的新工艺,竟而将运行成本大大降低。目前,国际上设计运行能力最大的MBR工程之一,是位于美国华盛顿州King County的使用Zenon膜组件的Brightwater工程,其设计处理量达到49.5万m3/d。而到2040年,它的处理量将达到64.5万m3/d。表1总结了国外主要MBR运营厂家的各类膜组件及性能参数。
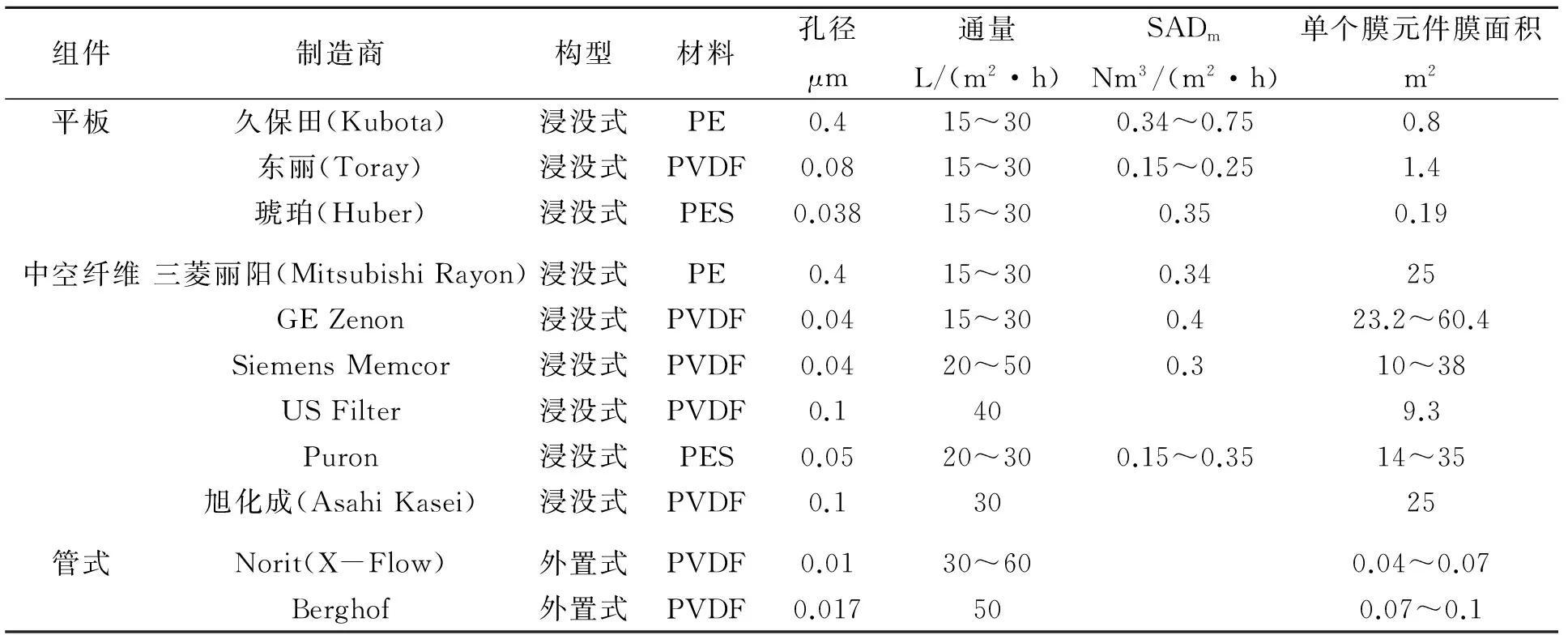
表1 目前国内外主要MBR膜组件运营厂家及相关性能参数
注:SADm为单位膜面积的气体流量。
膜生物反应器技术正以每年10.9%的增长速度拓展自身的应用领域,2010年,全球MBR市场总产值达到11.70亿美元,按照这一增速2013年将达到16.0亿美元。其中工业废水处理所占比率达到了30%左右,并呈现出快速增长的趋势。另外自2008年以来,欧洲市场保持每年新增65个MBR工程项目[7]。2012年欧洲的MBR工艺装置有700多个MBR项目(工业废水处理能力>20 m3/d,市政污水处理能力>500 m3/d)启动,其中2/3用于工业废水处理。涵盖了食品、纺织、造纸、制药、炼油等各个领域。针对工业这类高强度的废水,MBR的成功应用,也预示着MBR技术已经日渐成熟。
全球范围有超过2 500个MBR项目正在运行或建设中,北美地区已有超过258个MBR处理系统在建设中,北美地区的MBR市场也在不断增长,其增速远远超过水处理工艺中的其他技术[8]。另外中亚地区由于特殊的地理因素,对水资源利用率要求高,MBR也得到了广泛的应用。东亚地区韩国已建有1 400多座MBR系统,日本MBR用于工业废水处理也达到200余座。
我国关于膜生物反应器的研究起步较晚,但发展势头强劲,相比于全球膜市场每年10.9%的增速,我国近几年MBR市场出现翻番的增长趋势。远远高于国际平均增速[9]。我国第一个MBR项目是1998年大连大器公司设计的200 m3/d的市政污水处理与回用工程[9-10]。目前我国最大的MBR工程是北京清河再生水厂二期处理工程,处理量达到32万t/d。工业废水处理量最大工程是天津空港园区废水,处理量为3万t/d。MBR在我国的应用涉及多个领域,但主要以处理市政污水、高浓度和难处理的工业废水为主。除此之外还包括垃圾渗透液、医院废水、餐饮废水等的处理。表2为MBR技术在不同领域中所占市场份额。
