大棒材车间横移编组台架设计
2017-04-27周扬胜张荣滨
周扬胜, 张荣滨
(中冶赛迪工程技术股份有限公司, 重庆 400013)
试(实)验研究
大棒材车间横移编组台架设计
周扬胜, 张荣滨
(中冶赛迪工程技术股份有限公司, 重庆 400013)
大棒材生产线产品规格跨度比较大,生产工艺复杂,要求编组台架的设计要满足生产工艺的多样性要求。介绍了三种应用于大棒材生产线的编组台架,叙述了台架的结构、运行原理;分析了三种编组台架的优点和缺点。这三种编组台架在国内钢厂都有成功的应用。
大棒材 编组台架 横移台架
在大棒材生产线中,由于大棒材断面尺寸大,热轧后的轧件通常需要经锯机锯切后再进行收集,而锯切工序包括轧件停位、压紧、进刀锯切、锯片返回、压紧装置返回等一系列动作,锯切周期一般比较长,尤其在生产小规格棒材的时候,锯机的生产能力将严重影响连轧机的轧制。即使是布置多台锯同时锯切,也难以满足生产要求。因此一般在连轧机后、锯机前设置编组台架,把轧件在台架上先编组,然后成组锯切,提高定尺锯的锯切能力[1]。
编组台架的基本工作原理,是将连轧后的轧件横移离开连轧中心线,在编组台架的存取台架上按头尾顺序进行编组、成排,达到设定的根数后,再由移钢装置将成排后轧件全部运送到锯切线上,由输出辊道运送到热锯进行定位、锯切[1]。
1 横梁式编组台架
其设备主要由输入辊道、取料臂、链传动移钢小车,中间存放台架、输出辊道等设备组成(见图1)。
取料臂固定在由液压缸升降的框架上,框架为带车轮的横移小车型式,由电机和牵引链驱动。当轧件进入编组台架输入辊道后,升降框架从低位升到高位,托钢臂上的托钢槽将轧件托起,同时小车在链机驱动下移动到中间存放台架的存钢槽上方,升降框架下降,将轧件置于存放台架的存钢槽内。升降框架再次下降,同时链传动装置反向拉动移钢小车潜行回到起始位置,准备输送下一根钢。
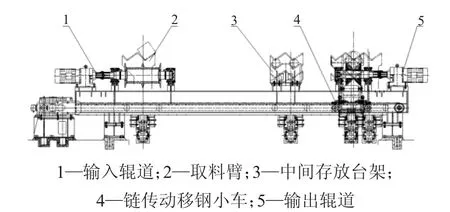
图1 横梁式编组台架
对于不需成排的轧件,以及为满足部分缓冷材的快速移动需要,链传动移钢小车也可将轧件直接从输入辊道移送到输出辊道上。
该种编组台架多用在规格较大、产量不高的生产线,此时对编组台架节奏要求不高,编组台架主要起缓冲作用,该种台架一般编组不超过两根。
其优点是结构简单,设备质量轻,维护量小。缺点是节奏较慢。
2 双通道编组台架
双通道编组台架主要由摆动装置、输入辊道、升降框架、取料小车,固定台架、输出辊道(见图2)。
在横移台架的入口处设有摆动装置,摆动装置动作可使轧件在A、B两个通道之间切换。当轧件尾部通过摆动装置后,摆动装置动作由A通道切换到B通道,往复交替。
