煤矿井下乳化液配比系统的设计与应用
2017-05-02翟军存
文/翟军存
一、煤矿井下乳化液配比系统的设计背景
内蒙古上海庙矿业有限责任公司新上海一号煤矿液压支架千斤顶、操纵阀组、乳化泵阀体经常出现锈蚀、漏液以及液压支架操纵阀组串液等现象,给工作面正常推采造成极大困难。尽管采取更换损伤设备配件的措施,但是人工费、材料费也相应增加,给矿上造成一定的经济负担并影响正常推采。
经过专业人员对水质进行检测和试验分析,得出造成设备配件锈蚀、串漏液的三种原因:一是乳化液浓度低,长期使用低浓度的乳化液造成设备配件的锈蚀;二是水质显碱性,水质硬,在使用低浓度乳化液过程中会出现析皂现象,此种现象使乳化液浓度进一步降低并出现颗粒杂质;三是配件锈蚀出现的杂质及析皂产生的杂质进入乳化液,在高压的环境下,颗粒杂质对配件的冲击造成液压支架串漏液。
对此,矿上采取加强司泵工对乳化液浓度的控制,在每个工作面安装纯净水处理装置,对矿井水进行处理。长期实行下来,发现受配比条件及人为因素限制,乳化液配比不均或浓度过高造成乳化油的极大浪费,并且仍然出现乳化液浓度低的现象,同时受维护工流动性限制,纯净水装置维护不及时造成水量不足或水质差,未能改变矿井推采困难的状况。
二、煤矿井下乳化液配比系统
1.系统的组成
该系统是由RHH5/12矿用防爆环链电动葫芦、4m3乳化油储油箱、2×3T/h纯净水处理装置、4m3纯净水箱、9m3配液池、13.5m3储液池、2.5m3乳化液箱 (过滤装置)、矿用隔爆潜水泵、风动泵、自制风动搅拌装置、连通孔控制装置、流量表等结构组成。系统结构布置见图1所示。
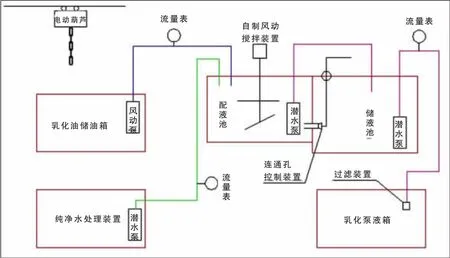
图1乳化液配比系统示意图
2.系统工作原理
一般情况下,乳化液是由司泵工按照一定比例向乳化液箱内加入乳化油及纯净水混合直接使用。
井下乳化液配比系统工作原理 (如图1所示):乳化液配比时,乳化油储油箱向配液池供0.2m3的乳化油,2×3T/h纯净水处理装置向配液池供4.8m3的纯净水,利用流量表进行计量,运行风动搅拌装置进行搅拌(1r/s)混合均匀,通过乳化液浓度检测仪按照乳化液浓度4%进行检测,当浓度大于4%加水,当浓度小于4%加油,直至浓度约为4%,配比结束。当乳化液用量少时,利用连通孔将配液池内乳化液输送到储液池内备用,当乳化液用量多时,在两池内液位相等时关闭连通孔,运行BQS30-36-7.5矿用隔爆潜水泵将配液池内的乳化液输送到储液池,通过储液池内矿用隔爆潜水泵,将乳化液输送到各工作面乳化液箱,利用流量表对各工作面乳化液用量进行计量。
三、煤矿井下乳化液配比系统设计与功能分析
1.油源及水源装置的设计