从表2可以看出,城市污水处理与回用占到了57%,说明我国MBR的应用主要是在处理此类废水,技术也相对成熟。工业废水处理领域也占到了41%,大于MBR在国外工业废水处理的30%份额。说明MBR在我国工业废水中的应用前景广阔。表3

表2 MBR技术在不同领域中所占市场份额
为MBR在工业废水中的应用。从表3可以看到,石化废水占据一半的份额。食品加工废水和化工废水也各自占到13.9%和16.7%。三者总和占到工业领域的80%,可见这三个领域是MBR运用最为广泛的。
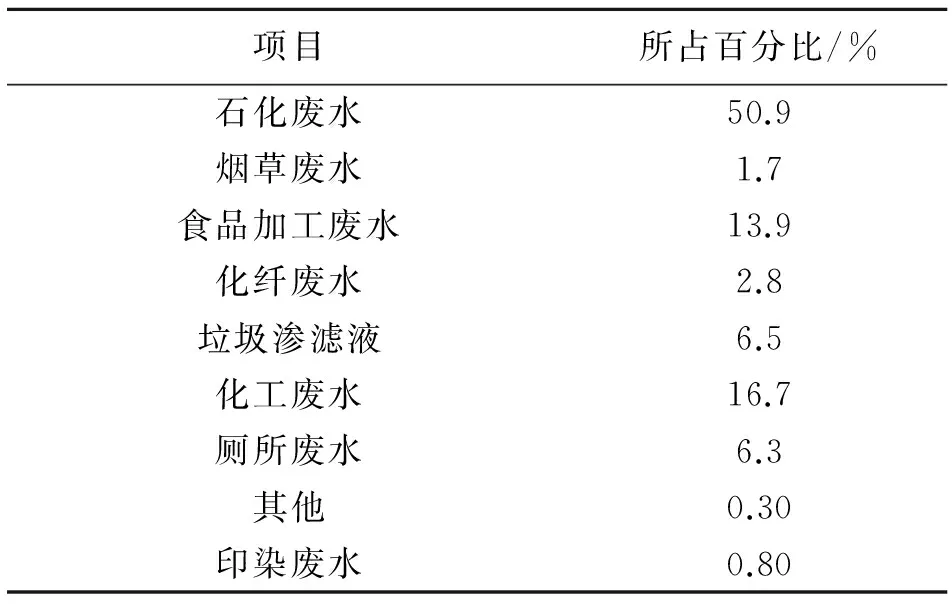
表3 MBR在工业废水领域中的应用统计
2004年开始我国开始建造大中型MBR应用工程,目前,我国万吨级项目超过40多座。而在工业废水中的应用才刚刚起步,石油化工领域耗水量大,因此率先建造大中型处理规模,实现废水回用和资源化[11]。我国MBR用于工业废水处理能力已经超过105m3/d,MBR技术在我国得到了快速的发展。
3 膜生物反应器在食品工业废水中的应用
食品工业原料广泛,制品类别繁多,排放的废水水质复杂,废水量大,处理难度大。主要来自味精和酒精生产中的废水以及大豆、谷物、牛乳和饮料加工中的废水。食品行业废水最大的特点是有机物质和悬浮物含量高,易腐败,且酸碱程度不一,无毒性。其中含有的污染物包括油脂、蛋白质、糖类、致病菌毒和氮磷化合物,易导致水体富营养化,造成水生生物和鱼类的死亡,并引起水中沉积的有机物产生臭味,恶化水质,污染环境。

目前,对于食品工业废水排放标准仍然按照国家颁布的《污水综合排放标准》(GB 8978-1996)要求。将膜生物反应器技术运用到食品废水的处理,对水质中的CODCr去除效果良好,去除率稳定在95%以上。由于食品制造加工厂多为中小型企业,规模用地有限,采用MBR能有效减少废水处理装置的占地面积,由于连续出水稳定,自动化程度高,操作方便,为企业在减少人员上开支。另外,MBR还具备脱氮能力强、菌体截留率高等优势。整体而言,膜生物反应器在食品工业中的应用将会更将广泛。
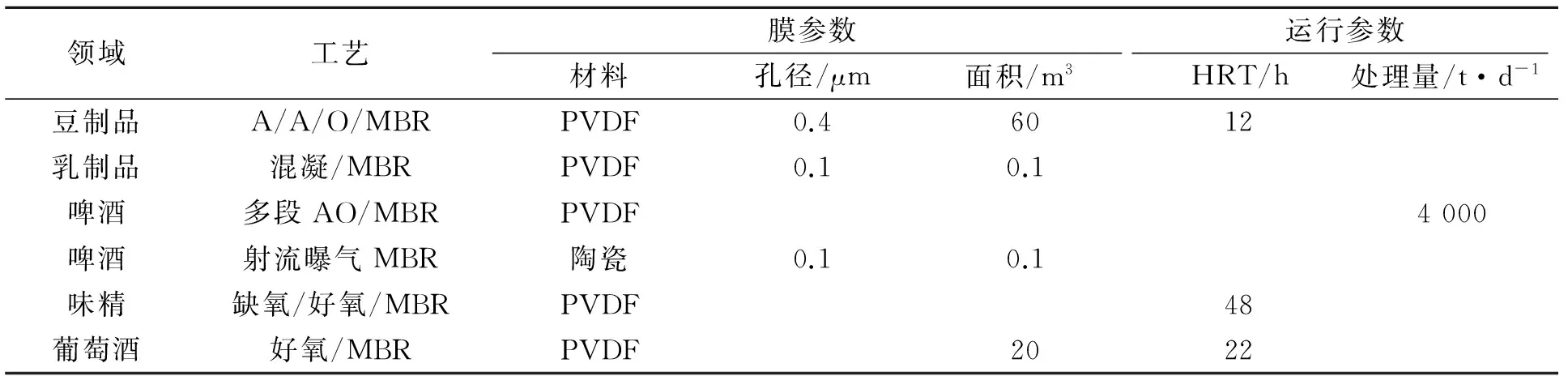
表4 MBR处理食品工业废水相关参数及水质情况
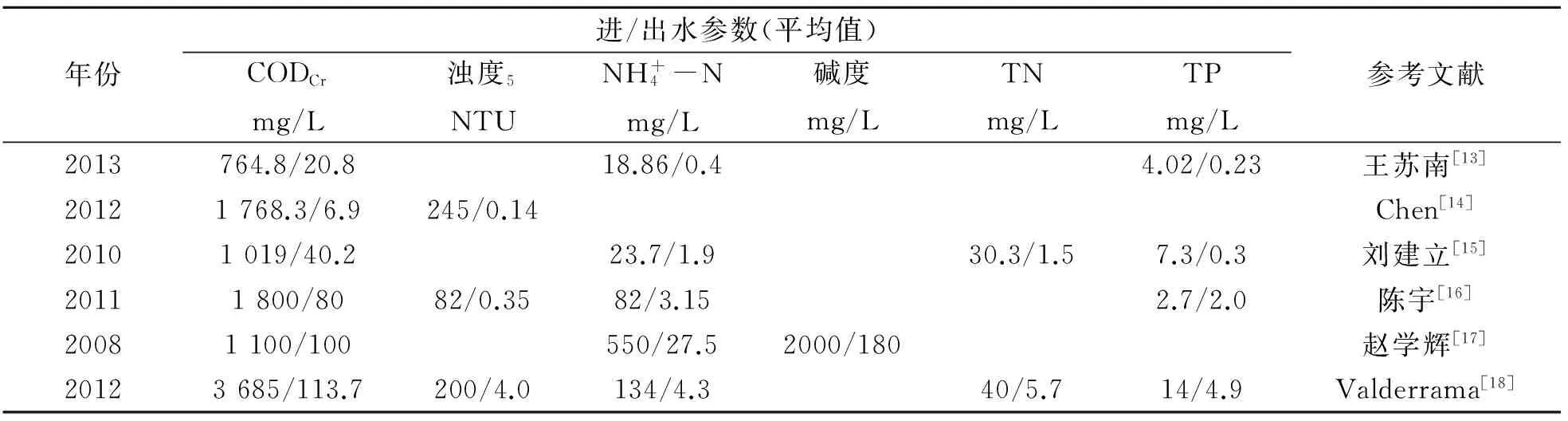
表5 进/出水参数[14-18]
4 应用中存在的问题及发展趋势
4.1 膜生物反应器应用中存在的问题
相对于传统的污水处理工艺而言,膜生物反应器具有出水水质好、设备占地面积小、自动化程度高及污泥浓度高等优点。但是,不可否认,MBR在实际应用中存在一系列的问题使其无法取代传统的活性污泥法。主要有以下几个方面:
