纤维素乙醇木质素聚氨酯泡沫的制备及性能研究*
2017-04-27杨惠然徐文彪刘鑫华时君友
杨惠然 徐文彪 刘鑫华 时君友
随着石油价格的快速上涨和能源危机的爆发,寻找一种生物质能源替代不可再生的石油资源已成为当前众多行业研究的主题。因此,由植物和微生物资源转化形成新材料、高热值能源和化工新原料正成为一种发展的新趋势[1-3]。在该实验中笔者利用纤维素乙醇木质素的多元醇液化产物来替代部分传统聚醚多元醇制备聚氨酯发泡材料。作为燃料乙醇的副产物,纤维素乙醇木质素没有经过蒸煮以及酸碱处理,较好地保留了木质素的化学活性,羟基含量较大,这为聚氨酯材料的合成提供了非常有利的条件[4,5]。与此同时,木质素也是一种天然有机物,存储量很大,价格便宜并且无污染,使用木质素合成聚氨酯材料,既经济又环保。木质素分子中大量存在的羟基可以部分代替传统多元醇作为合成聚氨酯材料的原料。通过优化工艺,既可以在一定程度上提高聚氨酯材料性能,又可以大大降低聚氨酯的生产成本[6,7]。所以将木质素作为制备聚氨酯多元醇组分之一,是减少多元醇的用量和赋予产品生物降解性能的理想途径之一,同时也为聚氨酯工业注入了新的活力[8]。经查阅文献可知,大量的实验测试结果表明,在聚氨酯材料中添加了木质素后,具有更加优异的力学性能以及更高的分解温度,因而木质素型聚氨酯泡沫可以替代目前市场上的一些聚氨酯材料[9,10]。
1 实验
1.1 材料
1.1.1 原料与试剂
实验中使用的主要原料见表1。
1.1.2 实验仪器设备
实验中使用的仪器见表2。
1.2 实验方法
1.2.1 木质素的液化
取一定量木质素(预先经过筛选、于烘干箱烘干至恒重)放置于三口烧瓶中,加入预设剂量的液化试剂聚乙二醇-400和催化剂浓H2SO4。然后将三口烧瓶安装在装有搅拌器的铁架台上,置于预先设定好温度的油浴锅中(油浴锅温度已稳定),在设定的时间内液化。反应结束后将三口烧瓶从油浴锅中取出,并将液化产物倒于烧杯中用以备用,冷却后按照国标测定液化产物的黏度与羟值。实验选取已实验优化的工艺,工艺参数为:木质素80 g、聚乙二醇-400 220 g、浓H2SO45.4 g(木质素和聚乙二醇-400总量的1.8%)、反应温度170 ℃、反应时间2 h。
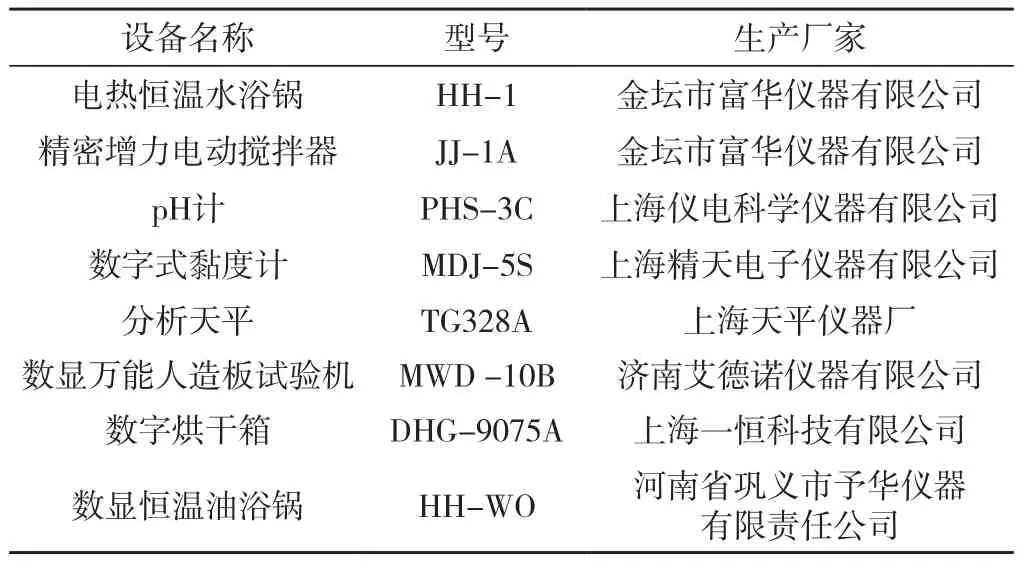
表2 主要仪器设备Tab.2 Main apparatus and equipments
1.2.2 木质素聚氨酯泡沫的制备
取一定量已经液化好的木质素液化产物于模具中(纸杯),然后再加入预先计量好的发泡剂H2O、表面活性剂(二甲基硅油)、胺类催化剂三乙胺和有机锡类催化剂二月桂酸二丁基锡按质量比1∶1混合,用玻璃棒搅拌20~30 s,使其均匀混合,最后加入定量的固化剂异氰酸酯,继续快速搅拌10~15 s,使各发泡原料均匀混合并在室温下发泡,待泡沫固化3 d后,切割成长×宽×高为5cm×5cm×5cm的正方体试件,根据国标测定所需数据。