(1)油源装置的设计:乳化油为桶装,200KG/桶。为方便定量向配液池内输油,设置4m3乳化油储油箱进行储油,RHH5/12矿用防爆环链电动葫芦为起吊设备,起辅助作用。根据乳化油桶的外形尺寸,在环链吊钩上安置起吊用的乳化油桶套,起吊、倾倒时起安全作用。另外,在乳化油储油箱内安置一台风动泵向配液池供油,风动泵输油管上安置流量表,用于计量乳化油输送量。
(2)水源装置的设计:设计采用一套2×3T/h纯净水处理装置对矿井水进行处理,将处理后的纯净水存至4m3纯净水箱,4m3纯净水箱内安置一台BQS30-36-7.5矿用隔爆潜水泵向配液池供水,矿用隔爆潜水泵供水管上安置流量表,用于计量纯净水输送量。
2.配液池及储液池的设计
(1)配液池的设计:配液池采用水泥砌筑而成,如图 2所示,长×宽×高=3m×3m×1m,内部使用瓷砖,与储液池之间留有一连通孔,连通孔的开闭通过连通孔控制装置进行控制,连通孔控制装置依据机械原理制造,连杆头部位为橡胶塞,用于关闭连通孔。配液池内部设置自制风动搅拌装置,是由风泵、传动杆、搅拌叶轮组合焊接而成,平均转速1r/s,通过压风进行控制。配液池内还设有一台BQS30-36-7.5矿用隔爆潜水泵,将配液池内的乳化液输送到储液池内,如图1所示。
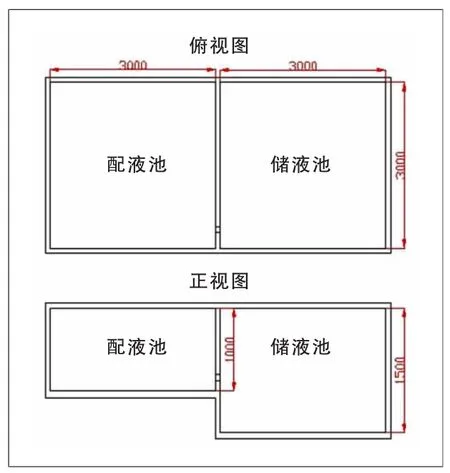
图2配液池及储液池示意图
(2)储液池的设计:储液池采用水泥砌筑而成,如图 2所示,长×宽×高=3m×3m×1.5m,内部使用瓷砖,根据各工作面乳化液箱位置选用参数符合要求的矿用隔爆潜水泵安置在储液池内,将乳化液输送到各工作面乳化液箱,利用流量表对各工作面乳化液用量进行计量。
配液池及储液池上方均设有盖板对其进行封盖,避免杂质进入池内。另外,配液池及储液池底部的左下角均开有直径为50mm的圆孔,正常情况下在池内用橡胶塞堵塞,在清理配液池及储液池时将橡胶塞拔掉,用于放水。
四、经济效益
新上海一号煤矿为软岩矿井,现有两个综采工作面,采用井下乳化液配比系统,经济效益体现在以下几个方面:
1.保证了乳化液的配比浓度,一定程度上避免了因乳化液浓度问题对设备造成的损坏,为工作面的正常推采提供了保障。
2.系统安置在交通方便的砌碹巷道内,避免了因巷道变形对设备造成的损坏,且维修维护方便。
3.节省了人工。乳化油运输、装卸方便,减少了材料运输人员。
4.节省了一套纯净水处理装置。
5.节省了乳化油。避免了因配比不均造成的材料浪费。
五、煤矿井下乳化液配比系统的进一步设计
乳化液配比系统可进一步设计为自动配比系统:
1.纯净水箱内设置上、下水位传感器,使纯净水处理装置自动开停,保证纯净水箱内的纯净水量。
2.在配液池内设置上、下液位传感器,控制纯净水箱内潜水泵开停,当配液池内乳化液低于下液位时,潜水泵开启加水,到上液位停止。
3.配比池内安设乳化液浓度传感器,液位处于上液位时,若浓度小于4%,储油箱内风动泵开启向配比池输油,同时风动搅拌装置运行,直至乳化液浓度大于或等于4%,停止风动泵及风动搅拌装置。