①膜污染带来的高费用和高能耗[4]。膜生物反应器的投资主要来自膜的购置和膜的更换。随着膜材料成本的降低,膜的购置费也大大降低。膜的更换频率与膜的寿命直接相关,而膜污染在很大程度上决定了膜的更换频率,增加了膜的更换次数。另外,膜污染造成膜通量下降,致使能耗加大,这是造成MBR高能耗的主要原因之一。膜污染和由此带来的设备维护和操作费用的提高是制约膜生物反应器技术经济性和商业化应用发展的主要障碍。
②设备运行费用高。较高的能耗是制约MBR广泛应用的主要问题之一。MBR 系统的曝气能耗占MBR运行能耗的比例达70%以上,甚至高达95%,是MBR运行能耗的最主要来源。由于膜生物反应器内污泥浓度高,生物反应和维持污泥悬浮状态需要消耗的氧气量大,其高浓度的污泥环境下氧的传质效率低。因此如何确定最佳的曝气量以及提高氧的传质和利用率,对MBR运行费用的降低有着非常重要的意义。
③膜产品规格不统一、行业标准不够完善、技术人员缺乏经验等问题也阻碍着膜生物反应器的进一步发展。
上述问题对于MBR而言是客观存在的,但一些研究正在减小这些问题对MBR的影响。通过膜材料的改性,选用亲水性更好和价格更便宜的材料,减少购置膜方面的费用。另外通过对膜组件和反应器结构、工艺运行条件等参数的优化也能进一步减少膜污染[19-21]。利用无泡曝气装置,进一步提高氧气利用率,减少能耗,对膜生物反应器的应用也起到至关重要的作用。相信通过研究的深入,制约MBR的问题也会在不久的将来得到解决,从而成为处理废水的首选方法。
4.2 膜生物反应器的发展趋势
如今面对水资源匮乏和废水排放增加的双重压力,各国都相应出台应对政策,提高废水处理标准,减少水资源浪费。这些都促使膜生物反应器工艺在城市污水和工业废水处理领域中得到了更多的应用。但MBR仍然存在一些问题,所以在今后的发展中可以集中在以下几点:①研发高性能膜材料。增强机械强度、化学稳定性和延长使用寿命,以此减少更换费用。②研究膜污染机理及防治技术。了解MBR污染机理,采取合理的处理手段,减少膜污染带来的高能耗。研发出耐污染的高性能膜组件。③预处理的优化。有效地预处理工艺,不仅可以有效地减少膜污染,降低能耗,而且可以得到更优的出水水质。④规范行业标准。建立一套详尽的膜生物反应器设计方法和标准,有利于该项技术的推广和应用。
