望峰岗选煤厂循环水系统的改造与实践
2017-04-12桂洋洋
孙 剑,桂洋洋
(1.安徽理工大学材料科学与工程学院, 安徽淮南232001; 2.淮南矿业选煤分公司, 安徽淮南232001)
望峰岗选煤厂循环水系统的改造与实践
孙 剑,桂洋洋
(1.安徽理工大学材料科学与工程学院, 安徽淮南232001; 2.淮南矿业选煤分公司, 安徽淮南232001)
对于采用湿法分选的选煤厂来说,循环水质量的好坏与流量大小直接影响洗选作业。循环水量不足容易造成整个洗水系统紊乱,严重影响末精煤产率,进而制约整个生产能力的提升,同时造成介质、电耗、药剂等生产成本增加;为充分提升生产能力,实现经济效益最大化,望峰岗选煤厂对整个洗水系统进行了改造,通过改造逐步消除了制约因素,取得较好的效果。
循环水系统改造; 介质消耗; 入料浓度; 产品质量
1 望峰岗选煤厂概况
淮南矿业集团选煤分公司望峰岗选煤厂(简称望选厂)设计生产能力为年处理原煤400万吨,采用不脱泥无压三产品重介旋流器——小直径煤泥重介——煤泥浮选工艺。洗煤过程产生的煤泥水通过三次浓缩,获得循环水和澄清水,提供洗煤用水,并实现洗水闭路循环。望选厂属于矿区选煤厂,入洗望井、潘二矿、潘四东矿及张集北矿原煤,原煤来源区域多源化,煤质复杂多样,尤其是在配洗潘集地区原煤时,原煤末煤含量高,矸石泥化现象严重。而对于末煤分选三产品重介旋流器受分选粒度下限的限制,分选效率受到影响,因此煤泥水系统压力较大。在洗水闭路循环中煤泥水处理效果的好坏反过来对生产环节产生很大影响,甚至决定全厂的经济指标、技术指标和社会效益。
2 改造前的状况
2.1 改造前,望选厂煤泥水处理系统流程
望选厂原设计有4台浓缩机,一段浓缩机一台621#(直径30 m),入料主要为浮选尾矿及中矸磁选尾矿,一段浓缩机的底流经过脱水成为中煤产品,溢流进入二段浓缩机601#(直径45 m);二段浓缩机底流通过压滤成为煤泥,溢流作为循环水进入循环水池。改造前,601#溢流一部分直接作为循环水,主要供脱介筛喷水及一次浮选稀释水使用,另一部分进入三段浓缩机602#(直径45 m),三段浓缩溢流进入澄清水池,主要供给二次浮选稀释水、加压冲洗水、主厂房打扫卫生用水及泵盘根冷却水使用。另有一台直径20 m的浓缩机603#作为蓄水池,当补加水量富余时,储存于603#,如图1所示。

图1 望选厂水系统流程图(改造前)
2.2 系统存在问题
望选厂水系统存在缺陷,循环水总量不足,多方面制约着生产能力的发挥,主要表现在以下几方面:
脱介筛喷水压力不足(仅0.12MPa),脱介能力不够,使磁铁矿粉消耗量较大。
一次浮选稀释水与振动筛喷水存在争水现象,浮选稀释水供给得不到保证,入浮浓度无法控制在理想的范围内,平均入浮浓度>130g/L(远高于工序标准90g/L),以致浮选精矿灰分偏高;尾矿跑煤,灰分降低;精煤产率下降。
三段浓缩机602#入料有限,澄清水供应不足,二次浮选稀释水得不到保证,入浮浓度较高,二次浮选降灰作用不明显,精煤捕收能力下降,精煤损失多。
3 循环水系统改造方案
通过对循环水各用水点进行计算分析(见表1),各用水点共需要2 665 m3/h方可达到最佳状态,而目前循环泵只能提供1 920 m3/h循环水量,存在745 m3/h缺口。