1.2.3 木质素液化产物各项指标检测
1)液化产物黏度测定
参照GB/T 12008.7—2010《塑料 聚醚多元醇 第7部分:黏度的测定》进行。
根据试样黏度的大小,选择合适的转子和转速。将液化产物装入高脚烧杯中,在温度为(25±2)℃下测定液化产物的黏度。数显器显示数字即为黏度值,单位 mPa·s。
2)液化产物羟值测定
参照GB/T 12008.3—2009 《塑料 聚醚多元醇 第3部分:羟值的测定》进行。
按下式计算:
式中:I(OH)—— 羟值,mgKOH/g;
V1——空白滴定时氢氧化钠标准溶液的用量,mL;
V2——试样滴定时氢氧化钠标准溶液的用量,mL;
C——氢氧化钠标准溶液的浓度,mol/L;
m——试样的质量,g;
56.1——氢氧化钾的摩尔质量,g/mol。
3)液化产物表观密度测定
参照GB/T 6343—2009 《泡沫塑料及橡胶表观密度的测定》进行。
按下式计算:
式中:ρ——表观密度(表观总密度或表观芯密度),kg/m3;
m——试样质量,g;
v——试样体积,mm3。
该实验计算的是表观芯密度,去除模制时形成的全部表皮后,单位体积泡沫材料的质量。
4)液化产物压缩强度测定
参照GB/T 8813—2008 《硬质泡沫塑料 压缩性能的测定》进行。
按下式计算:
式中:δ10——相对形变为 10%时的压缩强度,kPa;
F10——使试样产生 10%相对形变时的力,N;
S0——试样横截面初始面积,mm2。
2 结果与讨论
2.1 优化条件下液化产物的各项指标
聚乙二醇-400 220 g、浓H2SO45.4 g(木质素和聚乙二醇-400总量的1.8%)、反应温度170 ℃、反应时间2 h下液化木质素80 g,得到的液化产物黏度为780.2 mPa·s(25 ℃),羟值为290 mgKOH/g。
2.2 单因素实验对木质素聚氨酯泡沫性能的影响
2.2.1 发泡剂H2O对聚氨酯泡沫性能的影响
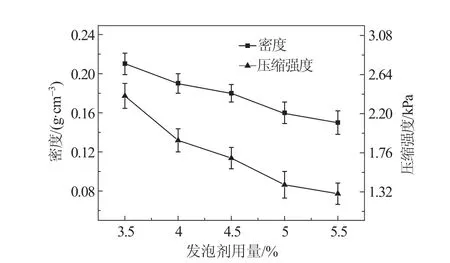
图1 发泡剂H2O用量对木质素聚氨酯泡沫压缩强度和密度的影响Fig.1 Effect of H2O dosage on compressive strength and density of lignin based polyurethane foam
在聚氨酯泡沫制备过程中,发泡剂是主要合成原料之一。发泡剂对聚氨酯泡沫的密度有较大的影响,而密度又影响着泡沫的力学性能。实验选H2O作为发泡剂,相对传统氟烃类催化剂,如氯氟烃、三氯一氟甲烷等来说,H2O本身无毒、无污染、易得且对臭氧层没有破坏作用。综合来讲,H2O是一种较为理想的发泡剂。