随着研究的深入,MBR将在未来替代传统的生物处理工艺,无需扩大占地面积即可增大处理量和提高出水水质,必将成为今后人们控制水污染和解决污水回用问题的重要手段之一。
[1] Meng F G,Chae S R,Shin H S,et al.Recent advances in membrane bioreactors:configuration development,pollutant elimination,and sludge reduction[J].Environmental Engineering Science,2012,29(3):139-160.
[2] Naghizadeh A,Mahvi A H,Mesdaghinia A R,et al.Application of MBR technology in municipal wastewater treatment[J].Arabian Journal for Science and Engineering,2011,36(1):3-10.
[3] Judd S.The status of membrane bioreactor technology[J].Trends Biotechnol,2008,26(2):109-16.
[4] Le-Clech P.Membrane bioreactors and their uses in wastewater treatments[J].Applied Microbiology and Biotechnology,2010,88(6):1253-1260.
[5] Hirani Z M,Decarolis J F,Adham S S,et al.Peak flux performance and microbial removal by selected membrane bioreactor systems[J].Water Research,2010,44(8):2431-2440.
[6] 崔正国,王修林,单宝田.膜生物反应器在工业废水处理中的研究及应用[J].水处理技术,2005(5):7-10,26.
[7] Kraume M,Drews A.Membrane Bioreactors in Waste Water Treatment - Status and Trends[J].Chemical Engineering & Technology,2010,33(8):1251-1259.
