芝麻香型丢糟酒实验室生产模型的建立
2017-04-07宗绪岩王祥余刁冲
宗绪岩,王祥余,2*,刁冲
(1.四川理工学院生物工程学院,四川自贡643000;2.诺维信(中国)投资有限公司,北京100085)
芝麻香型丢糟酒实验室生产模型的建立
宗绪岩1,王祥余1,2*,刁冲1
(1.四川理工学院生物工程学院,四川自贡643000;2.诺维信(中国)投资有限公司,北京100085)
该研究针对目前芝麻香型丢糟酒的生产过程设计相应的实验室模型并通过工厂实验予以佐证。采用高效液相色谱和改进Megazymes法检测样品中的残淀粉、含酒量等关键指标,并通过多重比较法评价模型的合理性和稳定性。结果表明,实验室模型-1能准确预测丢糟酒成熟酒醅的含酒量和残淀粉,为设计和优化针对芝麻香型丢糟酒的特种生物制剂提供快捷有效的预测手段;同时实验室模型-2也揭示了物料的均匀混合和酵母的活力对残葡萄糖、淀粉利用率和出酒率的显著影响。
丢糟;模型;芝麻香型白酒;多重比较法
丢糟是我国传统白酒固态酿造过程中的必然产物,不但产量巨大,而且成分复杂。复杂的物质组成及反复蒸煮和长时间的固态发酵使得丢糟的处理和合理回收利用非常困难[1-3]。芝麻香型白酒作为我国建国后发展起来的新型白酒,其结合了浓香型、清香型和酱香型三大香型的生产工艺,也将这三大香型白酒的风味特征有机的融合起来,近年来深得消费者的喜爱,产量也迅速得到扩大[4-5]。与此同时,芝麻香型白酒也因其独特的酿造工艺造成了其丢糟中淀粉含量较高(10%~12%),含水量较低。由于传统的处理方式不能充分利用芝麻香型丢糟中存在的丰富香味物质和残余淀粉,利用芝麻香型白酒丢糟生产芝麻香型白酒丢糟酒成为了生产企业一种较为普遍的选择[3,6]。然而正常发酵中使用的发酵剂(传统大曲、麸曲等)因为酶系的缺陷及酶活的不足已经无法更多的产生丢糟酒,寻找合适的酶替代或加强淀粉分解利用率十分重要[3]。目前在白酒生产过程中利用单酶[7-9]、复合酶[10-11]和酵母[12]、细菌[13]作为发酵剂的研究已经有很多,但受限于白酒企业复杂的发酵工艺和工厂现场条件而无法大规模、高效的进行酶、微生物的筛选和测试,并准确的获得相关数据以供生产使用。
芝麻香型丢糟酒实验室生产模型的建立参考了浓香型白酒模型建立中的经验[14],以JMP软件中的多重比较法(TukeyHSD)分析检验实验室模型相对于生产现场的可靠性,建立芝麻香型丢糟酒实验室生产模型,为寻找适合分解利用该香型丢糟残淀粉的新酶分子提供快捷方便的实验室筛选手段。
1 材料与方法
1.1 材料与试剂
丢糟:山东地区某著名酒厂丢糟,丢糟前期发酵工艺传统芝麻香发酵工艺,使用窖池为砖垒花洞塞泥窖;酵母:安琪高活性酵母;酶制剂:本土固体糖化酶(酒厂提供)。
酒石酸钾钠(分析纯):阿拉丁试剂公司;五水硫酸铜(分析纯)、NaOH(分析纯):美国默克公司;葡萄糖、麦芽糖、果糖、乙酸、乳酸、甘油、琥珀酸、三糖、四糖、五糖、多糖、淀粉分解糊精、双乙酰、甲醇、乙醇、NaOH等(均为色谱纯):美国Sigma公司。
1.2 仪器与设备
ME3002天平及万分之一天平:梅特勒-托利多公司;Waters 1515高效液相色谱(配备Waters 2414 Refractive Index Detector,Waters 2707 Autosampler和Bio-Rad生产AminexRHPX-87H Column 300 mm×7.8 mm色谱柱):美国Waters公司;Milli-Q纯水机:美国Merck公司;SPEXRSample Prep 1600样品制备仪:美国SPEX公司;水浴锅:丹麦Heto公司;烘箱:德国BINDER公司;其余玻璃器皿均购自德国DURAN公司。
1.3 方法
1.3.1 实验室丢糟酒发酵
