基于图像小波变换的食品包装印刷缺陷检测方法
2017-04-11马宝秋
马宝秋
(石家庄职业技术学院,河北石家庄050081)
基于图像小波变换的食品包装印刷缺陷检测方法
马宝秋
(石家庄职业技术学院,河北石家庄050081)
目前我国食品企业对于其产品包装要求越来越高,其中印刷作为包装工艺中展示产品和吸引消费者的重要部分,已受到许多企业和研究人员的关注。对食品包装印刷缺陷检测系统进行介绍,主要阐述图像预处理部分。建立传统小波变换算法模型和改进型小波变换算法模型,并利用仿真性实验对这两种算法的检测精度进行对比分析,结果表明改进型图像小波变换算法能够很好的提高食品包装印刷缺陷检测的准确性,并实现无损检测。
小波变换;食品包装印刷;机器视觉技术;图像增强处理
由于科技和经济的不断发展,导致我国工业生产产品的种类和质量均得到极大的推动,其中商品的包装也成为促销产品、增加市场竞争力的重要方面之一[1]。商品包装工艺包括材料选择、外观成型、表面印刷等多个方面,而表面印刷生产过程中,根据市场调查显示,部分已进入市场进行销售的产品包装印刷中仍存在缺陷或瑕疵,严重影响产品品牌形象的建立[2-3]。食品作为一种特殊的商品,与人体健康息息相关,消费者对于食品包装的要求更高,为避免出现包装印刷问题的食品流入市场,食品包装企业通常采用人工目测分拣的方式将瑕疵品挑拣出来,该方法不但需要消耗大量人力物力,效率较低同时分拣效果完全由人工主观因素控制,难以保证检测精度[4-5]。因此,目前越来越多食品包装制造企业选择使用计算机视觉技术检测代替人工检测进行包装印刷缺陷检测,其检测精度和效率有显著提升,但仍存在不能保证实时性、检测精度有待进一步提高、存在误判可能等问题[6-7]。高速CCD(Charge Coupled Device,电荷耦合器件)工业相机和相关计算机配套硬件技术的发展,为食品包装在线视觉检测技术提供了好的硬件平台,而高效适合的算法则能够为其提供好的软件平台[8]。
傅里叶变换(Fourier Transform)是一种数字处理算法,利用正弦波无限叠加的方式计算任何连续的信号的频率、振幅和相位,将本身难以处理的时域信号转换成频域信号,再用傅里叶变换公式求解,更易于分析[9]。小波变换(Wavelet Transform,WT)是由傅里叶变换发展而来的,使用不同尺度的小波分解信号,使连续信号变成一系列小波系数,通过平移或尺度变换,对信号进行不同尺度细化,不断拓展小波,实现自动适应时频信号处理要求,克服了傅里叶变换窗口不包含时域信息的问题[10]。本文利用图像小波变换算法,对食品包装印刷缺陷机器视觉在线检测进行研究。
1食品包装印刷缺陷检测系统建立
1.1食品包装印刷缺陷检测系统介绍
食品包装印刷缺陷检测过程包括4个部分:
1)图像采集,在充足光照条件下,食品包装表面图像被高速CCD工业相机采集。高速CCD工业相机包括工业相机摄像头及光学镜头,和频闪灯、LED共同组成照明系统。
2)图像预处理,通过传感器将图像信号转换成数字信号并传输到图像采集系统进行处理,包括去除干扰因素,提取并强化图像特征,再将处理过的图像传递至计算机内部处理系统。
3)图像分析及分类,使用微型计算机将预处理后的图像和参考标准图像根据特征做对比分析及分类。
4)同样使用微型计算机检查结果,并作出相应的显示及反馈。微型计算机作为控制核心,其运行速度决定了系统的信息处理能力。
1.2食品包装印刷缺陷检测系统图像预处理
由于图像采集过程中易受到设备和外界多种因素影响,为了更准确的获得图像特征,在进行图像分析和分类前需进行预处理过程。预处理流程包括:
1)图像灰度转换,可利用RGB模型表示图像色彩,即任何颜色都可以分解成红(red)、绿(green)、蓝(blue)三基色,可用函数f=(x,y,z)={fred(x,y,z),fgreen(x,y,z),fblue(x,y,z)}表示图像任一位置的颜色。
2)灰度图像滤波,食品包装印刷缺陷检测系统中图像噪声的来源包括图像采集过程、传输过程以及变换过程产生的噪声,图像预处理应根据图像特征分布进行降噪处理,当图像特征信息和噪声频率分布在不同区域时,可使用滤波器进行图像分割,当图像特征信息和噪声频率分布发生重叠时,可使用空间滤波方法进行图像像素计算,在保留图像细节信息的同时,降低噪声。
3)图像对比增强,在采集生产线上运行的食品包装图像时,由于处于运动状态,导致图像一般亮度偏暗,为改善其视觉效果,利于后期处理,可进行图像对比增强处理。由于本系统的作用是缺陷检测,在进行该项处理工作时,一方面需要提高图像清晰度和对比度,另一方面也要保证其他信息的完整性,常用方法包括线性变换、分段线性变换、非线性变换和直方图。
4)图像阈值分割,将图像进行分割,提取出待处理区域,适用于特征图像和背景图像处于不同灰度值的图像。首先根据特征图像和背景图像的灰度值进行阈值的确定,再分别将特征图像、背景图像灰度值和阈值进行比较,分割图像。其中阈值的选择关心到图像分割的效果,可选用迭代法确定阈值,具体流程如图1所示。
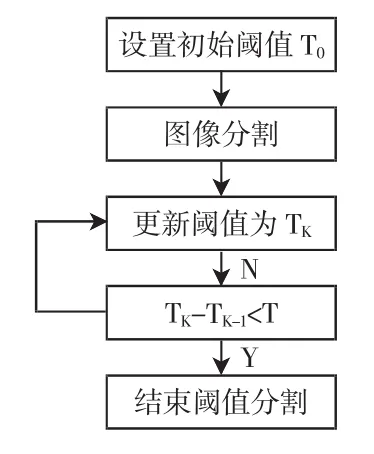
图1 迭代算法流程图Fig.1 Iterativealgorithm flow chart
5)图像边缘提取,图像灰度值产生不连续的平缓变化现象后,连接起来即出现边缘,越接近边缘区域图像像素灰度变换越大,提取图像边缘便于对图像进行定位。边缘种类一般包括斜坡(slope edge)、阶跃(step edge)、屋顶(roofedge)和线状(line edge),边缘检测算法包括Roberts算子、Canny算子、Sobel算子等。
2食品包装印刷缺陷检测系统的小波变换算法
2.1建立小波变换算法模型
相对于传统傅里叶变换信号不包括时域而言,小波变换用于图像边缘检测时,具有计算量小、运算快、存储量低、分辨率广等特点。假设L2(R)为函数空间,小波变换函数ψ(t)∈L2(R),满足:

