高阻隔耐热PET瓶材料的制备与性能研究*
2017-04-25董海东
董海东
(陕西工业职业技术学院,陕西咸阳 712000)
高阻隔耐热PET瓶材料的制备与性能研究*
董海东
(陕西工业职业技术学院,陕西咸阳 712000)
分析了微观相态结构与气体阻隔性能在分散相下的关系,并比较了在不同配比成分下PET/MXD6和PET/EVOH两种共混体系的气体阻隔性,提出了优化的配方方案,制备出高阻隔耐热的PET瓶材料,并通过注射-拉伸-吹塑成型PET瓶。
高阻隔,耐热,PET瓶,PET/MXD6,PET/EVOH
聚对苯二甲酸乙二醇酯(PET) 是热塑性聚酯中最主要的品种,俗称涤纶树脂。它成本较低,材料性能优良,在饮料包装中广泛使用,但针对啤酒、热饮等对保温性、气密性要求较高的食品来说,该材料的强度、防止气体气体泄漏和耐高温的性能不能满足。分析PET/MXD6和PET/EVOH两种共混体系阻隔性与配比、工艺及共混物的微观结构之间的关系,制备出高阻隔耐热的PET材料[1]。
PET瓶的成型主要是注射-拉伸-吹塑(简称注拉吹)工艺方法,其中瓶坯成型的质量直接关系到PET瓶的质量。本文比较分析有缺陷的瓶坯和合格瓶坯所存在质量问题,制订出切实可行的成型工艺和模具结构优化方案[2],采用合理配比的PET/MXD6和PET/EVOH 材料,注射-拉伸出合格的PET瓶坯,最后经过瓶坯加热和吹塑成型出合格的PET瓶[3]。
1 高阻隔耐热PET瓶坯结构的分析
如图1所示瓶坯整体透明,外形为中空薄壁塑件,壁厚为4mm,长度为159mm,口部为M40的螺纹,为方便脱模在距离瓶坯上部40mm处设置30′的斜角,瓶坯约67g。