实验室模型-1:使用1 L的发酵瓶,每个发酵瓶中加入从工厂取回的已经配制好的入窖丢糟酒醅约600 g(丢糟酒醅具体配制为600 g新鲜丢糟,0.12 g安琪高活性酵母(提前用5mL的32℃温水活化),酶制剂0.24g(剂量为糖化酶酶活17CU/g丢糟酒醅)),做5个平行样;封口前用75%vol酒精将发酵瓶口部及酒糟没有接触到的发酵瓶上部消毒,然后用保鲜膜封口置于环境温度为22℃的培养箱中避光发酵30d。
实验室模型-2:使用1 L的发酵瓶,操作方法类似于实验室模型-1,只是使用的是工厂取回的新鲜丢糟酒醅600g,将其与0.12g安琪高活性酵母混合(使用前用带有丢糟和所需糖化酶的32℃温水5 mL活化15 min),酶制剂0.24 g(剂量为糖化酶酶活17 CU/g丢糟酒醅,充分溶解于活化酵母种子液中),于实验室中充分混匀。
1.3.2 酒厂芝麻香型丢糟酒发酵
在正常生产芝麻香型白酒的成熟酒醅完成蒸酒后,待酒醅温度降低至35℃以下时按照0.4 kg/t剂量加入酶制剂和0.2 kg/t安琪高活性酵母(提前活化),并用铁锹混匀,入砖垒花洞塞泥窖密封发酵30 d。
1.3.3 残淀粉含量检测
残淀粉含量的检测方法为酶法,方法及原理与Megazyme试剂盒一致,利用诺维信复合淀粉酶和糖化酶代替Megazyme所用酶制剂以取得更稳定的检测结果。具体操作参照参考文献[14]。
1.3.4 成熟酒醅成分分析
成熟酒醅的成分检测使用Waters 1515高效液相色谱,柱温为65℃,流动相为5 mmol/L H2SO4,流速0.6 mL/min,分析时间为30 min。
1.3.5 多重比较分析[15]
通过分析所有不同处理方式得到的结果相互之间的差异及特定处理方式得到的结果与总体结果的差异得出特定处理方式对结果的影响大小。
2 结果与分析
2.1 发酵成熟酒醅残淀粉分析
成熟酒醅的残淀粉含量如图1所示。由图1可知,酒厂、实验室模型-1和实验室模型-2的平均出窖酒醅残淀粉含量分别为4.83%、4.92%和4.29%,标准差分别为0.07%、0.08%和0.04%,表明在酒厂条件下和实验模型-1条件下淀粉的分解利用效率明显低于实验室模型-2;结合考察三种处理方式的差异,可以得出酵母的活化即活酵母的接入量、活性和物料混合的均匀度对芝麻香型丢糟中的残淀粉的分解和利用有着显著的影响,其中物料混合方面的结论与信春晖等[16]关于大曲粉碎度方面的研究结果相吻合,在残淀粉含量上与周瑞平等[17]的结论进行对照可确认混合度的高低可以影响最终残淀粉的含量;在实验模型方面,实验室模型-1在残淀粉表现方面更接近于酒厂现场状态,但是从原料利用效率考虑,实验室模型-2的生产方式更加适合于酒厂采用,有利于原料的充分利用。

图1 成熟酒醅的残淀粉含量Fig.1 Residual starch contents of mature fermented grains
2.2 发酵成熟酒醅含酒量分析

图2 成熟酒醅的含酒量Fig.2 Alcohol contents of mature fermented grains
成熟酒醅的含酒量如图2所示。由图2可知,酒厂、实验室模型-1和实验室模型-2的平均出窖酒醅含酒量分别为0.77%、0.82%和1.98%,标准差分别为0.04%、0.05%和0.01%,结合图1分析可知,在酒厂条件下和实验模型-1条件下淀粉的分解利用效率明显低于实验室模型-2,从而导致了淀粉转化为酒精的效率大幅降低;图1和图2的结果证明酵母的活化即活酵母的接入量、活性和物料混合的均匀度对芝麻香型丢糟中的残淀粉的利用和出酒率有着显著的影响;实验室模型-1在出酒率表现方面更接近于酒厂现场状态,但是从原料利用效率考虑,实验室模型-2的生产方式更加适合于酒厂采用,有利于原料的充分利用。
