物流交叉分拣机的上包控制系统研究
2017-04-27史建平狄轶娟蔡纪鹤
史建平,狄轶娟,蔡纪鹤
(常州工学院 电气与光电工程学院,常州 213022)
物流交叉分拣机的上包控制系统研究
史建平,狄轶娟,蔡纪鹤
(常州工学院 电气与光电工程学院,常州 213022)
随着电子商务的快速发展,传统人工分拣作业方式已不能满足现代物流分拣的需求,因而,就有必要对自动分拣技术进行研究。在交叉带式分拣机系统中,上包台系统直接影响到整个包裹分拣系统的性能和效率。因此,为了满足中通快递的快速、高效分拣,提出对交叉带式分拣机的上包控制系统进行设计研究。为提高包裹的自动分拣效率,上包台系统提出采用三级传送带结构,且上包台与输送装置成45°。经系统调试,此物流交叉分拣机的上包台系统上包效率高,准确性高、稳定性好。
物流;自动分拣;上包台;三级传送
0 引言
随着电子商务的快速发展,我国物流行业保持高速发展的趋势,分拣作业已成为物流工作的重要环节。传统的分拣作业方式完全基于人工,通过人工搜索、搬运货物来完成货物的提取。这种传统的人工分拣方式需要大量的人力物力,自动化技术水平低,分拣效率非常低,容易漏检、错检等。近年来,随着我国电子商务、快递等行业的快速发展,传统的人工分拣方式已不适合现代物流行业的发展。因此,自动分拣系统(Automatic sorting system)在物流行业得到了很好的发展,如邮件分拣[1]、行李分拣[2]、药品分拣[3]、材料[4]及烟草[5]等。
在现有的物流自动分拣系统中,交叉带式分拣系统具有可处理多样化的货物、以较小的单元间距将生产量最大化的优点,因而应用广泛[6]。
包裹自动分拣系统一般由供包装置、上包台系统、输送装置(由小车组成的环形封闭输送装置)、格口落包系统构成。其中,上包台系统是包裹分拣系统中的重要组成部分,直接影响到整个包裹分拣系统的性能和效率。因此,在本文中提出对上包台系统的控制方法进行研究,以提高物流包裹在自动分拣作业中的上包效率。
1 物流交叉分拣机的上包台系统
1.1 上包台的结构设计
本文研究的物流交叉分拣机系统,主要是针对3.5kg以下的中小型规格的规则包裹进行自动分拣。因此,在本设计中,为提高包裹的自动分拣效率,上包台系统提出采用三级传送带结构,分别为扫描级、等待级及加速级。各级根据其控制目的采用不同的驱动装置。扫描级的功能是使系统获取待分拣包裹的信息,包括条码信息、质量信息,这些信息被发送给上报计算机用来判断包裹的落包口。扫描级由滚筒电机驱动。等待级是包裹用来等待小车同步信号的地方,由直流电机驱动。加速级的功能是使包裹加速至与环形圈上小车匹配的速度,因而其对速度的控制精度要求较高,故该级采用伺服电机驱动。
