一种PLC控制的物料交接柔性机械手系统
2017-04-27呼刚义杨新刚关雄飞王荪馨
呼刚义,杨新刚,关雄飞,王荪馨
(1.西安理工大学 信息技术与装备工程学院,西安 710086;2.西安理工大学 机械与精密仪器工程学院,西安 710086)
一种PLC控制的物料交接柔性机械手系统
呼刚义1,杨新刚2,关雄飞1,王荪馨1
(1.西安理工大学 信息技术与装备工程学院,西安 710086;2.西安理工大学 机械与精密仪器工程学院,西安 710086)
自动流水线在国内企业中使用比较普遍,物料在不同工位之间的抓取及传送常用工业机器人来完成,其柔性好,但一般的商品化机器人针对多功能作业要求进行设计,价格昂贵。给出了一种交接机械手系统完整方案及其具体细节,该机械手采用平面连杆机构与立柱旋转机构相组合以实现灵活的物料抓取运动,采用PLC控制的液压系统驱动,具有自动和手动两种操作方式,可满足不同自动生产线物料柔性传送要求。该机械手结构简单、运行平稳灵活、刚性好、成本低,具有推广价值。
自动生产流水线;机械手;平面连杆机构
0 引言
随着科技快速发展和经济全球化日益加深,以及劳动力结构的快速变化,制造业企业目前正在面临着前所未有的生存压力,制造过程自动化、柔性化已经成为我国制造业发展的迫切需求。流水化制造或装配生产线不断地走进企业,而原先的流水生产线则向自动化、柔性化生产线持续升级。
对于自动流水线的物料传输系统中,存在着大量不同输送线间、输送线与作业工位间的物料转运交接作业,交接的位姿及距离多变,一般可使用工业机器人,通过预先设置程序来适应工作要求。但一般的商品化机器人针对多功能作业要求进行设计,对于流水线物料转送类作业来说,通常在功能、作业空间、承载能力等方面存在冗余,相对专用转运装置来说,其价格相对昂贵,限制了其在企业广泛推广。
针对上述情况,本文开发了一种新型机械手系统,该系统以PLC控制液压系统驱动机械手完成不同工位之间物料的抓取和传送,通过编制不同的控制程序可灵活实现不同的移动轨迹。该机械手结构简单、运行平稳灵活、刚性好、成本低,对不同转运交接作业柔性好,具有推广价值。
1 交接机械手的机械结构
1.1 任务要求
自动流水线中不同作业地点转送交接作业的位姿、距离及路径要求各有不同,但针对每一具体的工位之间的物料转送交接作业而言,其所要求的传送位置和转移的轨迹是相对固定的。这就要求物料交接机械手在满足不同企业不同工位的多样化转送交接要求方面具有灵活性,同时又要高效可靠地满足具体工位固定不变的转送交接要求。
1.2 机械结构设计
为满足自动流水线中物料传送空间轨迹路线多样化要求,在比较了多种结构方案的基础上,确定了一种四自由度机械手方案,该机械手采用平面连杆组合机构,并通过立柱旋转机构以实现360°内任意角度的转动来抓取传送物料,适应空间全方位物料交接;采用液压元件驱动,传动简单、运动平稳且易实现自动化。
机械手的结构如图1所示。机械手抓手的前移或后移通过伸缩油缸驱动伸缩横臂沿燕尾导轨移动来实现,抓手的下移或上移由组成四杆滑块摆杆机构的仰俯油缸活塞杆的伸缩完成,而抓手的姿态由腕关节油缸活塞杆的伸缩实现。这样可使抓手的抓取中心到达机械手工作空间的任意位置。而物料的抓取和松开由抓取油缸活塞杆伸缩带动抓手手指收缩和舒张来完成。