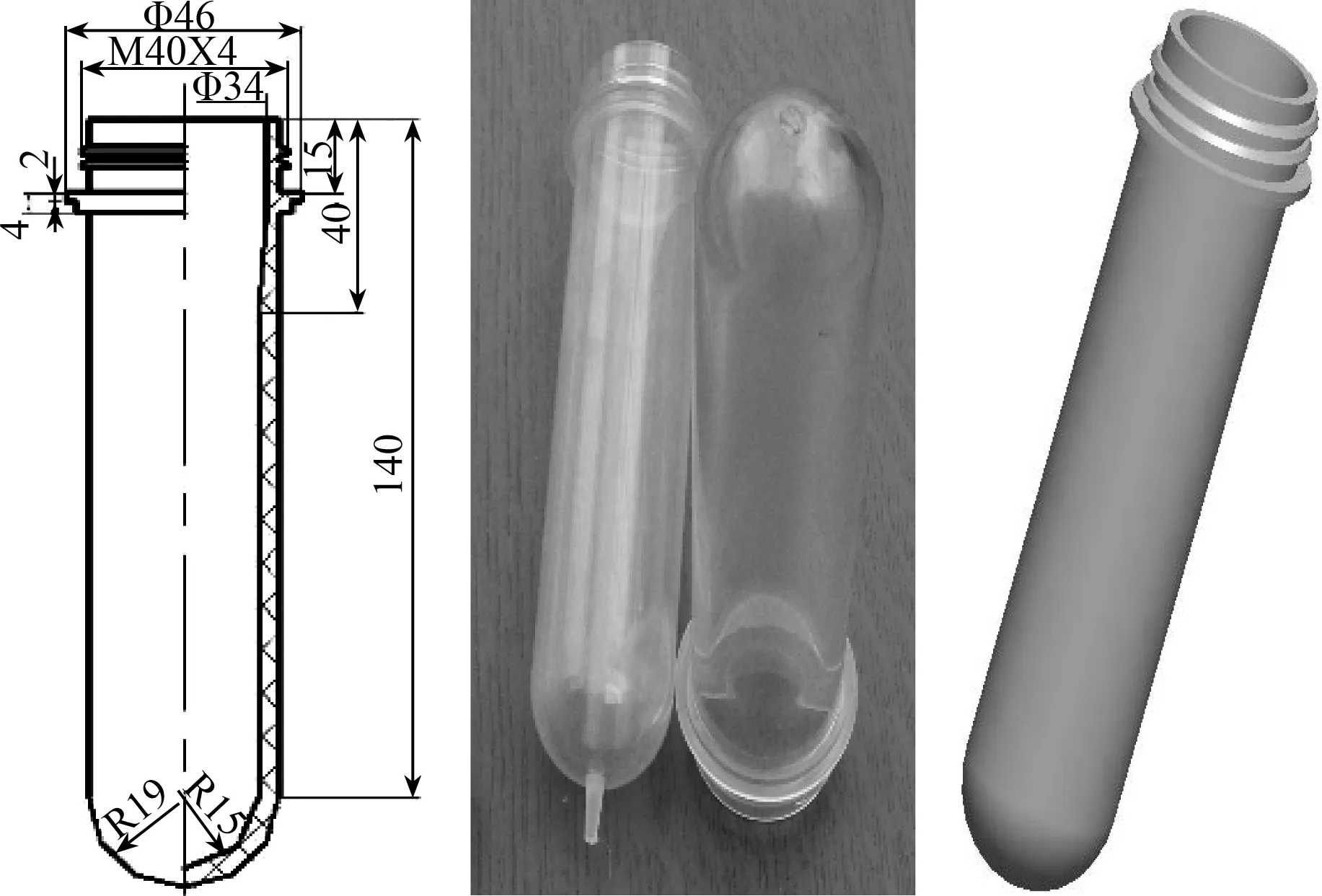
图1 瓶坯Fig.1 Preform
2 PET瓶坯的模具结构分析
为保证成型出合格的无色透明的PET瓶坯,选用点浇口进料。由于PET材料注塑成型温度范围较小,为PET材料在整个成型周期内具有良好的流动性,在流道板内设置加热管以对流道内的PET料实施加热,最终只产生小段流道凝料[4]。采用此种热流道注塑模结构,在流道板中加热元件的加热保温作用下以确保PET熔料处于可流动成型状态[5]。PET瓶坯口部的螺纹采用弯销侧抽芯机构完成螺纹型环的抽芯,再由定距拉杆、推件板联合推出PET瓶坯,如图2所示。
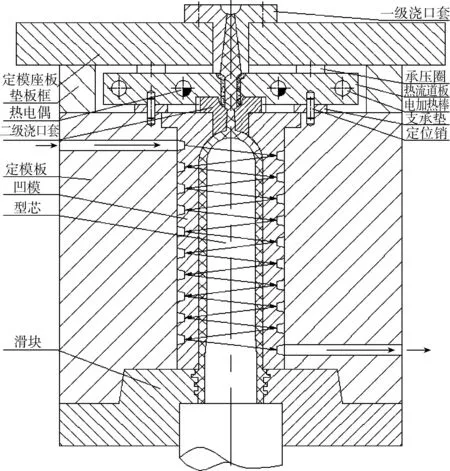
图2 高阻隔耐热PET瓶坯模具结构Fig.2 High-barrier and heat-resistant PET preform molding structure
3 实验部分
3.1 主要原料
PET,特性粘度为0.81dl·g-1,韩国;MXD6,特性粘度为0.61dl·g-1,美国伊斯曼XL5069;乙烯-乙烯醇共聚物EVEVOH,牌号为EP-F101,日本可乐丽公司生产;聚丙烯接枝马来酸酐,EVOH-g-MAH,国内某公司生产。其他试剂和助剂,市售品。
3.2 主要仪器设备
单螺杆挤出机,PS-32-28A,北京塑料工业联合公司;直立式塑料混色机:SV-50E型,信宜塑料机械有限公司;注射成型机:JN168-E型,震雄集团有限公司;旋转式红外线加热器:浙江黄岩科达塑料模具机械有限公司;吹瓶机:JD-88-A型,浙江黄岩科达塑料模具机械有限公司;电子天平:HANGPING