凝汽器喉部变形及结构改造
2017-04-11端木彦峰
端木彦峰,米 沛
0 概述
火电机组的凝汽器,是利用循环冷却水将汽轮机的排汽冷凝成水。通过凝结水泵,将凝结水输送回锅炉以重复使用。同时,凝汽器在汽轮机排汽处建立了一定的真空度,从而提高了汽轮机的输出功率。若凝汽器的真空度被降低,将影响机组的热经济性。
1 凝汽器现状
某型机组于1996年投入运行,凝汽器的换热管为铜质换热管。至2016年,该机组已服役20年,已接近该凝汽器的使用寿命。近年来,凝汽器的铜质换热管泄漏严重,多次发生泄漏后,被封堵的换热管较多,凝汽器的换热面积显著减少,换热效率已无法满足机组运行的要求,亟需对凝汽器进行升级改造。
2 凝汽器的升级改造
2016年,对该机组的凝汽器进行了升级改造,在保留原凝汽器喉部的基础上,拆除了原凝汽器的管束,并重新对管束排管和水室进行了结构优化。安装了新管束后,将原铜质换热管换成奥氏体材质的不锈钢换热管。改造后,机组启动不久,监测到凝汽器的真空度陡然下降。经现场查勘,发现在凝汽器喉部,刚刚更换的波形膨胀节多处发生扭曲和拉伸变形。波形膨胀节的变形状况,如图1所示。不锈钢波形膨胀节的外径为126 mm,极限拉伸和压缩尺寸为126±25 mm。实测后,发现波形膨胀节有多处变形,变形后的外径尺寸为160~180 mm,最大处已达245 mm。在不锈钢波形膨胀节的局部区域,部分波节已撕裂开口。空气从开口处进入,凝汽器的真空度被破坏,机组被迫停机。

图1 波形膨胀节的扭曲变形
3 事故原因及分析
停机,对于机组运行是一次事故。初步查勘后,认为膨胀节撕裂,是因凝汽器的结构改造所造成,所以,应对凝汽器的优化方案重新进行论证。怀疑造成事故的原因,可能有多种因素。在改造凝汽器时,需将原凝汽器管束拆除,但没有对壳体进行加固处理,致使凝汽器壳体发生变形,导致了凝汽器喉部膨胀节的撕裂。原凝汽器采用的是单波膨胀节,无法吸收水平方向上的膨胀位移,而启运后,因温升使凝汽器与低压缸发生了水平方向上的相对位移,导致了膨胀节的撕裂。
经过多方论证,验证了该凝汽器安装的死点位置与低压缸的死点位置是重合的,所以,凝汽器喉部的波形膨胀节不需要吸收水平膨胀的位移。同时,复核了凝汽器改造的施工方案,包括了加固方案及监理方的审核报告,也没有发现问题。此时,设计方建议待机组完全冷却后,再进入凝汽器喉部内部查勘,最终确定产生问题的原因。这样,有利于制订有效的处置方案,并建议按原波形膨胀节尺寸,订购新的波形膨胀节,重新进行更换。
机组冷却后,查勘了凝汽器的内部,并采集了多项数据。凝汽器喉部的端板和侧板,已呈现出整体内凹之势。最大内凹处,位于凝汽器喉部侧板的水平中分点,达248 mm。内凹处外形及变形示意图,如图2所示。支撑凝汽器喉部的侧板和端板支撑杆,有多处被割断及虚焊点。支撑杆被割断及虚焊点的位置,如图3所示。在喉部斜拉支撑杆和水平支撑杆的相连位置,有10多根水平支撑杆,但在连接焊缝处已被压断。被压断的支撑杆,如图4所示。在被压断的喉部水平支撑杆表面,有较深的冲蚀锈坑,其断口无明显延展变形,呈现脆性断裂状。支撑杆的断口形状,如图5所示。