由图1可以看出随着发泡剂H2O用量的增加,密度和压缩强度均逐渐降低。因为H2O的增加,反应体系中会放出大量CO2,使聚氨酯泡沫泡孔孔径增大、泡沫整体松驰,密度和压缩强度降低。如果H2O的加入量过多,发泡过程中则会生成大量脲键,使得聚氨酯泡沫较脆,压缩强度也降低;如果H2O的加入量过少,则聚氨酯泡沫的密度又较大。因此,实验选取发泡剂H2O的适宜量为4.5%。
2.2.2 固化剂异氰酸酯对聚氨酯泡沫性能的影响
发泡过程中异氰酸酯不仅会与含羟基的多元醇化合物反应生成氨基甲酸酯,从而引起聚合物链增长,化学反应式如1);如果异氰酸酯过量且反应条件具备,多余的异氰酸酯还能近一步与氨基甲酸酯反应,生成脲基甲酸酯,化学反应式如2)。这样不仅引起原材料的浪费,还会严重地影响起泡率与凝胶速率之间的平衡,并使泡沫变脆、变硬、弹性降低等。而且,异氰酸酯也会与发泡剂H2O发生化学反应,水分子中活泼的氢与碳氮双键的加成反应,先生成不稳定的氨基甲酸,然后分解成胺和二氧化碳。如果异氰酸酯量太少,与水反应产生CO2量会不足,直接影响到聚氨酯泡沫材料的力学强度和密度等。
1)与含羟基多元醇化合物的反应式
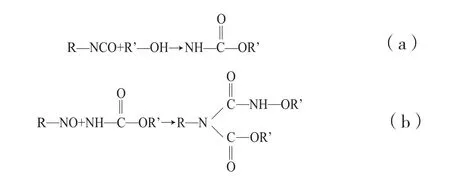
2)与水的反应式
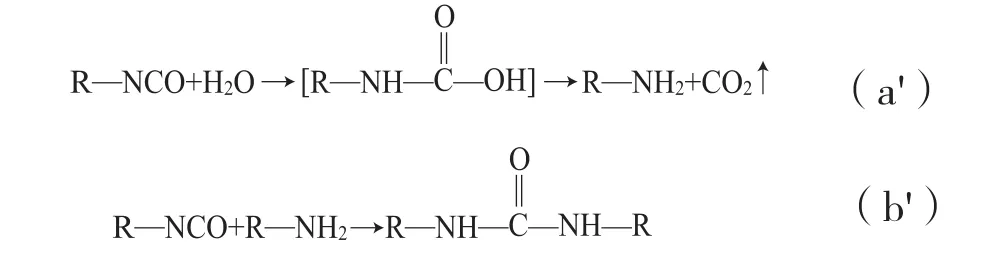
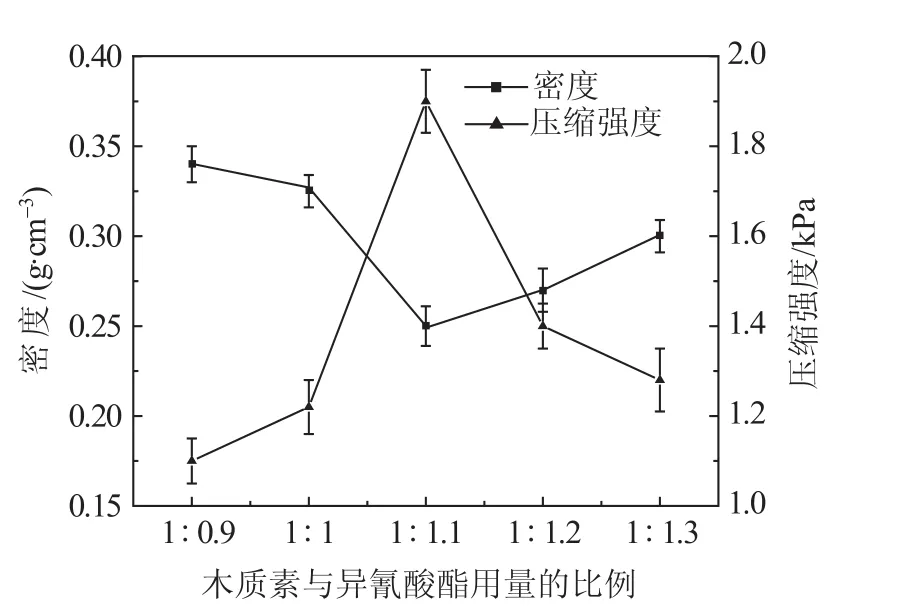
图2 异氰酸酯用量对木质素聚氨酯泡沫压缩强度和密度的影响Fig.2 Effect of isocyanate content on the compressive strength and density of lignin based polyurethane foam
由图2可以看出,随着异氰酸酯量的加入,聚氨酯泡沫的密度先呈减小趋势,当比例减小到1∶1.1时又开始增大。这是由于随着异氰酸酯量的加入,—NCO会发生(a)、(a')反应,使得聚合物链增长,同时放出CO2量也增多,从而使泡沫体逐渐膨胀发泡,故聚氨酯泡沫的密度逐渐降低。当用量比例达到1∶1.1后,异氰酸酯开始过量,反应生成大量CO2,再加上—NCO自身会发生反应(b),发泡不充分,从而导致聚氨酯泡沫密度又增加。所以,当异氰酸酯用量比例为1∶1.1时,发泡充分,密度最小;随着异氰酸酯用量的增加,压缩强度呈先增大后减小趋势,先增大这是由于异氰酸酯量的增加使聚合物链增长充分以及产生CO2量引起聚合物发泡充分所致使的。但是逐渐过量后,使聚氨酯材料的凝胶和发泡反应不充分。因此,实验选取固化剂异氰酸酯适宜比例为1∶1.1。
2.2.3 表面活性剂硅油对聚氨酯泡沫性能的影响