JA5003,上海天平仪器厂;扫描电子显微镜,S250-Ⅲ,英国剑桥;氧气透过率测试仪,QX-TRAN2/21,美国MOCON公司;薄膜测厚仪,MC,上海六菱仪器厂。
3.3 原材料预处理
由于PET、MXD6、EVOH对水极其敏感,容易吸潮而在加工时降解,因此所有原料均需要严格干燥。PET、MXD6在烘箱中130℃干燥24h,EVOH、PP-g-MAH、EVOH-MAH在烘箱中80℃干燥24h[6]。
3.4 高阻隔耐热PET瓶制备
首先,采用合理配比的树脂与相容剂共混在挤出生产线上挤出并造粒;其次,再将合理配比的PEI与造粒出的阻隔树脂混合材料注塑-拉伸-吹塑成型PET试样[7],如图3所示。
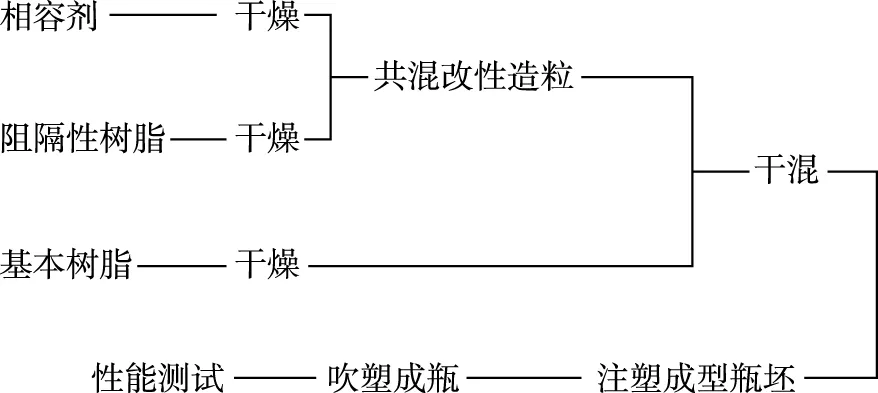
图3 造粒法制备阻隔性共混材料的研究工艺过程图Fig.3 Process diagram of preparation of barrier property blending materials by granulation method
采用JN168-E型注射机及瓶坯模具成型78g的高阻隔耐热PET瓶坯,经过试模确定了PET/PEN瓶坯的注射工艺参数如表1所示。
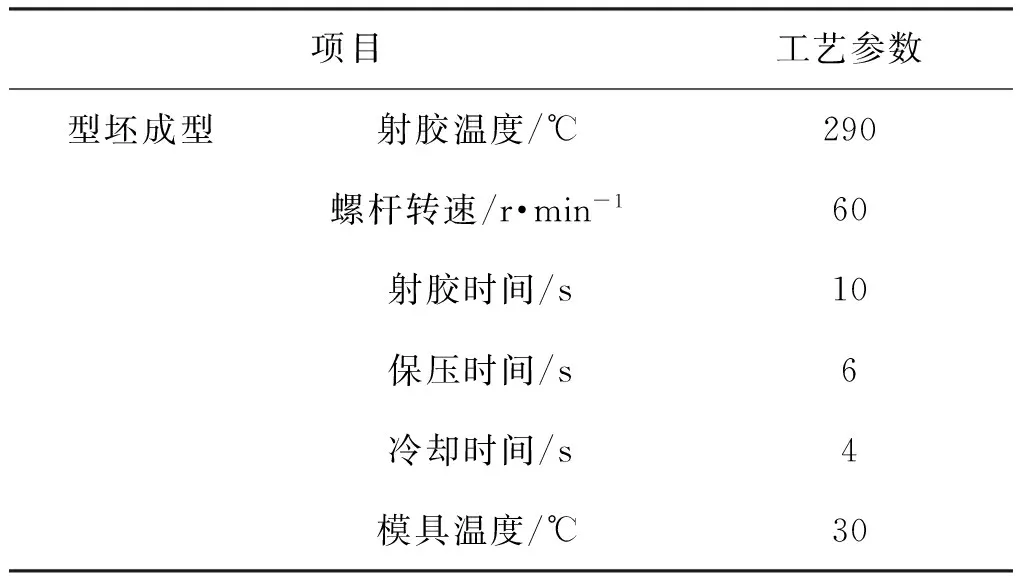
表1 高阻隔耐热PET瓶坯注射成型工艺参数Table 1 Parameters of injection molding process of high-barrier heat-resistant PET preform