则ψ(t)为基本小波,若ψ(t)为连续小波,则可用其延伸出的小波函数ψab(t)进行图像边缘检测运算:

ψab(t)与ψ(t)具有类似的带型,但频率不同,可在不同分辨率条件下分解信号。若ψ(t)为离散小波,则可用尺度函数φ(t)对ψ(t)进行限定,ψ(t)满足:

式中:h(n)、g(n)均为低通滤波器系数,对应多分辨率为:
假设信号函数为f(x),在j尺度上逐层分解,分辨率逐渐降低,则所移动的信号,细节信号Djf分别为:
上式即为小波变换一维算法,适用于包装印刷平面图象缺陷的检测。
2.2小波变换算法改进研究
本文在传统小波算法的基础上提出一种改进算法,目的是增强图像中的特征信息,提高图像识别精度和准确性。小波系数的分线段性增强函数计算公式:

式中:Sj(m,n)为第j部分小波系数;Mj(m,n)为第j部分小波系数增益量,其值运算为:

式中:Tmin、Tmax为最大、最小阈值,|Sj(m,n)|为小波系数最大模值,为小波系数极大模值,极大模值比最大模值小15%。由于小波系数中的数据数量级非常小,取Tmin=1×10-6、Tmax为最大值时的90%时可有效减少计算量且对结果无影响,Tmin、Tmax间的小波系数增益量Mj(m,n)根据值的改变而变化,能够得到更好的增强效果。
3小波变换仿真实验研究
3.1系统软件平台
本系统选择Microsoft Visual Studio C++2010(VC++2010)和Open Source Computer Vision Library(OpenCV2.0)作为开发平台,其中VC++2010软件方便进行项目管理和生成相应程序,同时具有信息量丰富的数据库;而OpenCV2.0是图像处理软件,可以兼容不同图像处理算法,延展性较好,处理速度快。VC++ 2010软件选择MFC(Microsoft Foundation Class Library)方式进行集成开发,MFC能够形成应用程序框架,进而封装Windows API函数,生成代码,使软件具有一定的自主性和智能性,减少技术人员的工作量。食品包装印刷缺陷检测系统软件的工作流程图见图2。
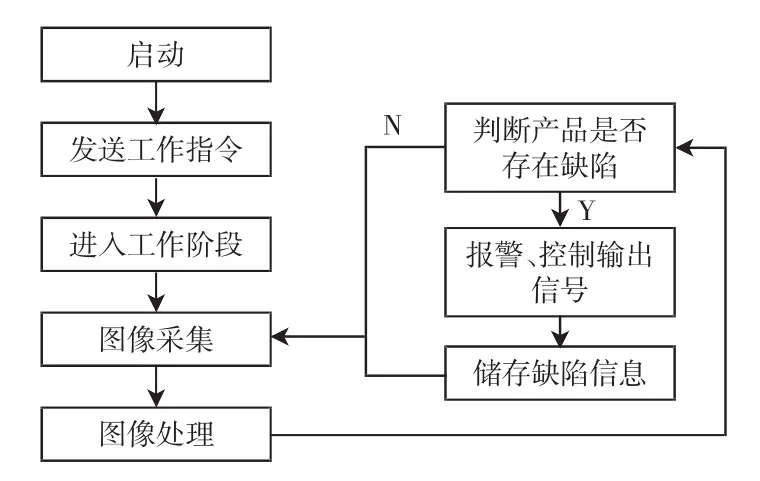
图2 食品包装印刷缺陷检测系统软件工作流程图Fig.2 Food packing printing defectdetection system software flow chart
3.2小波变换仿真对比实验分析
为了检测小波变换算法改进效果,分别选取刀丝、漏白、飞墨、蹭版以及污染5种不同缺陷类型的食品包装各20个,利用机器视觉缺陷检测系统对传统小波变换算法和改进小波变换算法进行对比分析,结果如表1所示。