抓手抓紧物料后,机械手大臂摆动同时横臂伸缩至合适的空间位置,随后立柱旋转到预置的角度,通过三个油缸协调运动让物料放置至合适工位,然后抓手张开放料。最后抓手沿原轨迹返回开始下一工作循环。其中旋转立柱的转动扭矩来自液压马达,是通过齿轮传动带动立柱转动的。
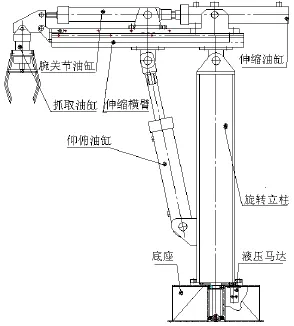
图1 旋转机械手结构简图
2 交接机械手的动力系统设计及速度控制
液压驱动输出推力或转矩大,可无级变速,运动稳定,换向冲击小;可采用标准液压元件集成式连接,功能配置容易、布局紧凑、安装方便,并可以快速构建复杂的动力系统;与机、电联合使用时,并能实现自动化。因此,该机械手采用液压驱动。
机械手液压系统回路如图2所示。系统选用柱塞油泵,额定压力为10MPa,额定流量10L/min,液压介质为N32抗磨液压油。阀组叠加式安装,便于迅速组合切换功能,泵站与操作机构的连接选用快插式软管连接,便于拆装。
从图2可以看出,该回路是一个多执行元件控制回路。为了防止某一回路运动过快使系统回路压力降低进而干扰其他回路动作,在控制回路的进油口增加了叠加单向阀防止液压油因压力差回流来解决回路互相干扰问题。执行元件的动作换向是由O型三位四通电磁换向阀实现,速度控制由回路中双单向节流阀调节。回路中叠加减压阀用来调节抓手的抓紧力大小,采用的双液控单向阀锁紧回路使抓手抓紧物料时,抓力可以长时间保持不变。当机械手长时间不动作,可以通过二位四通换向阀实现液压系统卸荷,节约能耗。
3 控制系统设计
控制系统设计包括电气系统系统硬件设计及软件设计。
3.1 电气系统设计
该机械手系统的电气原理图及PLC的I/O分配如图3所示。其中产生液压油的液压泵工作是由继电器系统回路控制,回路由主电路和控制电路两部分组成。按下按钮SB3,交流接触器KM1和中间继电器KA0的线圈同时通电,随即KM1主触点动作泵电机起动,同时KM1辅助触点闭合自锁,与此同时KA0常开触点动作PLC上电。而按下按钮SB2,KM1和KA0线圈断电进而电机和PLC停止工作。该控制回路具有短路、过载和过低压保护功能,控制简单、操作方便。
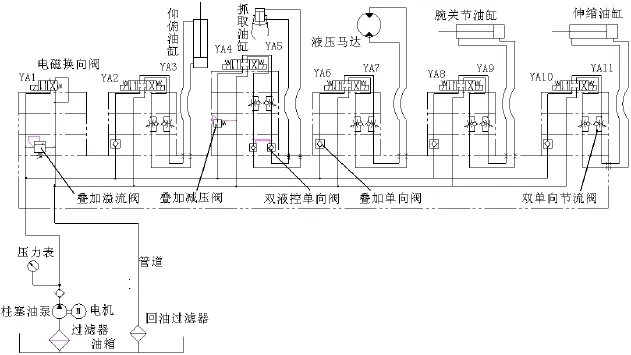
图2 液压系统原理图
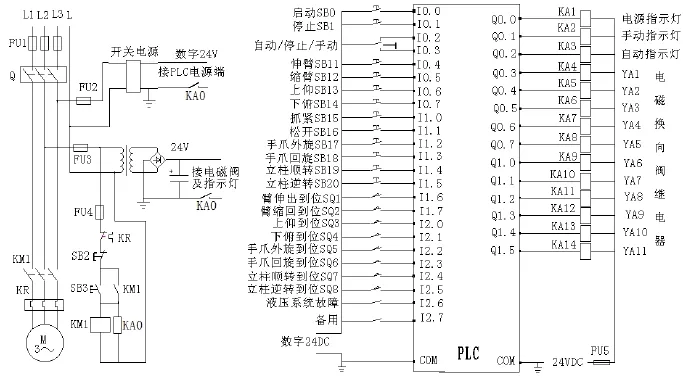
图3 电气原理图及PLC的I/O分配
交接机械手的工作,是由多个作为执行元件的液压缸来实现的。考虑到转送交接作业任务的多样化需求及作业的可靠性要求,该交接机械手采用PLC作为控制器。PLC控制器就是通过对电磁换向阀的电磁线圈的控制,进而控制电磁阀来改变执行元件液压缸工作状态,实现机械手自动或手动动作。PLC控制器硬线接线及I/O地址分配如图3所示,图中注明了选用的端子号及其功能。例如I0.4信号来自开关SB11的接通,表示臂伸出指令;同样输出信号Q0.4能控制KA5继电器接通或断开,并结合图2所示我们知道KA5是用来控制仰俯油缸回路的电磁换向阀YA2端的通断,进而实现机械手下移动作。
3.2 PLC控制程序设计