将注塑成型的瓶坯在红外线加热器中加热,其各段温度参数见表2。
确认瓶坯温度和软硬程度均匀后,手持瓶坯放置在吹瓶机中安装的吹瓶模具中,启动合模开关。瓶坯模具合模,压缩空气吹入瓶坯模中PET瓶坯中,PET瓶胀大贴模成型出PET瓶。吹瓶过程中,吹瓶压力为18MPa,吹瓶模具温度为25℃,吹瓶时间参数见表2。为保证PET瓶的美观和使用卫生,吹瓶使用的压缩空气须进行油水分离操作,可避免出现小水珠贴在瓶的内部。PET瓶见图4。

图4 高阻隔耐热PET瓶Fig.4 High-barrier heat-resistant PET bottles

表2 高阻隔耐热PET瓶坯加热温度、拉伸吹塑时间的设置Table 2 Heating temperature and stretch blow molding time of high-barrier heat-resistant PET bottle
4 PET/MXD6与PET/EVOH共混体系的性能比较
4.1 PET/MXD6共混物阻隔性能的分析
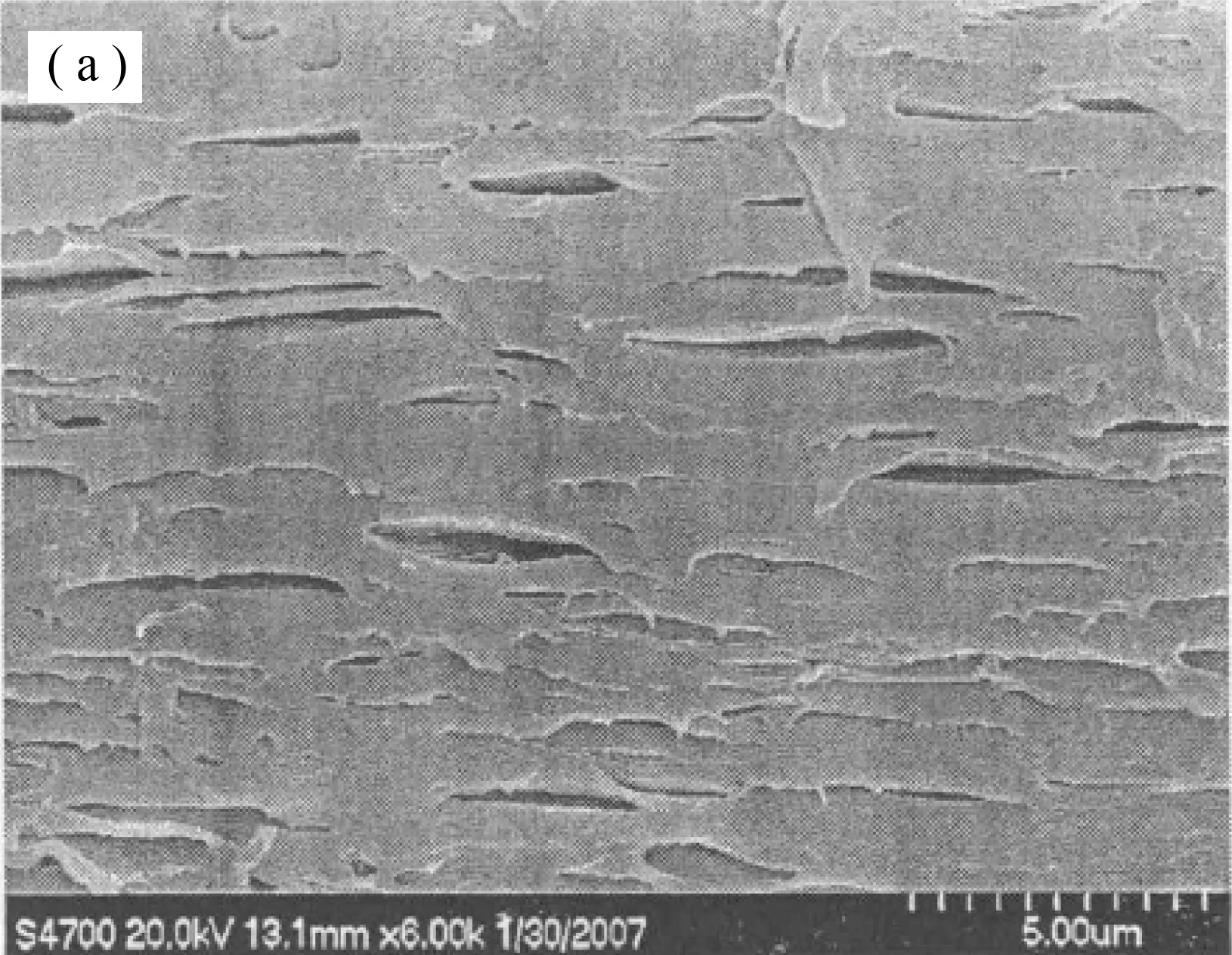
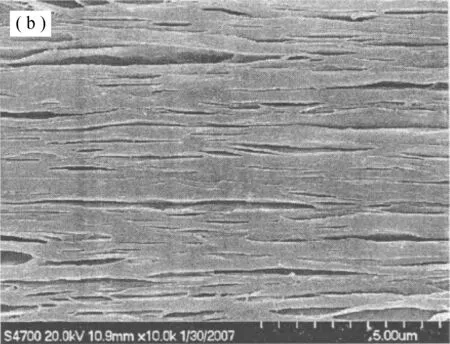
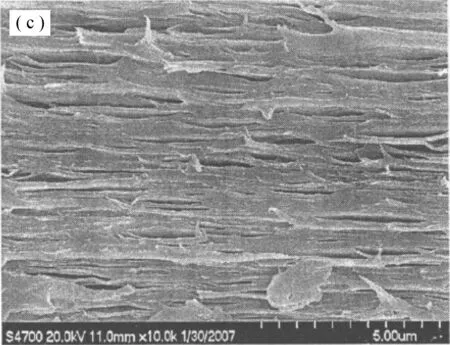
从图5(a)、(b)、(c)、(d)、(e)可看出,在PET/MXD6共混物中,其中分散相MXD6为片层结构,而且伴随MXD6在PET/MXD6共混物中比例的增加,该共混物的形态发生较大变化。其中在图(b)中共混物的片层结构长度和直径的比值很小,导致材料的阻隔性能较差且很难有改观。从图(b)、(c)、(d)、(e)可看出,片层结构明显增加,其阻隔性能明显提高。伴随MXD6在PET/MXD6共混物中配比的增加,该材料的阻隔性能逐步改善[8]。