物流交叉分拣机系统的上包台系统结构如图1所示。
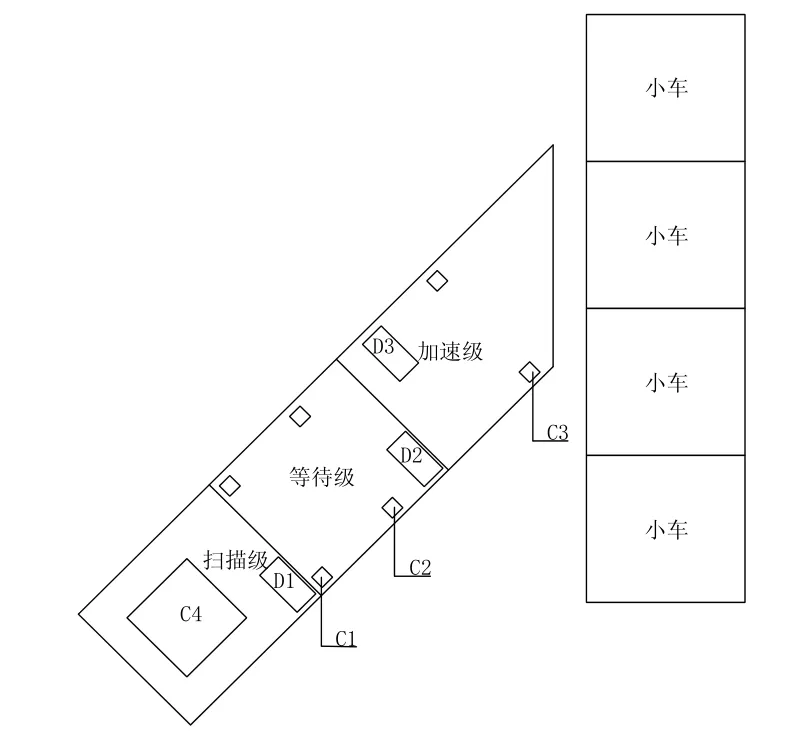
图1 上包台系统硬件结构图
图中,D1为滚筒电机,D2为直流电机,D3为伺服电机。三级传送带依次为扫描级、等待级、加速级。C1、C2、C3为对射型光电传感器。C4为电子秤。其中,扫描级由滚筒电机驱动,电子秤置于扫描级传送带下方,用以称量待分拣包裹质量。等待级由直流电机驱动。加速级由伺服电机驱动。
1.2 上包控制系统
本上包台系统的控制系统主要由计算机、条形码阅读器、重量动态称、三级传送带、变频器、交流电机等组成。在上包控制系统中,首先分别使用条形码阅读器、重量动态称读取包裹条形码、包裹重量,将包裹信息、包裹重量被送至主控制;然后,控制变频器和交流电机使上包皮带转动,将包裹准确送上输送装置。
上包控制系统的上包流程主要描述为:1)首先,扫描级与等待级电机启动,包裹经过扫描枪扫描后,放入扫描级。2)加速至扫描级带速后,匀速经过电子秤,得到质量。3)包裹进入等待级后,扫描级与等待级停止运行,包裹减速达到定位线开始等待小车同步信号。4)得到小车同步信号后,上包PLC根据上包台计算机发来的延迟时间控制等待级电机延迟启动,同时上包PLC也要控制对加速级的提前启动。包裹进入加速级后,进一步加速至目标速度,进入小车。
2 上包控制系统
在上包系统的控制策略研究中,常见的提高上包效率的策略主要有:1)增加上包系统的上包点、小车数量;2)提高上包系统中上包传送带的速度和小车环形圈的运行速度;3)提高上包的工作效率。在实际的物流交叉分拣机系统中,考虑到上包系统控制的复杂性和分拣成本,对上包点、小车数量都会控制在一定的范围内,同时传送带速度、小车环形圈运行速度受设计及制造工艺水平的限制,它的提高是有一定的限度的。
因此,在本文研究的物流交叉分拣机中,假设上包点个数为Np、小车数量为Nd、小车长度为d1、三级传送带的速度分别为v1、v2、v3、小车环形圈的运行速度为vd,提出对上包台的上包效率进行控制策略研究,从而进一步提高物流交叉分拣机系统的分拣效率。
2.1 三级传送带速度
1)加速级速度(v3)
在上包台系统的研究中,设定上包台与输送装置成β角度,则可得加速级运行速度(v3)和小车环形圈的运行速度为(vd)之间存在如下矢量关系图:
从图2可得:

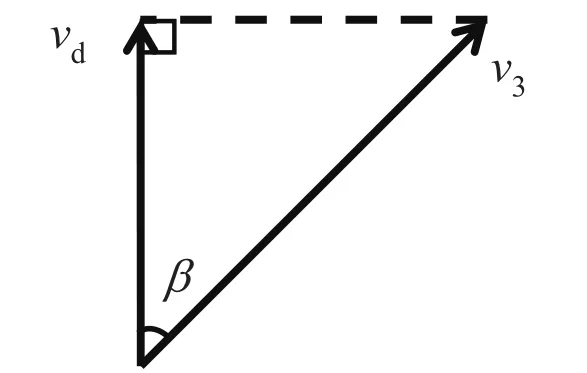
图2 加速级速度矢量图
2)扫描级速度(v1)和等待级速度(v2)