2.3 发酵成熟酒醅残葡萄糖分析
成熟酒醅的残葡萄糖含量如图3所示。由图3可知,酒厂、实验室模型-1和实验室模型-2的平均出窖酒醅残葡萄糖的含量分别为2.56%、2.43%和0.26%,标准差分别为0.30%、0.30%和0.02%,结合图1和图2分析可知,在酒厂条件下和实验模型-1条件下产酒率较实验室模型-2明显低的另一个原因则是淀粉分解得到的葡萄糖未能被酵母等可代谢产生酒精的微生物利用,证明在发酵过程中有发酵能力的微生物(有活性的酿酒酵母)严重的不足是限制酒厂条件下和实验室条件下产酒率提高的限制性因素,高效的活化酵母工艺和物料搅拌均匀是酒厂提高丢糟酒产率的一个可行措施,这一点通过研究对比周瑞平等[17]多粮兼香白酒研究中的残葡萄糖也可以确定;在成熟酒醅残还原糖这个指标上,实验室模型-1同样较实验室模型-2更能表现出酒厂的现实状况。

图3 成熟酒醅的残葡萄糖含量Fig.3 Residual glucose contents of mature fermented grains
2.4 发酵成熟酒醅乳酸积累量的分析
成熟酒醅的乳酸积累量如图4所示。由图4可知,酒厂、实验室模型-1和实验室模型-2的平均出窖酒醅乳酸积累量分别为3.95%、3.72%和3.34%,标准差分别为0.14%、0.07%和0.07%,结果表明,在实验室条件下乳酸菌发酵过程中的活动强度明显低于酒厂条件下,其原因是实验室条件下发酵容器中的乳酸菌含量较低,针对实验室模型-2还有另一个原因则是相对较好的混匀效果及较多的活性酵母使得发酵过程中酒精含量上升较快,限制了乳酸菌活动的时间长度;在成熟酒醅乳酸积累这个指标上,实验室模型-1和实验室模型-2的乳酸积累量与酒厂条件下的乳酸积累量都有着明显不同,但实验室模型-1的表现更加接近于酒厂条件,改善模型的方法是向发酵模型中接种合理数量的乳酸菌。

图4 成熟酒醅的乳酸积累量Fig.4 Lactic acid accumulation of mature fermented grains
2.5 发酵成熟酒醅醋酸积累量的分析
成熟酒醅的醋酸积累量如图5所示。由图5可知,酒厂、实验室模型-1和实验室模型-2的平均出窖酒醅醋酸的含量分别为0.47%、0.41%和0.39%,标准差分别为0.08%、0.05%和0.04%,结果表明,在酒厂、实验模型-1和实验室模型-2条件下醋酸的积累情况类似于乳酸,其形成原因也与乳酸类似,积累量相互之间不存在明显差异,但是实验室模型-1的表现较实验室模型-2的表现更加接近于酒厂条件。
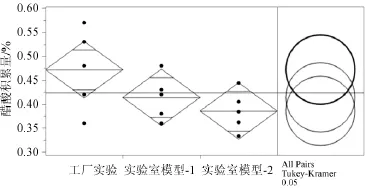
图5 成熟酒醅的醋酸积累量Fig.5 Acetic acid accumulation of mature fermented grains
3 结论
实验结果的讨论表明,利用实验室条件模拟芝麻香型丢糟酒的生产过程是可行的,可以利用这一模型预测不同处理条件下丢糟酒成熟酒醅的残淀粉含量、含酒量、葡萄糖、乳酸和醋酸等关键指标,为优化丢糟酒的生产条件,特别是研究针对芝麻香型丢糟酒的特种复合生物制剂提供快捷有效的预测手段。同时在建立模型的过程中所观察到的酵母活化效果优劣和物料均匀度的差异对出酒率、残淀粉、葡萄糖的影响也表明酵母活化效果及物料的搅拌均匀度是工厂的短板,这将明显的影响丢糟发酵潜力的充分发挥。但是实验结果也表明该模型由于在微生物环境方面的存在不足,导致有机酸积累量与实际工厂有所差距,需要进一步研究乳酸菌和醋酸菌的接种量的问题,才可以进一步完善该模型,为未来研究不同发酵剂对酒体风味的影响提供参考。
[1]刘新露,潘训海.从小曲酒丟槽中提取纤维素的研究[J].广东农业科学,2013,40(19):87-89.