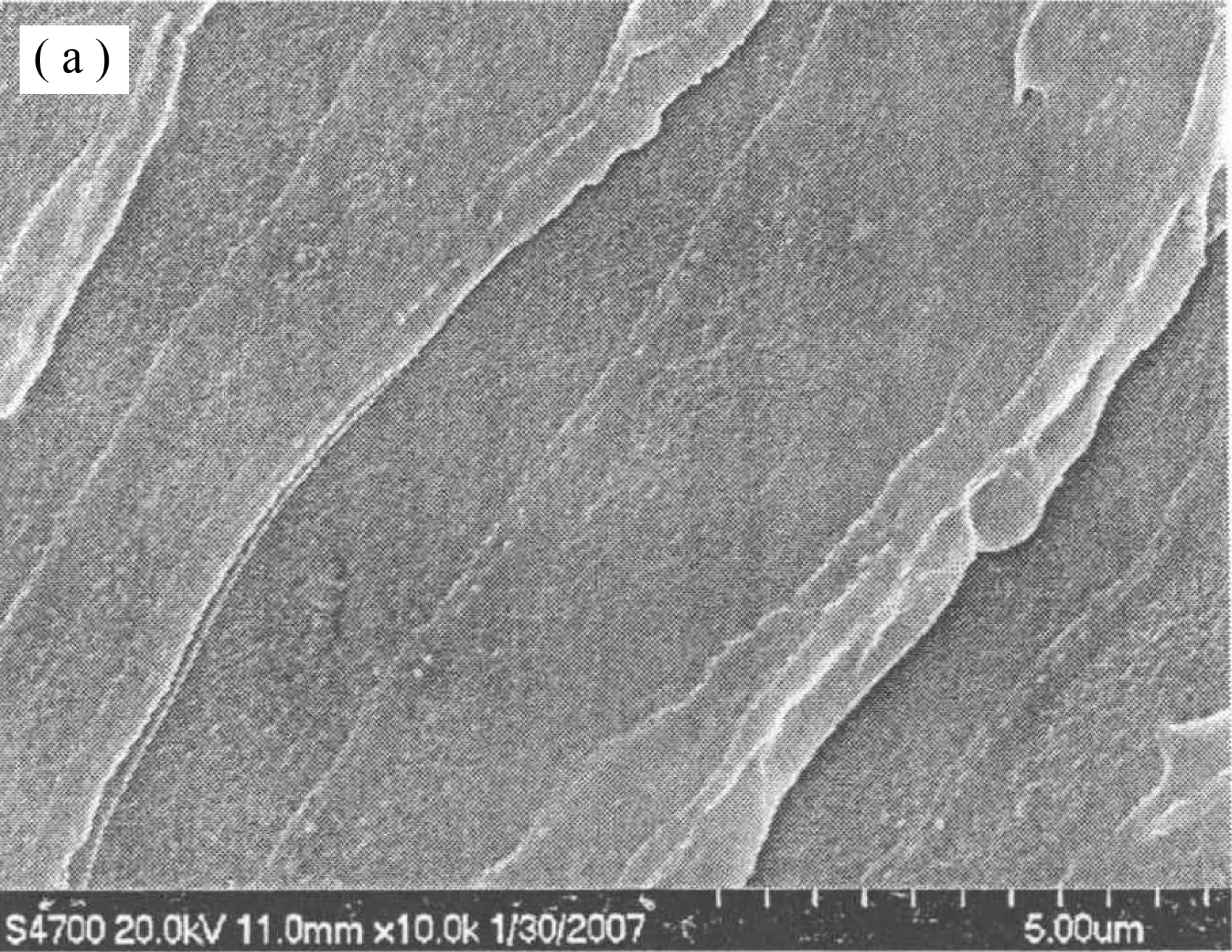
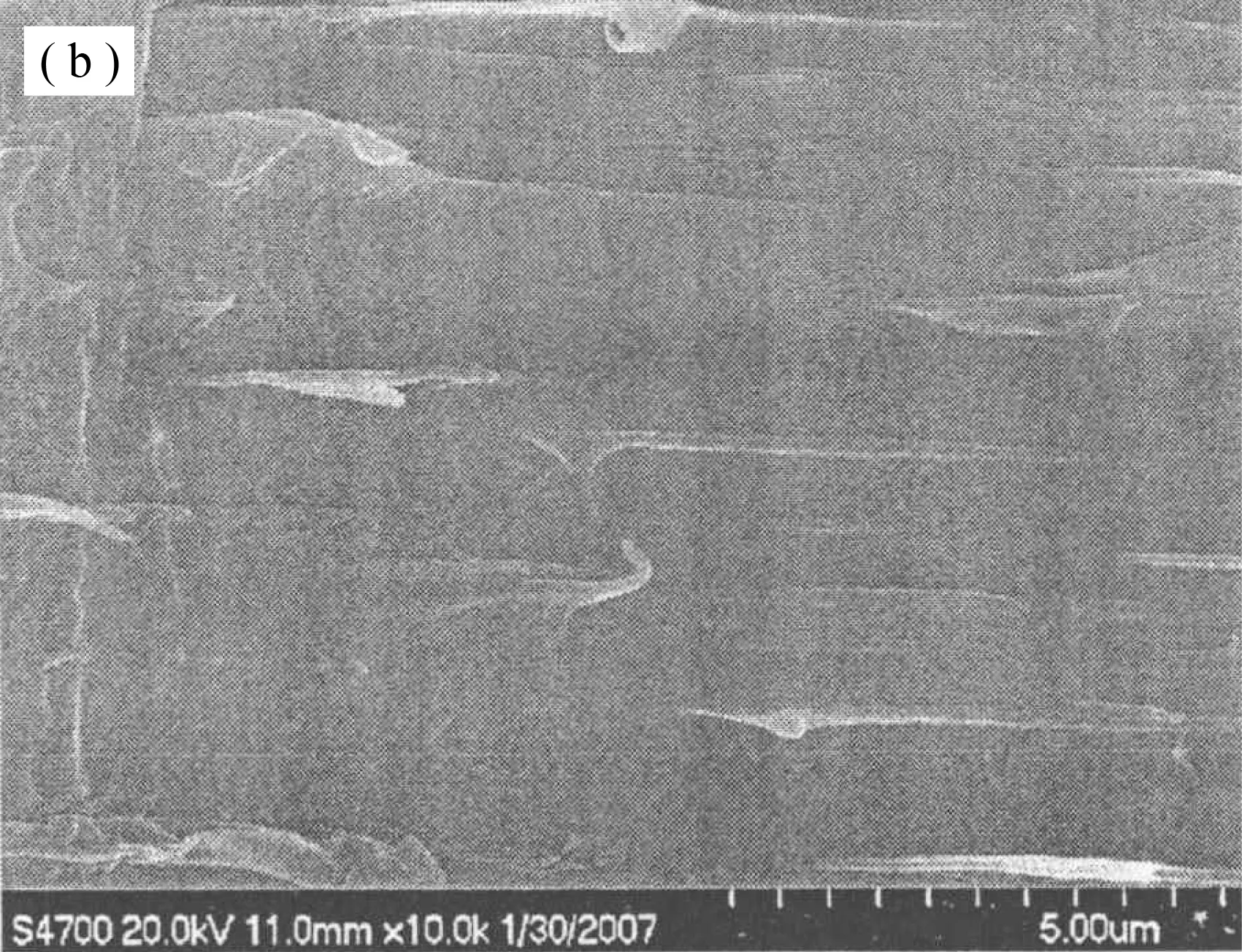
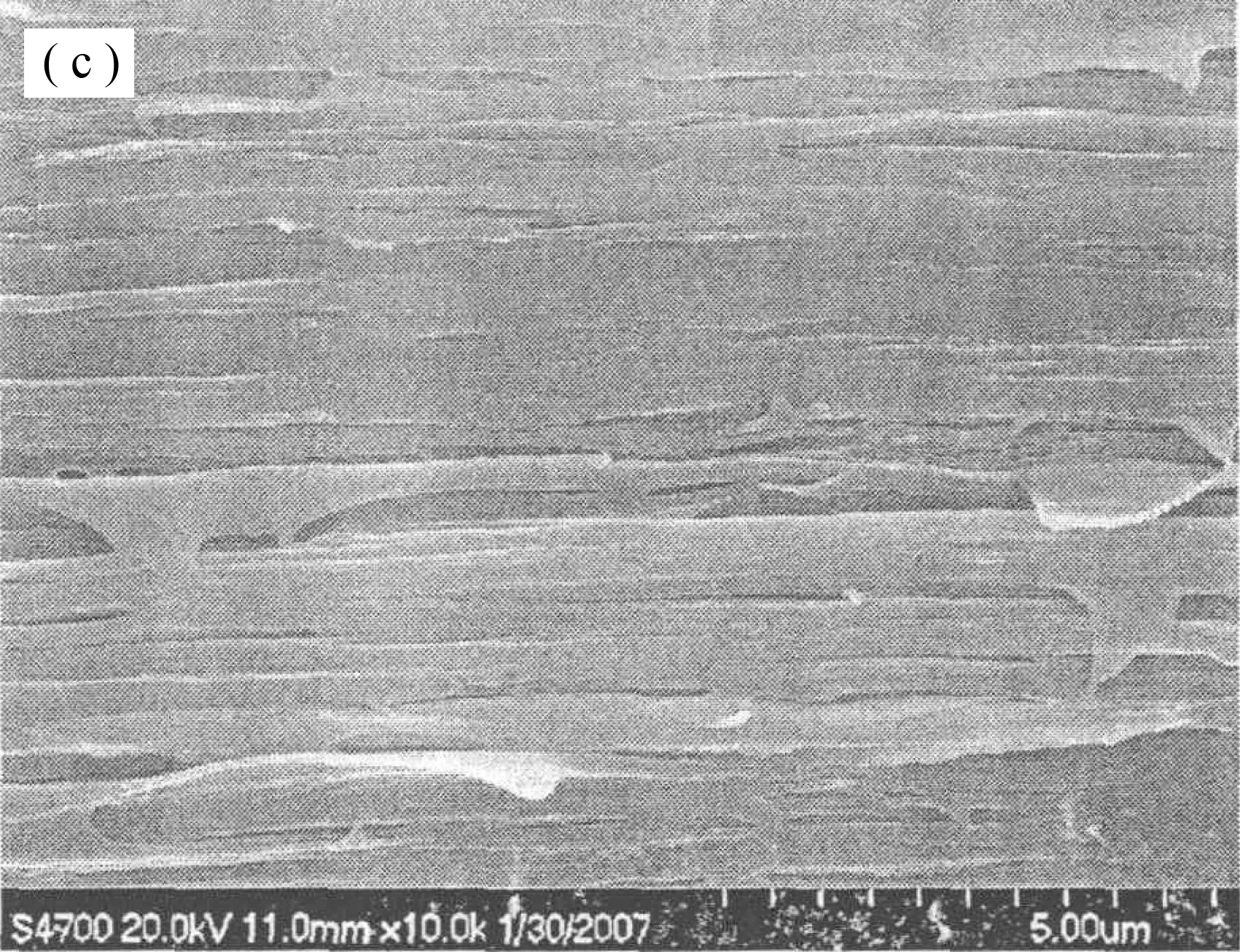
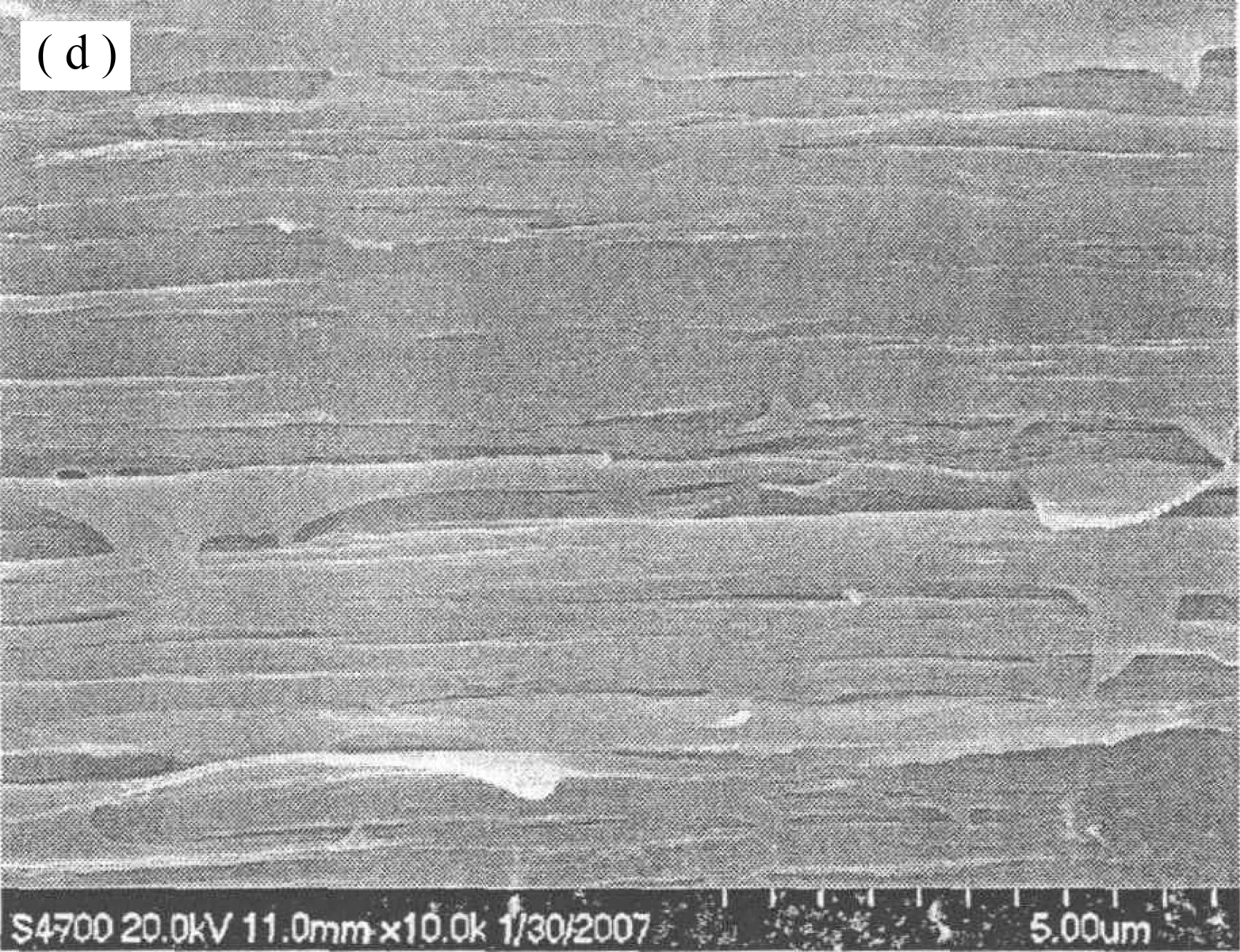
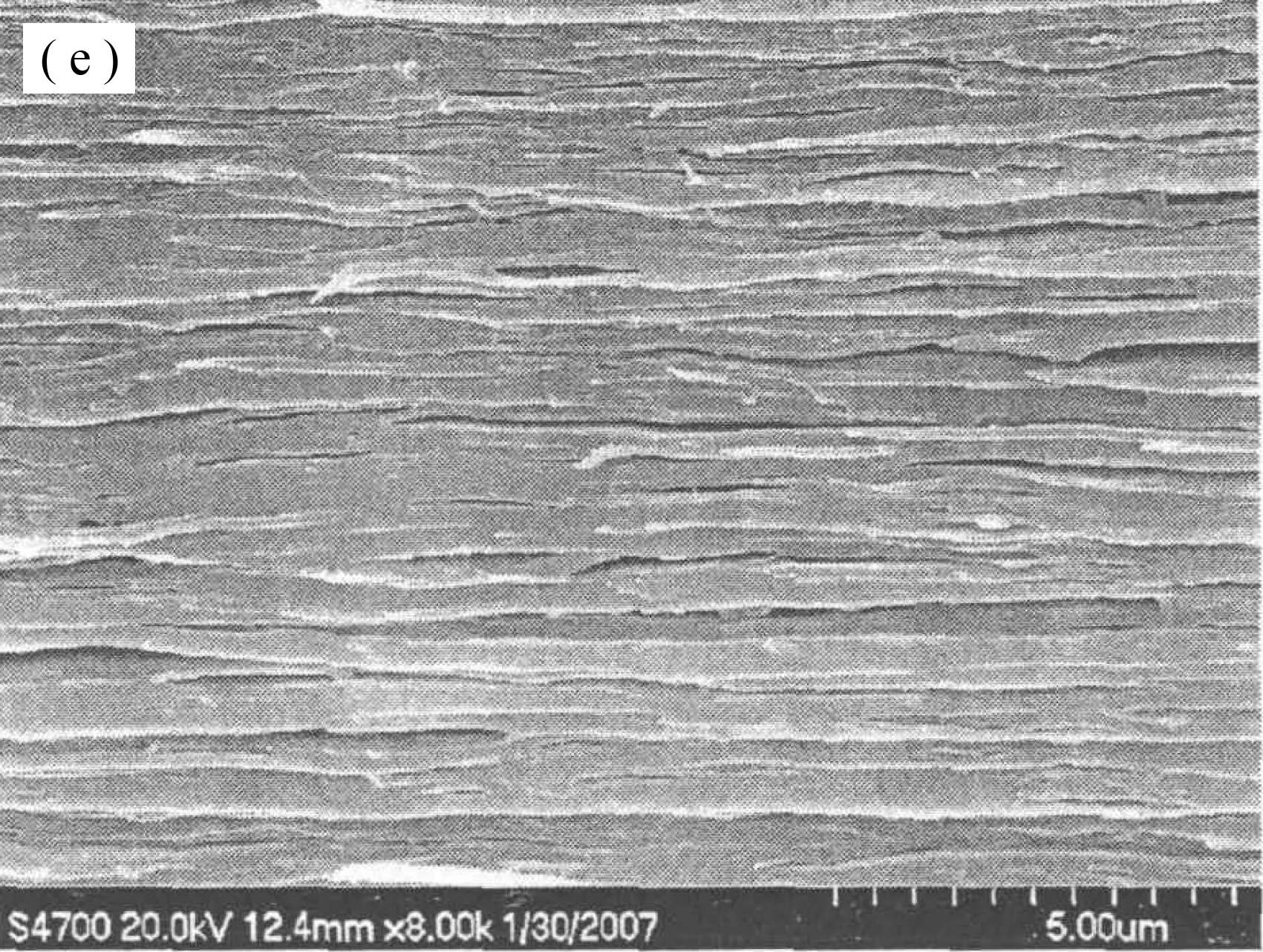
(a)100/0/0;(b)90/10/2;(c)80/20/2;(d)70/30/2;(e)60/40/2图5 不同MXD6含量下PET/MXD6共混物形态的SEM照片Fig.5 SEM photos of PET/MXD6 blends with different MXD6 content
4.2 PET/EVOH共混物阻隔性能的分析
PET/EVOH共混物中的EVOH分散相为层状结构,对照图6(a)、(b)可发现其中的分散相在微观下的结构长度和直径比值较小,并且分布比较散。图6(c)中可发现其中的分散相呈现片状结构较多。伴随着共混物中EVOH成分的增加,其中片层的结构比较多,尤其是图6(d)中的片层结构已接近饱和。PET/EVOH共混物伴随着EVOH含量的不断增加,共混物的氧气透过率反而不断降低。
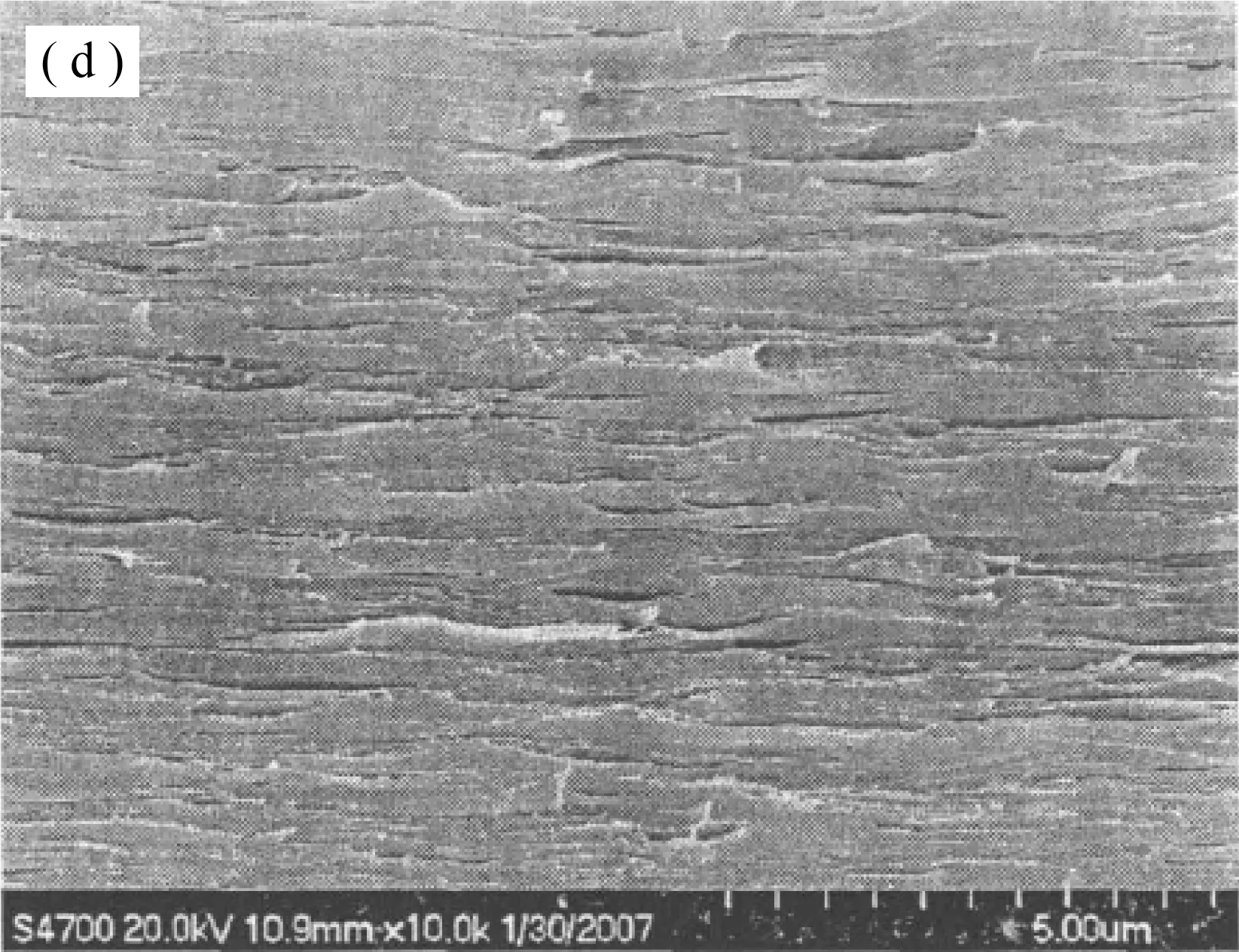