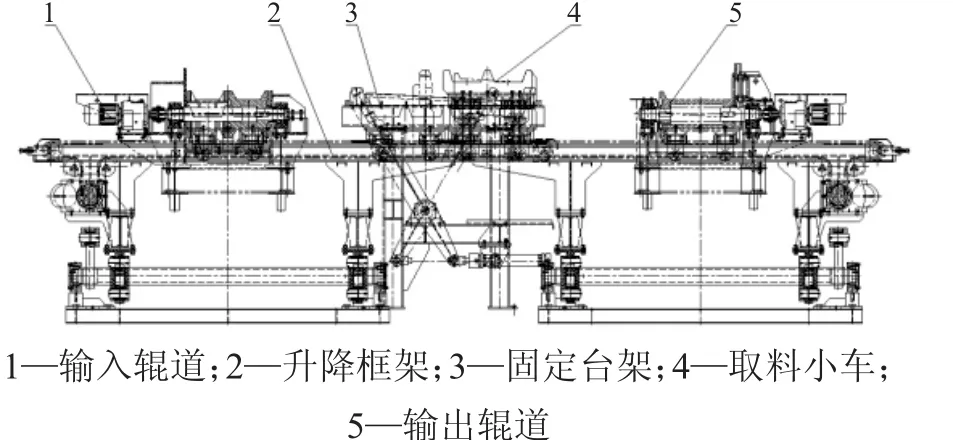
图2 双通道编组台架
取料小车安装在升降框框架上,升降框架通常由液压缸驱动、链传动装置由电机驱动。当轧件进入横移台架输入辊道后,升降框架从低位升到高位,取料小车将轧件托起,同时小车在链机驱动下移动到固定台架上方,升降框架下降,将棒材置于固定台架上。升降框架再次下降,同时链传动装置反向拉动移钢小车潜行回到起始位置,准备输送下一根钢。为满足部分缓冷材的冷却需要,链传动移钢小车能将轧件直接从横移台架输入辊道移送到横移台架输出辊道上。
固定台架为焊接钢结构,有一定的存钢功能。当固定台架上的轧件达到一定数量时,链传动移钢小车在固定台架下方从低位升到高位,在链机的驱动下将成排的轧件横移到输出辊道上方,下降并卸料。
双通道编组台架的优点是采用双通道,节奏较快。缺点是,对于规格较小的棒材,经飞剪剪切后有些要求编组在4根及以上,此时该结构的台架不合适。
3 裙板式编组台架
裙板式编组台架应用较为广泛,设备主要由输入辊道、上料装置(裙板)、存放台架、横移小车、输出辊道等组成(见图3)。
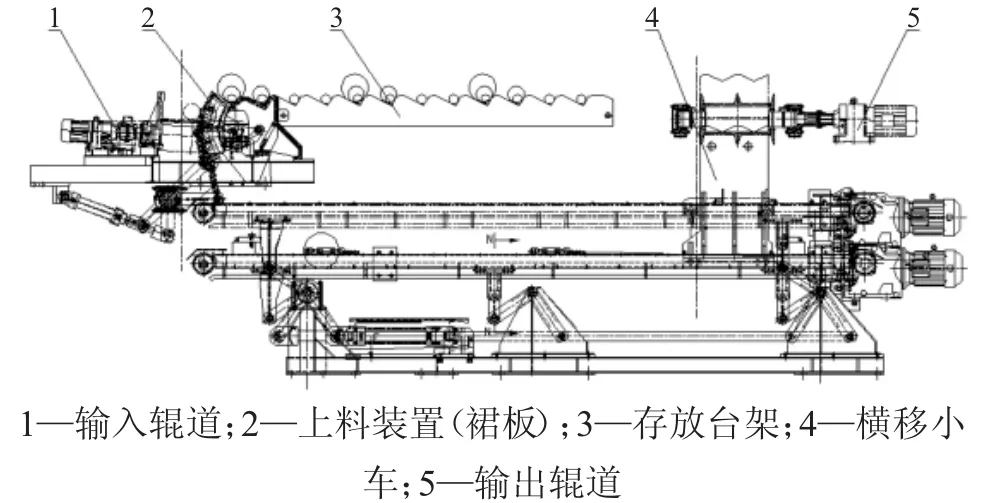
图3 裙板式编组台架
3.1 上料装置
由裙板、上钢机构、立辊(装配)组成,立辊目的是减少滑摩擦,但维护要求比较高,故有些钢厂不设置立辊。辊道倾斜布置,轧件在运行时靠向裙板,与裙板摩擦制动。上钢机构由液压驱动,如图4所示,液压钢伸出时驱动连杆动作,连杆带动裙板上升,将轧件推到齿板上。轧件在上钢过程中,下一跟轧件可继续进入输入辊道,不影响后续轧件的节奏。
收集台架固定不动,承接裙板传递过来的轧件,收集台架可设计成槽型或齿形结构,齿形结构具有矫直的作用。
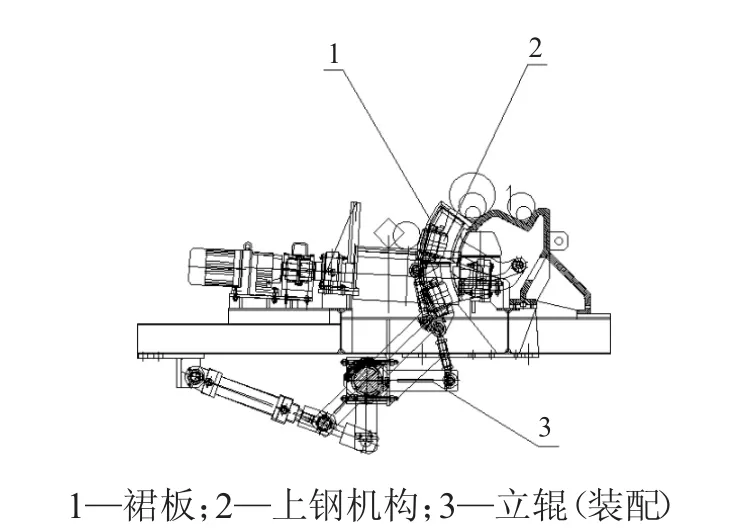
图4 上料装置
3.2 存放台架
存放台架设置成齿式结构,对存放的轧件具有一定的矫直作用。
3.3 横移小车
轧件的横移动作靠链式机构实现,下车安装在链式机构的轨道上,传动电机安装有绝对值编码器,可实现小车的位置。
小车面有单槽、多槽等布置形式。在单槽中轧件互相碰撞,多根轧件容易出现散乱现象,一般采用多槽结构。
1)裙板式编组台架的优点。上料机构采用制动裙板,不影响后续轧件的运行节奏,可以实现多根轧件编组;对轧件尤其是小规格轧件具有一定的矫直作用。
2)裙板式编组台架的缺点。设备复杂,动作较多,维护量大;由于轧件需在裙板上制动,故轧件容易划伤。