当上包分拣系统启动后,扫描级传送带以速度v1连续稳定运行,等待级传送带以速度v2允许进行,为了使包裹平稳的进入等待级传送带,不侧翻或偏移,故而选取v1=v2。当包裹进入等待级停止且开始等待空载小车同步信号时,扫描级传送带也停止运转。本设计为了降低系统设计与测量的难度,故而选择v1=v2=v3/2。
2.2 上包台控制流程
本文上包系统的上包控制流程如图3所示。
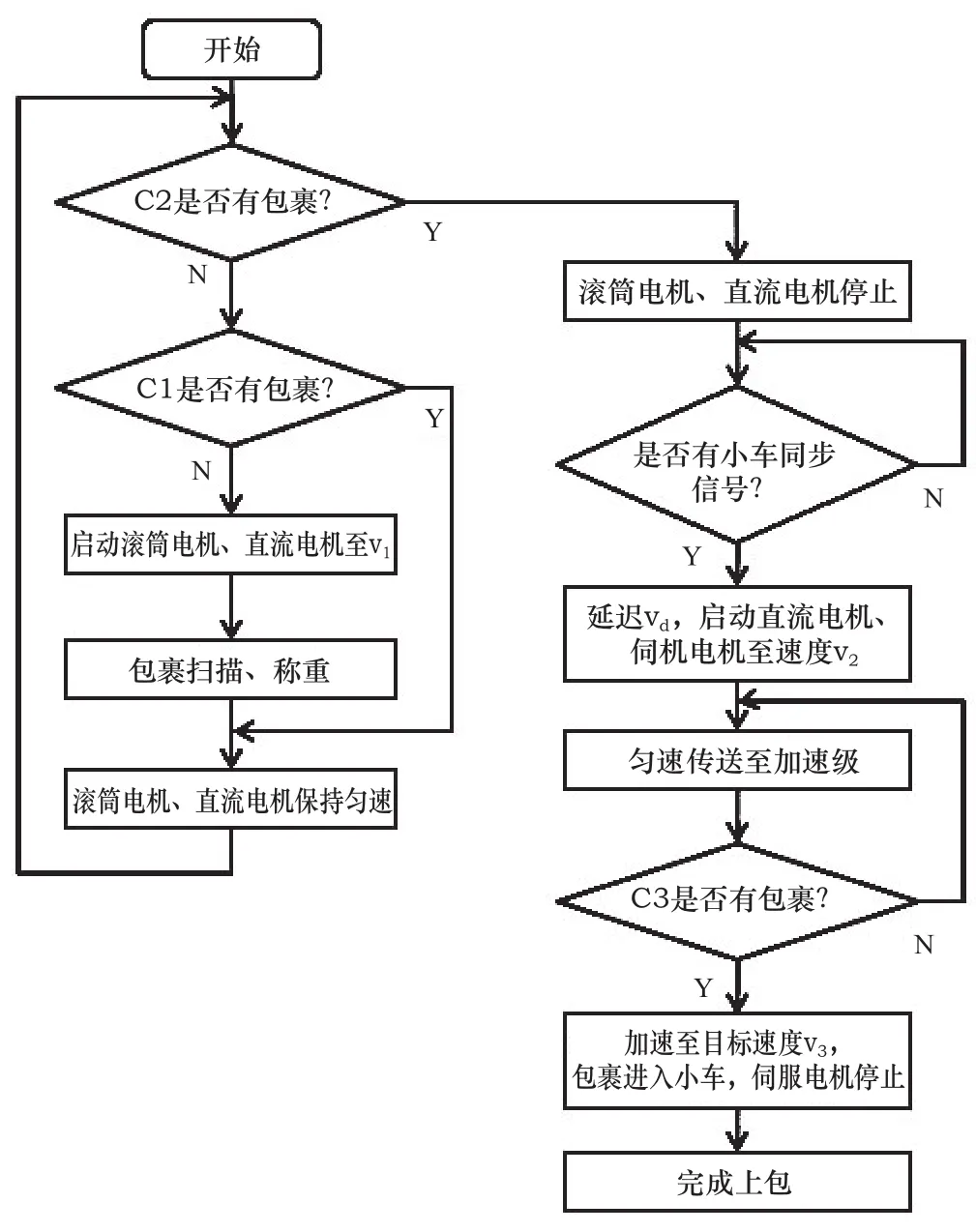
图3 上包控制流程图
从图3可以看出,上包系统控制流程大致分为4部分:初始过程、扫描过程、等待过程及加速过程。
1)初始过程:主要完成系统分检工作前的一系列准备工作,包括使用射型光电传感器C1、C2,检测此位置是否有包裹。
2)扫描过程:主要是采集包裹信息和重量信息,通过RS-485总线上传给分拣主机。若包裹超重(≥3.5kg),则系统报警提示工作人员取出超重包裹,否则,包裹继续前行。进入等待级后,PLC控制等待级与扫描级电机停止,使包裹减速为0达到定位线,此处可用射型光电传感器C2检测包裹是否到达定位线处。
3)等待过程:包裹在等待级的定位线处等待小车触发信号。得到触发信号的这段时间成为延迟时间,数值由上位机控制程序计算得到。
4)加速过程:当得到触发信号后,启动等待级与扫描级电机,对包裹再加速。进入加速级(可用射型光电传感器C3检测)后,进一步加速至预期上包速度,完成系统的上包操作。
从上包系统的上包控制流程可以看出,要进一步提高上包系统的工作效率,主要取决于一个参数,即在第一个包裹位于等待级定位线等待空载小车阶段时,得到同步信号后,设位于扫描级的第二个包裹到达定位线的时间为t1,第一个包裹完成上包所需的时间为t2,真正决定上包系统效率的是缩小t2-t1这个时间差。提高上包系统的效率的关键就是确保第一个包裹发出的同时,第二个包裹到达原第一个包裹的位置(定位线),并依次不断的重复。
3 控制系统设计与实现
本设计中,为了满足中通公司广州分公司的快递的快速、高效分拣,设计物流交叉分拣机系统的供包装置及上包台各4个、小车120个(长宽为0.5m)、格口8个。
3.1 系统设计
为使上包台系统能以较高的效率将包裹送入小车,本设计选用施耐德PLC(具体型号是TM221CE16R)。需要配备的模块是TM3AQ4模拟量输出模块。光电传感器作为位置检测器件直接与上包PLC相连。上包PLC通过RS232串口与上包台计算机通讯,通过RS485串口控制各级传送带电机。上包系统的拓扑结构如图4所示。
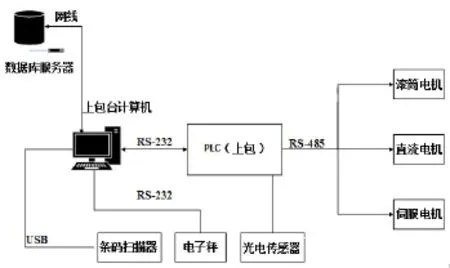
图4 上包系统通讯拓扑图
3.2 物理参数确定
本文中,为了简化设计、便于计算,将包裹抽象为一个质点,使用质点模型来分析包裹在传送带上的运动。
1)静摩擦系数及加速度