(a)90/10/2;(b)80/20/2;(c)70/30/2;(d)60/40/2图6 不同EVOH含量下PET/EVOH共混物形态的SEM照片Fig.6 SEM photos of PET/EVOH blends with different EVOH content
4.3 PET/MXD6与PET/EVOH共混体系的性能比较
分析图7可以看出,纯PET材料的气体透过率最高,两种共混物的气体透过率相比纯PET有很大降低,其中MXD6的气体透过率最低。纯PET的气体透过率平衡时间为25h,远低于两种共混物的100h,从上面分析可看出随着阻隔材料的加入,氧气在PET瓶中扩散系数大幅降低,也就是说气体阻隔能力明显增强。分析图8可以看出,纯PET的氧气透过系数是PET/MXD6共混物的4.75倍,纯PET的氧气透过系数是PET/EVOH共混物的3.06倍,可明显看出PET/MXD6共混物的阻隔性能更好。
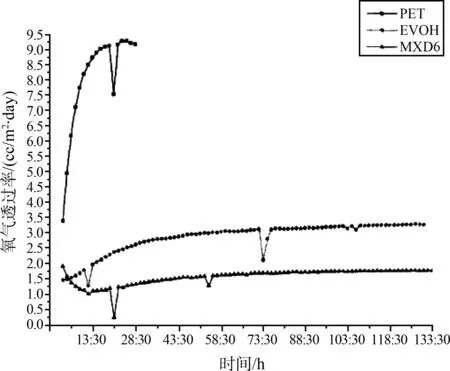
图7 不同共混体系的氧气透过率曲线Fig.7 Oxygen permeation rate curves of different blending systems
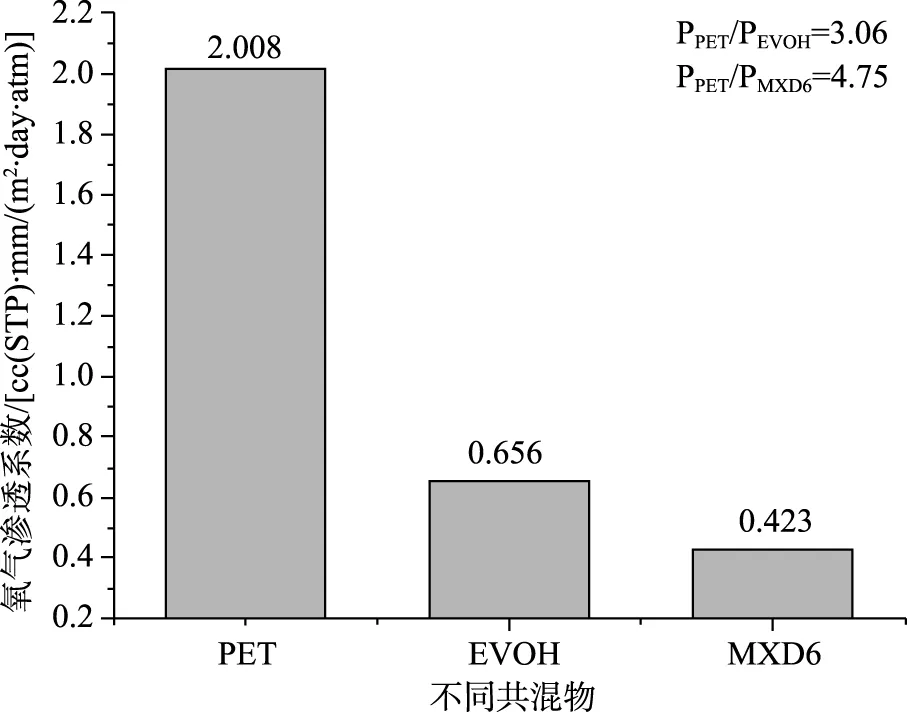
图8 不同共混体系的氧气渗透系数Fig.8 Oxygen permeation coefficient of different blend systems
5 结论
