不锈钢复合钢材料的焊接
2017-04-12包晗蔡华潘月勇
包晗 蔡华 潘月勇
(天津炼达集团有限公司, 天津 300280)
不锈钢复合钢材料的焊接
包晗 蔡华 潘月勇
(天津炼达集团有限公司, 天津 300280)
不锈钢复合钢材料的焊接,因其存在异种钢焊接,基层与覆层成分及性能差异较大,焊接时易产生裂纹和分层等缺陷,必须选用正确的焊接材料及焊接工艺,才能保证焊接质量。
基层;覆层;过渡焊缝;
在石油化工行业中,很多储存或输送的介质具有一定腐蚀性,选用设备、管道的材质时,如果选用碳钢、低合金钢,虽造价便宜,但使用年限短,需定期更换;如果选用不锈钢,虽然使用年限长,但造价较高。将碳钢及不锈钢复合在一起,由基层的碳钢、低合金钢保证材料的强度,由内侧2~3mm厚的覆层不锈钢保证材料的耐腐蚀性能,使材料价格得到大幅下降,因此,不锈钢复合钢材在石油化工行业中得到广泛应用。
不锈钢复合钢材,由基层的碳钢、低合金钢与复合层的不锈钢组成。基层一般选用20#、Q235、Q345等,覆层一般选用06Cr13、06Cr19Ni10、06Cr17Ni12Mo2等。通过热轧法或爆炸法将两种材料复合在一起。由于是两种材料复合的,在焊接时,就存在三种焊缝:基层间的基层焊缝、覆层间的覆层焊缝及基层与覆层间的过渡焊缝(异种钢焊接)。一般应选取三种焊材进行焊接。由于材料及焊材的多样性,基层与覆层成分及性能差异较大,致使焊接难度加大,为得到良好的焊接效果,必须做好坡口加工、焊材选用及焊接工艺工作。
坡口加工:加工坡口前,首先确定坡口形式,坡口选用应有利于减少过渡焊缝金属的稀释率和便于操作。常用的坡口形式如图,图1、图2用于双面焊接,图3、图4用于仅在基层侧焊接。坡口的加工应采用机械加工或等离子切割,采用等离子切割方法时,应将影响焊接质量的切割表面层打磨干净。加工完的坡口表面不得有裂纹和分层。
焊材选用:基层焊缝按基层材质选用相应的焊材,如Q235之间相焊选J427,Q345之间相焊选J507等。覆层焊缝,应选用与覆层母材相匹配的焊材,优先酸性焊条,如06Cr13之间选用A302、06Cr19Ni10之间选用A102、06Cr17Ni12Mo2之间选用A202等。对过渡层焊缝,因存在过渡焊缝金属的稀释问题,应选高合金的不锈钢焊材,即25Cr-13Ni、25Cr-20Ni型焊材,若覆层含Mo时,选用25Cr-13Ni-Mo型焊材,常见的有A302、A312、A042等。
焊接工艺:不锈钢复合钢焊接时,一般采用先焊基层焊缝,然后焊过渡焊缝,最后焊覆层焊缝的焊接顺序,但对于不锈钢复合管道的焊接因只能在管道外侧焊接,其焊接顺序正好相反,此时基层焊缝选用的焊材应与过渡层焊缝的焊材相同。过渡层焊缝应同时熔合基层焊缝(或覆层焊缝)、基层母材和覆层母材。对不锈钢复合钢管的坡口加工时,一般将覆层突出基层2~3mm(见图4所示),便于先进行覆层与基层界面处的封焊,封焊、根焊均使用氩弧焊,更能保证焊接质量。基层或覆层有焊前预热要求时,按规定进行预热;基层、覆层均有预热要求时,过渡层预热温度按高者选取。因不锈钢导热系数小、热膨胀系数大,在焊接过渡层及覆层时,应采用小电流、多道快速焊方法,奥氏体不锈钢层间温度不宜超过150℃。过渡焊缝在基层侧厚度为1.5~2.5mm ,在覆层侧厚度为0.5~1.5mm,避免基层与覆层相互熔解和稀释。不锈钢复合材料焊后不宜进行焊后热处理。
不锈钢复合材料的焊接工艺要比一般材料焊接工艺复杂,易出现裂纹、分层等缺陷,焊接时应严格按焊接工艺规程执行,选用合理的焊材和焊接工艺等,确保过渡层焊接质量,这样才能避免出现焊接质量缺陷。

图1

图2
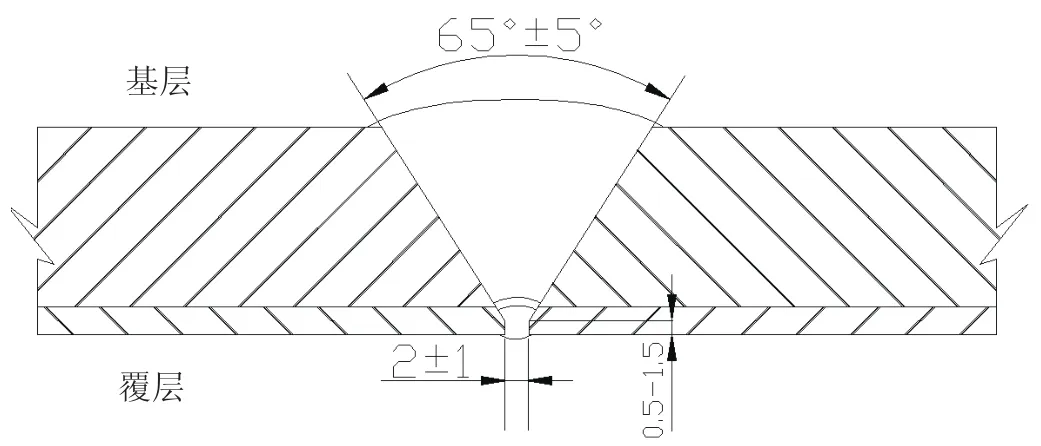
图3

图4