4 结语
编组台架的节奏设计非常重要,各机构动作要连贯、交叉,不能出现撞车现象;大棒材生产线产品规格跨度比较大,生产工艺多种多样,要求台架的设计要满足生产工艺的多样性要求。本文介绍的三种编组台架型式结构稳定可靠,分别在石钢、东北特钢、永钢等多个钢厂得到成功应用。
[1] 马建林.大棒编组台架的设计研究[J].中国冶金,2012(5):47.
[2] 黄华清.轧钢机械[M].北京:冶金工业出版社,1980.
[3] 李明山.一条先进大棒材生产线的工艺技术及装备[J].上海金属,2013(6):37-38.
[4] 成大先.机械设计手册(第2卷).第5版[M].北京:化学工业出版社,2008.
The Design for Group Bed in Large Bar Mill Line
Zhou Yangsheng,Zhang Rongbin
(CISDI Engineering Co.,Ltd.,Chongqing 400013)
Large bar mill line has wide range of specifications,and the production process is complex,which requires the design of the group bed to meet the diversity requirements of the production process.This paper introduces three kinds of group bed applied to the large bar mill line,describes the structure and operation principle of the group bed, and analyzes its advantages and disadvantages.These group bed have a successful application in domestic steel mills.
large bar,group bed,transfer bed
TG356.3
A
1672-1152(2017)01-0015-02
(编辑:苗运平)
10.16525/j.cnki.cn14-1167/tf.2017.01.07
2016-12-23
周扬胜(1983—),男,2009年毕业于重庆大学机械工程学院,硕士研究生,现就职于中冶赛迪工程技术股份有限公司,主任设计师,工程师。