(1)从分散相的微观结构与气体阻隔性能的关系出发,分析比较了在不同阻隔树脂含量情况下,PET/MAXD6和PET/EVOH两种共混物的气体阻隔性能,可得出PET/MXD6共混物中MXD6的配比为20%时,共混体物中MXD6用量最少且阻隔性能最好。而在PET/EVOH共混物中,EVOH的配比为20%时,共混物的阻隔性能最好。
(2)综合分析可得出,PET/MAXD6共混物的氧气渗透系数为纯PET的1/4.75,而PET/EVOH共混物氧气渗透系数为纯PET的1/3.06,因此比较PET/EVOH两种共混物的阻隔性,PET/MXD6共混物的阻隔性能更好。
(3)注塑成型合格的PET/MXD6瓶坯后,再利用红外线加热器对瓶坯进行加热、拉伸吹塑成型出高阻隔耐热的PET/MXD6瓶,相比较PET瓶具有良好的性价比。
[1] 何慧,沈家瑞.新型高效包装用高分子材料——聚萘二甲酸乙二醇酯[J].化工新型材料,1998 (1):26-28.
[2] 盛平厚,丁筠,罗欣,等. PET/TPEE共混物结构与性能研究[J].塑料,2009,38 (6):37-39.
[3] 苗迎春,吉振坡.高阻隔耐热PET/PEN饮料瓶的研制[J].工程塑料应用,2007,35 (5):43-46.
[4] 行春丽,成战胜. PET/PEN共聚物的中空吹塑研究[J].塑料工业,2005,33 (5):26-28.
[5] 苏娟华,杨永顺,陈拂晓.多浇口热流道注射成型PET瓶坯[J].工程塑料应用,1999,27 (11):16-17.
[6] 王建华,徐佩弦. 注射模具的热流道技术[M]. 北京:机械工业出版社,2006.
[7] 黄汉雄.高阻渗性PET瓶的注拉吹成型[J].塑料,1993,22 (3):17-20.
[8] 梁敏,邹东恢.阻隔性包装容器材料的研究与应用[J]. 辽宁化工,2002,31(7):308-310.
Study on Preparation and Property of High-barrier Heat-resistant PET Bottle Material
DONG Hai-dong
(Shaanxi Polytechnic Institute,Xianyang 712000,Shaanxi,China)
This paper studied the relation of micro phase structure and gas barrier properties at the dispersed phase and made a comparison of gas barrier properties of PET/MXD6 and PET/EVOH at different blending composition,then proposed an optimized formulation,from which high barrier heat-resistant PET material was made,and further into bottles through the injection stretch and blow technique.
high-barrier,heat-resistant,PET bottle,PET/MXD6,PET/EVOH
2014年度咸阳市科技计划项目 “高阻隔耐热PET瓶材料的制备与性能研究”
TQ 323.41