[8] Yang W,Cicek N,Ilg J.State-of-the-art of membrane bioreactors:worldwide research and commercial applications in north america[J].Journal of Membrane Science,2006,270(1-2):201-211.
[9] Zheng X,Zhou Y,Chen S,et al.Survey of MBR market:trends and perspectives in China[J].Desalination,2010,250(2):609-612.
[10] 黄 霞,曹 斌,文湘华,等.膜—生物反应器在我国的研究与应用新进展[J].环境科学学报,2008(3):416-432.
[11] 周玉芬,于 淼,杨 勇,等.MBR在我国应用现状与市场发展趋势[J].工业水处理,2010(7): 5-7.
[12] 张 虹,何崇伟,詹世平.膜生物反应器在食品废水中的应用研究进展[J].环境科学与技术,2012(4):135-139.
[13] 王苏南,黄 评,刘 锋.A/A/O+MBR组合工艺处理豆制品废水的研究[J].安徽农业科学,2013(3):1257-1259.
[14] Chen W W,Liu J R.The possibility and applicability of coagulation-MBR hybrid system in reclamation of dairy wastewater[J].Desalination,2012,285:226-231.
[15] 刘建立,杨新宁,戴海平,等.MBR工艺处理啤酒废水的工程应用[J].工业水处理,2010(6):87-90.
[16] 陈 宇,李 勇.射流曝气MBR处理啤酒废水的试验[J].工业安全与环保,2011(1):7-9.
[17] 赵学辉,戴海平,刘 洋,等.缺氧/好氧膜生物反应器处理味精废水的研究[J].天津工业大学学报,2008(3):74-76.
[18] Valderrama C,Ribera G,Bahi N,et al.Winery wastewater treatment for water reuse purpose: Conventional activated sludge versus membrane bioreactor (MBR) A comparative case study[J].Desalination,2012,306:1-7.
[19] 尤朝阳,刘志寅,黄刚华,等.抑制MBR膜污染强化技术研究[J].水处理技术,2012(2):6-10,15.
[20] 刘建超,张永刚.浸没式中空纤维膜生物反应器的膜污染及防治对策[J].膜科学与技术,2010(4):84-89.
[21] Pradhan M,Vigneswaran S,Kandasamy J,et al.Combined effect of air and mechanical scouring of membranes for fouling reduction in submerged membrane reactor[J].Desalination,2012,288:58-65.
理化所可控合成氮缺陷石墨相氮化碳光催化材料
石墨相氮化碳(g-C3N4)是一种新型的非金属光催化材料,在可见光范围内具有一定的光吸收,同时还具有很好的热稳定性、化学稳定性和光稳定性,被广泛应用于光催化产氢、水氧化、有机物降解、光合成以及二氧化碳还原等。
近日,中国科学院理化技术研究所研究员张铁锐团队在前期关于g-C3N4工作的基础上,开发了一种新型的碱辅助合成方法,成功制备了富含氮缺陷的石墨相氮化碳纳米片,其良好的可见光吸收特性以及光生电子—空穴分离能力使得其光催化产氢速率得到大幅提升。通过控制合成中碱的加入量,得到了一系列不同氮缺陷浓度的g-C3Nx,其禁带宽度可随缺陷浓度升高逐渐变窄,并可以通过原料比的变化而实现精确调控。与不含氮缺陷的样品相比,g-C3Nx的禁带宽度可减小约0.3 eV,因而具有更好的可见光吸收能力。其吸收光谱表现出整体红移的趋势,证明这种一步碱辅助合成方法可以形成均匀的体相氮缺陷,与其他多步处理方法形成的表面缺陷相比具有更突出的吸光性能。此外,引入的氮缺陷有助于光生电子—空穴对的分离,表面氮空位还可以捕获光生电子并作为光催化反应的活性位点,最终使得可见光催化产氢速率大幅提升。
Research Progress of Membrane Bioreactor in Food Industrial Waste Water Treatment
ZHANG Guoxuan , ZHU Xiying , SHI Yuanyuan , HOU Yumei
(Henan Jindan Lactic Acid Co.Ltd , Zhoukou 477150 , China)
The process characteristics and research status at home and abroad of MBR are summarized,the applications of industrial waste water treatment by membrane bioreactor in recent years are introduced.Based on the analysis of MBR problems,the future development of MBR for industrial waste water treatment are prospected as well.
membrane bioreactor ; waste water ; membrane fouling
2017-01-20
国家863科技计划项目(2009AA033005)
张国宣(1977-),男,高级工程师,从事乳酸系列产品技术研发工作,电话:0394-3196876;电话:13619899218。
X
A
1003-3467(2017)03-0013-05