在聚氨酯泡沫制备中,表面活性剂硅油亦是较重要原料之一。为了满足制备泡孔大小均匀的聚氨酯泡沫体的要求,加入表面活性剂硅油来稳定和均匀分散泡沫,使形成的聚合物大分子的化学反应完成且不发生塌泡和裂泡现象。它在发泡过程中的基本作用是:
1)乳化相容。使多元醇、异氰酸酯等各组分很好的分散。
2)稳泡成核。提高发泡稳定性,防止塌泡。使泡沫细密、稳定。
3)开孔性能。在稳定泡沫的基础上破泡,使泡沫具有很好的舒适性。
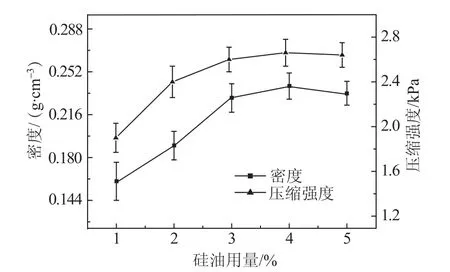
图3 表面活性剂硅油用量对木质素聚氨酯泡沫压缩强度和密度的影响Fig.3 Effect of the amount of surfactant on the compressive strength and density of lignin based polyurethane foam
由图3可以看出,实验所制得的木质素聚氨酯泡沫的密度则呈现出先增加后下降趋势;而压缩强度随着表面活性剂的增加呈先增加后趋于稳定的趋势,影响不是太大。当硅油用量为1.0%时,明显所制得的木质素聚氨酯泡沫的密度和压缩强度偏低,这是因为表面活性剂硅油的用量太小,泡孔大小不均匀,稳定性差,对泡孔支撑作用不足。而过量则会出现裂泡,泡体内部会出现空洞现象。综合考虑,实验选取的硅油适宜量为3.0%。
2.3 木质素聚氨酯泡沫的形态表征
2.3.1 木质素聚氨酯泡沫微观形态
用壁纸刀将木质素聚氨酯泡沫样品切成1 cm正方体,然后将切好的样品放在载物台上用溅射涂膜机喷涂一层厚约为10 nm的金。其泡孔结构通过环境电子显微镜(产地:美国FEI、型号:Quanta200)进行扫描观测,加速电压为5.00 kV。扫面电镜下的泡孔微观图,如图4。
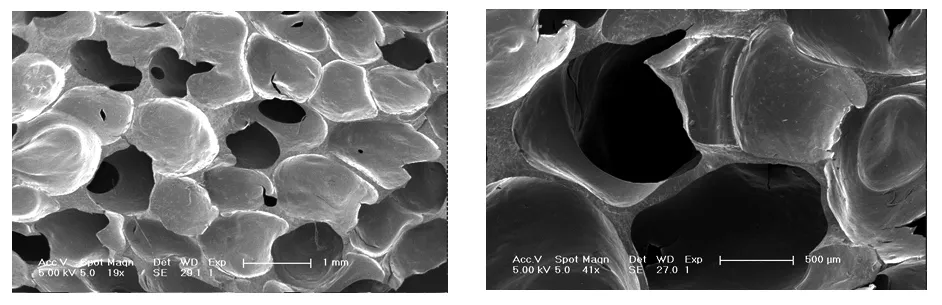
图4 放大20倍(左)和50倍(右)时泡孔的微观形态Fig.4 The microscopic morphology of bubble holes with 20 times amplification (left) and 50 times amplification(right)
2.3.2 木质素聚氨酯泡沫宏观形态
实验在优化条件下制得的木质素聚氨酯泡沫,其宏观形态如下图5。
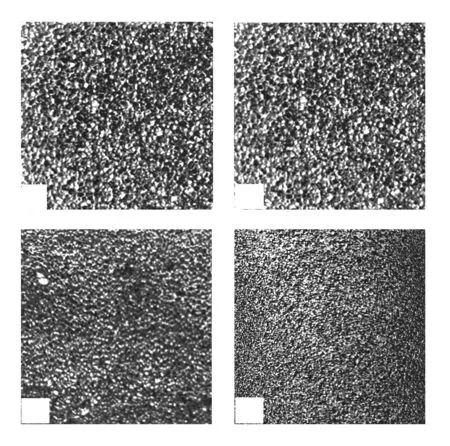
图5 实验制得聚氨酯泡沫与商品聚氨酯泡沫宏观比较(10 ×)Fig.5 Macroscopic comparison of polyurethane foam and commodity polyurethane foam(10 ×)