如图2所示,通过调整水系统流程和更换水泵,弥补水系统缺口:循环水泵分流部分循环水到603#浓缩机,更换原603#浓缩机底流泵606#(设备参数见表2);将作为二段浓缩备用的直径45 m、型号为GZN-45的602#耙式浓缩机取代直径20 m的603#耙式浓缩机作为三段浓缩,并重新敷设管道,使606#底流泵出料管与三段浓缩机602#入料管接头;在606#出料管上分支一根管道至一次浮选稀释水管,并安装电动闸门,控制进入602#浓缩机的入料量。
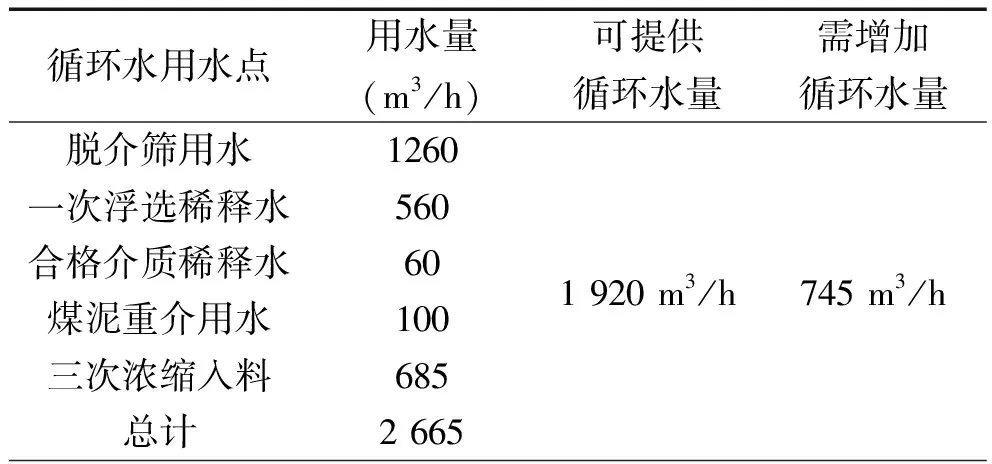
表1 循环水使用量统计表

图2 望选厂水系统流程图(改造后)
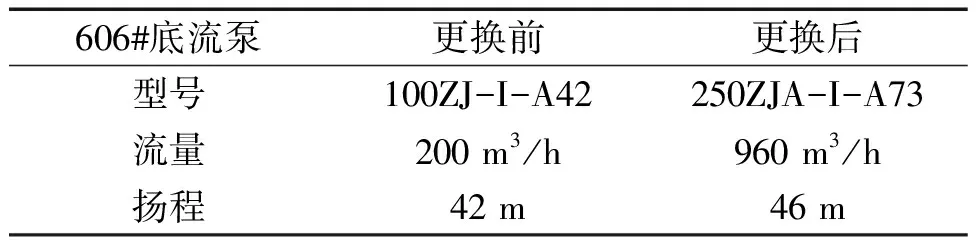
表2 603底流泵设备参数
4 改造后的效果
经过循环水系统改造后,生产系统平稳、顺畅,其效果包括以下三个方面:
一是重介质系统方面,生产系统循环水总供给量将由1 920 m3/h提高到2 880 m3/h,原系统循环水缺口得到解决,使振动筛脱介喷水压力明显增加,中煤矸石振动筛喷水压力达到0.20 MPA,而精煤振动筛喷水压力也保持在0.18 MPA以上,对于洗选细粒级含量较大的原煤有着良好脱介脱泥效果。与此同时,筛面喷水压力增大也使磁选机入料浓度适中,磁铁矿粉回收效率更高。2016年上半年吨原煤平均介质消耗为0.72 kg,相比较去年平均介质消耗1.77 kg,节约了近60 %。选煤专项材料中仅介质消耗2016年前6个月就节约专项材料成本120.4万元。
二是浮选方面,由于循环水量增加煤泥重介系统较为稳定,煤泥旋流器入料压力稳定在0.30 MPA,分选效果良好,不仅提高了粗精煤产率,也减轻了浮选入料浓度的压力。水量充足,一次浮选入料浓度大时可以正常添加稀释水,使入料浓度始终保持在80~100 g/l为操作创造有利条件;二次浮选精煤回收充分,降灰作用明显,使浮选操作更加自如。2016年上半年浮选精煤合格率保持在97.8 %以上,产品质量和数量效率在稳定中有所提高。
三是机械设备方面,在不增加功率的情况下,通过适当提高澄清水泵的扬程,直接供给各类水泵冷却用水。机械密封泵正常使用寿命为一年,循环水系统改造后平均延长寿命3个月,机械密封泵寿命延长直接降低生产成本12万元。
5 总结
循环水水质和流量大小直接影响选煤厂的产品质量和数量效率,通过工艺改造实现清水洗煤,不仅是选煤工作者追求的目标,更是环保的要求,它将带来可观的经济效益和社会效益。
[1] 谢广元.选矿学[M].徐州:中国矿业大学出版社,2012.
[2] 欧泽深.重介质选煤技术[M].徐州:中国矿业大学出版社,2011.
[3] 张明旭.选煤厂煤泥水处理[M].徐州:中国矿业大学出版社,2011.
2016-12-05
孙剑(1983-),男,山东枣庄人, 硕士,研究方向为选煤技术,电话:18063009186。
TD94
B
1671-4733(2017)01-0020-02
10.3969/j.issn.1671-4733.2017.01.007