包裹在传送带运动的过程中,受到自身重力和传送带的静摩擦力。考虑到传送带材质对上包系统的影响,选用包裹与传送带之间的静摩擦系数为f=0.5的材质用作传送带。
若想让包裹在传送带上无滑动,则需要满足条件加速度a<g.f。其中g为重力加速度,取9.8N/kg,故计算可得加速度a需满足条件a<4.9m/s2。在本设计中,去a=4m/s2。
2)三级传送带速度
根据经验和测试,设定环形圈运行速度vd=2.5m/s。
在上包台系统的研究中,为了便于计算,一般会将上包台与输送装置成β=45°或30°等。在本上包台系统中,选择β=45°。因此,可得到v3=vd/cos45°≈3.54mm。同时,为了降低系统设计与测量的难度,故选择v1=v2=v3/2=1.77m/s。
根据本问上包台系统的设计安装调试,可实现对包裹的正常上包,具有很高的上包效率、准确性、稳定性。
4 结论
在自动分拣机系统中,上包台系统直接影响到整个包裹分拣系统的性能和效率。因此,为满足快速发展的中通快递物流分拣的需求,本文提出对交叉带式分拣机系统的上包台系统进行设计研究。本上包台系统采用三级传送带结构,通过对上包控制系统的设计、物流参数确定及调试可知,本上包台系统的上包效率高,准确性高、稳定性好,对节省劳动力、提高效率、减少错误率和降低成本等方面都有十分积极的意义。
[1] 陈刚,鲁玲,胡小东.基于S7-200PLC控制的邮件自动分拣系统[J].机电一体化,2008,(3):87-90.
[2] 许新.大型机场行李自动分拣系统及导入子系统研究与应用[D].中南大学,2010.
[3] 王美艳.基于SLP的药品配送中心自动拆零分拣系统规划[J].物流技术,2014,(4):43-47.
[4] 付伟.PLC在材料自动分拣系统中的应用[J].制造业自动化. 2012,(6):136-138.
[5] 孙大伟,王晖,赵举峰.基于PLC的烟箱自动分拣系统[J].河南科技,2012,(11):78-79.
[6] 谭刚.交叉带式高速包刷分拣机的研究与仿真[D].重庆大学,2004.
The research on induction control system of logistics cross-belt sorter
SHI Jian-ping, DI Yi-juan, CAI Ji-he
TP273
A
1009-0134(2017)04-0114-03
2016-12-20
江苏省科技计划项目(BY2016031-06);常州工学院自然基金项目(YN1401);江苏高校文化创意协同创新中心研究项目(XYN1514)
史建平(1965 -),男,江苏吴江人,副教授,本科,研究方向为电气工程和智能控制技术。