图5中(a)(b)(c)均为实验优化条件下制得的聚氨酯泡沫,(d)为商品聚氨酯泡沫。通过宏观形态可以看出,实验制得的聚氨酯泡沫宏观泡孔结构有少量破洞现象,但泡孔结构基本比较完整;在受外力的作用下,实验制得聚氨酯泡沫可以满足应力的传递。与商品聚氨酯泡沫相比较,虽然泡孔还是略显大,总体来说其宏观形态还是较为接近,压缩强度达到280 kPa,可以满足商用要求。
3 结论
利用木质素的液化产物合成聚氨酯泡沫,其最优工艺条件为:木质素液化产物与异氰酸酯原料比为1∶1.1、发泡剂H2O的用量4.5%、表面活性剂硅油3.0%、催化剂三乙胺和二月桂酸二丁基锡(质量比1∶1)用量3.0%,在该工艺条件下制备出木质素聚氨酯泡沫泡孔大小基本均匀,泡孔结构比较完整,呈现出较好的交联结构,压缩强度达到280 kPa,达到商用聚氨酯泡沫标准。
[1] 张伟,马玉峰,王春鹏,等.生物炼制残渣酚醛树脂胶黏剂的制备与应用[C].中国胶黏剂与胶粘带协会,2012:75-79.
[2] 史长东,张锐,车德勇,等.不同种类生物质热解特性研究[J].东北电力大学学报,2012,32(1):57-60.
[3] 卢洪波,马玉鑫,祖国刚,等.生物质与煤共燃温度场的数值模拟[J].东北电力大学学报,2014(1):1-4.
[4] 柴瑜,徐文彪,时君友.纤维素乙醇木质素改性酚醛树脂胶黏剂的初步研究[J].林产工业,2015,42(6):39-42.
[5] 麻馨月,时君友.漆酶介体体系处理纤维素乙醇木质素的1H-NMR和13C-NMR表征[J].林产工业,2015,42(12):32-35.
[6] Guo H X,Chun-Sheng L I,Tan H F,et al.Phenolation Modification of Sodium Lignosulfonates and Its Utilization in Preparation of Ligninbased Epoxy Resin[J].Journal of Beijing University of Technology,2012,90(122-123):322-331.
[7] Stewart D.Lignin as a base material for materials applications:Chemistry,application and economics[J].Industrial Crops & Products,2008,27(2):202-207.
[8] 戴玉明,巴志新,王章忠.木质素增强硬质聚氨酯泡沫塑料抗压性能研[J].南京工程学院学报:自然科学版,2005,3(2):22-26.
[9] 卫民,严立楠,蒋剑春.改性木质素泡沫树脂的合成研究[J].生物质化学工程,2006(4):1-3.
[10] 于菲.碱木质素基硬质聚氨酯泡沫制备及性能表征[D].哈尔滨:东北林业大学,2009.