该交接机械手应用在空调制冷压缩机生产自动流水线的焊接后水中充压试漏工序段,实现压缩机进水出水的搬运工作。根据现场条件以及工作流程要求,交接机械手的PLC控制程序设计要实现手动操作和自动操作两种工作方式。
程序整体设计框架如图4所示。首先PLC开始处于运行状态下,特殊继电器SM0.0驱动Q0.0带电输出,即上电指示灯点亮,标志PLC准备就绪。
接着选择面板上的自动/停止/手动选择开关接通地址I0.2或I0.3来使机械手处于手动或自动工作模式,硬件电路保证了两种工作模式只能运行其一。程序中运行方式的选择由JMP跳转指令完成,同时相应工作方式的指示灯亮。
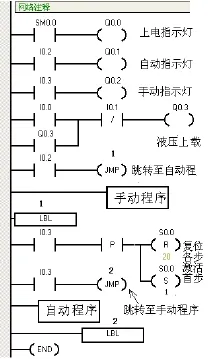
图4 控制程序
手动运行模式由手动程序段来执行。其主要用于标定每个自由度的运动起终点位置,起终点位置由安装在机械手上的霍尔位置传感器来实现。控制系统应确保对于同一个液压缸的两个运动方向的运动控制互锁,而不同液压缸的运动控制相互独立。当机械手处于在调试阶段或位姿不精确需要调整时就需工作在手动模式。
自动工作模式由自动程序段完成。机械手自动抓取移动物料的过程,实际是一个顺序工作过程。因此程序设计方法就采用顺序功能图设计方法。该设计方法思路清晰、程序修改方便,不易出错。当机械手调试或调整完成后进行正常工作时控制系统就应切换到工作模式。
4 结束语
开发了一种交接机械手系统,系统给出了其具体方案,包含机械结构、液压系统、电气控制系统软硬件方案。该系统采用PLC控制器作为控制核心,具有自动手动两种工作方式,采用平面连杆机构结合立柱旋转功能可以实现不同运动轨迹的抓放操作,工作可靠。采用液压驱动,运动平稳。该机械手系统能满足物流转送交接过程的柔性化及自动化要求,且结构简单、操作方便、价格便宜,具有推广价值。
该机械手已在某企业空调制冷压缩机生产自动流水线的焊接后水中充压试漏工序段中使用,运行情况良好。该机械手也被多个院校购买,成功应用到机电液一体化自动控制实践实训教学环节中。
以目前所开发的机械手系统为基础,应用组态技术,增加必要的检测功能,则会进一步丰富该系统的功能,可适应更多的应用场合。
[1] 田淑珍. S7-200PLC原理及应用[M].机械工业出版社,2009.
[2] 陈立定.电气控制与可编程控制器[M].华南理工大学出版社,2001.
[3] 陈天华,王辛.基于PLC的恒压变频工厂供水系统设计[J].制造业自动化,2013,35(13):90-95.
[4] 姜新桥.PLC应用技术项目教程[M].西安电子科技大学出版社,2012.
A flexible manipulator system for material transferring controlled by PLC
HU Gang-yi1, YANG Xin-gang2, GUAN Xiong-fei1, WANG Sun-xin1
TH165
A
1009-0134(2017)04-0121-03
2016-11-26
陕西省教育厅科研计划项目(11JS073)
呼刚义(1972 -),男,陕西澄城人,副教授,工学硕士,研究方向为数控技术。