表1 两种小波变换算法的测试结果Table1 The test resu ltsof two kindsofwavelet transform algorithm
由表1可知,使用改进小波变换算法能够提高机器视觉缺陷检测系统准确率,同时除刀丝类细小缺陷有一个未正确识别出来外,其他所以缺陷均完全被准确识别出。另外,无论是传统小波变换算法还是改进小波变换算法,均不会因为检测过程对食品包装本身产生任何损坏。
4结语
食品作为一种特殊商品,出现任何问题相对于其他商品都更易受到关注,同时食品包装印刷品质决定了该食品企业的形象和食品安全保障,因此印刷技术和缺陷检测系统对食品包装而言是十分重要的。传统食品包装印刷缺陷检测利用人工分拣,具有分拣效率低、精度低、人工成本高等缺点。而机器视觉系统图像采集过程中实际图像与标准图像具有一定差异,需进行增强处理,才能提高其分辨精度。本文提出机器视觉技术结合改进型图像小波变换算法,并利用仿真性实验对改进型图像小波变换算法效果进行验证,结果表明改进型图像小波变换算法能够提高食品包装印刷缺陷检测准确性,实现无损检测。
[1]张莉.食品包装印刷技术及安全卫生性分析[J].印刷质量与标准化,2008,23(4):63-66
[2]苏传健,张黎明.食品包装印刷油墨存在的安全隐患及控制[J].中国印刷与包装研究,2006,37(10):54-56
[3]董黄科.欧盟制定食品包装印刷油墨新标准——油墨化学物质是关键[J].包装世界,2009,11(3):21-27
[4]杨祖彬,代小红.基于图像配准的食品包装印刷缺陷检测与实现[J].计算机科学,2015,42(8):319-322
[5]马林.我国公路桥梁加固中碳纤维粘贴施工技术探析[J].黑龙江科技信息,2010,35(22):264-266
[6]薛延学,张二虎,吴学毅.基于计算机视觉的印刷包装品缺陷检测系统[J].包装工程,2004,25(5):185-187
[7]代小红,王光利.基于机器视觉的印刷品缺陷检测与识别[J].半导体光电,2011,32(5):714-718
[8]宋辉,陈浩杰.基于谱峭度Morlet小波变换法和经验模态分解的滚动轴承故障诊断研究[J].中国印刷与包装研究,2012,4(1): 35-39
[9]赵兴浩,邓兵,陶然.分数阶傅里叶变换数值计算中的量纲归一化[J].北京理工大学学报,2005,25(4):360-364
[10]黄达人,刘九芬,黄继武.小波变换域图像水印嵌入对策和算法[J].软件学报,2002,13(7):1290-1297
Food Packaging Printing Defect Detection M ethod Based on ImageW avelet Transform
MA Bao-qiu
(Shijiazhuang Vocational Technology Institute,Shijiazhuang050081,Hebei,China)
Atpresent,the requirementof food industry for itsproductpackagingwashigherand higher in China.The printingwas a key factor in the productpackaging process for attracting customer.Printing had caught the attention ofmany enterprises and researchers.Food packaging and printing defect detection system introduced in thispaper,mainly including image preprocessing part.In thispaper,traditionalwavelet transform algorithm model and amodified wavelet transform algorithm modelwere established.Simulation experiments on the accuracy of both methods were analyzed.Results showed that themodified image wavelet transform algorithm could improve food packaging printing defectdetection accuracy,and realize thenondestructivedetection.
wavelet transform;food packing printing;machine vision technology;image enhancement processing
10.3969/j.issn.1005-6521.2017.05.046
2016-10-20
马宝秋(1973—),男(汉),讲师,硕士,研究方向:计算机应用。