[2]李建,叶翔.酒糟综合利用多元化研究[J].中国酿造,2013,32(12):121-124.
[3]季良威,李平,王领,等.传统白酒最大固体废弃物丢糟的资源化和无害化处理方法:CN201110119777.6[P].2011-11-23.
[4]王纪涛,王继海.浅谈芝麻香型白酒生产窖池的选择[J].酿酒,2013(1):66-67.
[5]王先桂,曾丹,郭坤亮.传统十种芝麻香型骨架成分的亲缘分析[J].中国酿造,2013,32(9):82-87.
[6]张彬,武金华,陈建文,等.芝麻香型白酒丢糟的再利用研究[J].酿酒,2012(7):50-52.
[7]赵金松,罗惠波,吴士业,等.糖化酶在清香型小曲酒生产中的应用[J].食品科技,2006,31(3):94-95.
[8]岳德宏.阿米诺酶在浓香型大曲酒生产工艺中的应用[J].邵阳学院雪报:自然科学版,2002,15(1):39-40.
[9]李季鹏.淀粉酶、蛋白酶在芝麻香型白酒中的应用[D].济南:济南大学,2013.
[10]陈喆,杨健,钟霞,等.NaOH-过氧乙酸预处理白酒丢糟多酶复配糖化研究[J].中国酿造,2012,31(11):49-54.
[11]张志刚,吴生文,陈飞.大曲酶系在白酒生产中的研究现状及发展方向[J].中国酿造,2011,30(1):13-16.
[12]陈美竹,邱树毅,胡宝东,等.酱香型白酒酿造体系中酵母菌的研究进展[J].中国酿造,2015,34(6):5-10.
[13]游玲,周黎军,罗刚,等.2株纤维素降解细菌处理白酒丢糟的应用特性[J].食品研究与开发,2014,35(8):5-8.
[14]王祥余,刘杰,田小敏,等.浓香型白酒丢糟酒生产的实验室模型建立[J].食品研究与开发,2016,37(16):96-99.
[15]王晨波,秦蓝,赵莉娜.常用色度仪测量结果的初步比较[J].现代食品,2016(3):115-119.
[16]信春晖,马冬梅,王万伟,等.白酒酿造浅说(一)[J].酿酒,2014(6):32-38.
[17]周瑞平,游玲,陈云宗,等.多粮兼香型白酒窖内发酵动态变化初探[J].食品工业科技,2012,33(18):214-216,396.
Establishment of experimental production model for sesame-flavorBaijiumade by distiller's grains
ZONG Xuyan1,WANG Xiangyu1,2*,DIAO Chong1
(1.College of Bioengineering,Sichuan University of Science&Engineering,Zigong 643000,China; 2.Novozymes(China)Investment Co.,Ltd.,Beijing 100085,China)
The experimental model based on the process of sesame-flavorBaijiumade by distiller's grains was established and verified by industrial scale experiments.The starch content,alcohol content and other important indexes in distiller's grains were determined by HPLC and improved megazyme method.Then Tukey HSD was used to test the reasonability and stability of experimental model.Results showed that the experimental model 1 can exactly forecast the starch and alcohol content in mature distiller's grains,which will provide an effective forecast tool in designing and optimizing complex biological agents focus on sesame-flavorBaijiuby distiller's grains.At the same time,experimental model 2 also indicated that the uniform mixing of materials and the yeast activity had significant effect on residual glucose,starch utilization ratio and liquor yield.
distiller's grains;model;sesame-flavorBaijiu;tukey HSD
TS261
0254-5071(2017)03-0071-04
10.11882/j.issn.0254-5071.2017.03.015
2016-10-16
固态酿造关键技术研究四川省院士(专家)工作站开放基金项目(No.GY2014-01);酿酒生物技术及应用四川省重点实验室开放基金项目(NO.NJ2014-07);泸州老窖科研奖学金项目(No.13ljzk6)资助
宗绪岩(1976-),男,副教授,博士,主要从事食品生物化学、酶学应用及发酵过程控制的研究工作。
*通讯作者:王祥余(1985-),男,工程师,硕士,主要从事酶学应用、微生态研究和发酵过程控制工作。