图2 内凹处外形及变形示意图

图3 支撑杆被割断及虚焊点

图4 被压断的支撑杆

图5 支撑杆的断口形状
在凝汽器改造施工前和完工验收时,均对凝汽器喉部及波形膨胀节外形进行测量和拍照,改造前后的尺寸未有明显的变化。因此,凝汽器喉部的塌陷,应在机组启机之后产生的。在凝汽器的优化方案中,并未对喉部进行改造。结合设备现状及查勘时拍摄的照片,再次对事故的原因进行了分析。
(1)喉部内部支撑杆的虚焊和割断的支撑杆,都不是新发生的。此前,从未在喉部进行施工。可能是当年安装凝汽器时,遗留下的问题。从被割断支撑杆的位置分析,可能是喉部内部零部件(如减温减压器)与支撑杆相互发生了干涉而被割断。也有些支撑杆没有与其他零件干涉,但也被割断。现在猜想,可能当初在调整喉部内零件方向时,因空间不够,临时割断了这些支撑杆,却没有及时恢复支撑杆的连接。按照凝汽器的安装要求,所有被割断的支撑杆,最后都务必恢复强度连接。若部分支撑杆和内部零部件因干涉而无法直接连接,也应将支撑杆移位至就近位置恢复连接,以确保喉部的整体刚性。可见,当时凝汽器的原设计方案留有较多的安全余量,凝汽器喉部的实际刚性仍高于其屈服的临界点,因此,凝汽器在此条件下还能安全运行20年。
(2)经过多年运行,喉部的原水平支撑杆长期被蒸汽正向冲刷,在杆表面形成了大量锈坑,最深处约2 mm(原支撑杆规格为108×7),杆的强度严重下降,影响了凝汽器喉部的整体刚性,可能已到了屈服变形的临界点。
(3)凝汽器改造后,刚启机时,在真空度下降之前的监测数据显示,在机组功率相等的情况下,凝汽器改造后的真空度,由改造前的-97.72 kPa提高到了-98.76 kPa。说明改造后喉部承受的大气压力比改造前略大。可能恰恰是这个压力,高于了喉部屈服变形的临界点,于是在大气压力的作用下,使喉部压缩变形。
综合分析后认为,改造方案无问题,是当初原凝汽器安装时的质量不佳,导致此次凝汽器喉部的塌陷和变形。
4 返修方案及结构优化
经过讨论并制订了返修方案,更换了所有原凝汽器喉部的水平支撑杆。更换支撑杆前后的状态,如图6所示。对各虚焊处进行了补焊,并重新连接了割断处。新增加两排水平支撑杆,顶撑了原喉部塌陷处,让侧板重新归位,最后安装了新的喉部膨胀节。新增支撑杆及新膨胀节的安装,如图7所示。返修后,重新启机,凝汽器的真空度恢复良好,机组的运行稳定且高效。
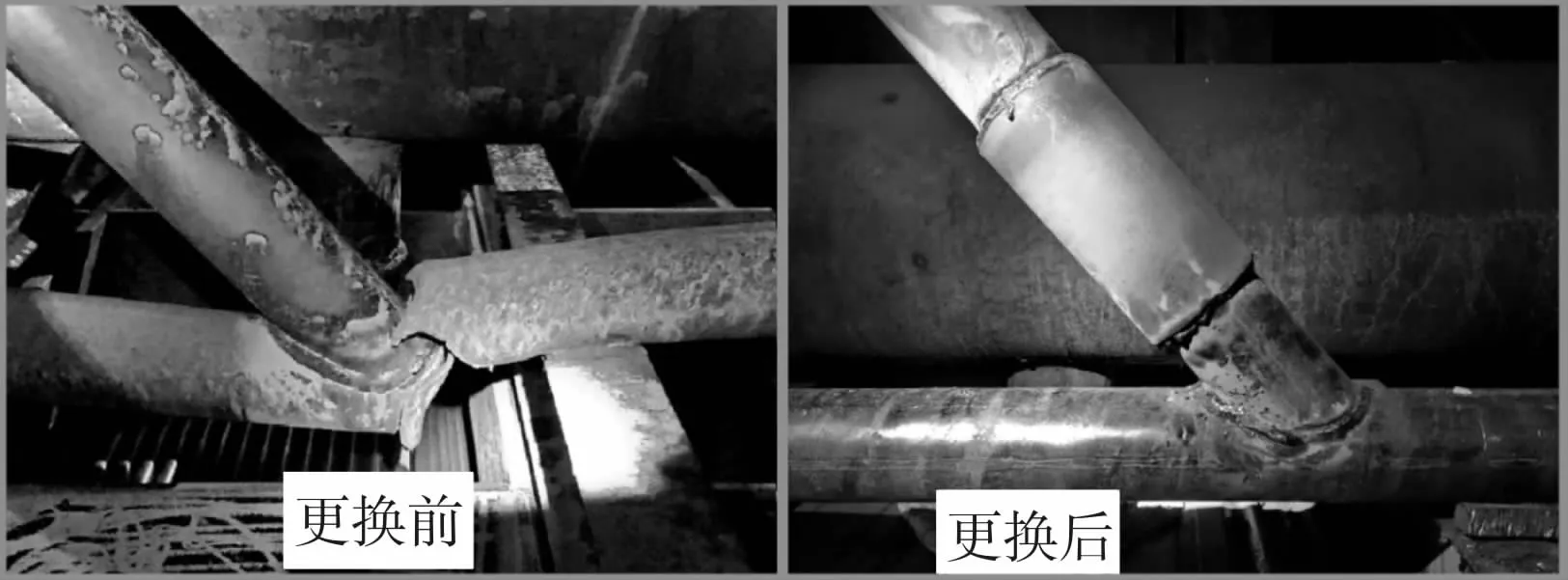
图6 支撑杆更换前后的对比

图7 新增支撑杆和新膨胀节
5 结语
当老机组设备接近或超过设计寿命时,应及时对老设备进行结构优化改造。通过事故分析,查勘了喉部支撑杆的现状,发现支撑杆已严重锈蚀。建议及时更换损坏的支撑杆,并适当增加喉部支撑杆数量,避免喉部变形事故的发生。对老设备结构的升级改造,需注重现场的查勘工作,才能确保机组的安全运行。
参考文献:
[1]王龙江.火电厂1 000 MW机组凝汽器变形原因分析与处理[J].信息技术,2010(5):139-140.