Sym ZS Roll系统在卷烟纸机上的应用
2017-04-07刘娜
刘 娜
(牡丹江恒丰纸业股份有限公司,黑龙江牡丹江,157013)
·雕印系统·
Sym ZS Roll系统在卷烟纸机上的应用
刘 娜
(牡丹江恒丰纸业股份有限公司,黑龙江牡丹江,157013)
结合Sym ZS Roll系统在牡丹江恒丰纸业股份有限公司16#卷烟纸机的使用情况,详细介绍Sym ZS Roll系统工作原理和技术特点,以及相关设备的功能特点和重点维护事项。
Sym ZS Roll;雕印;液压站;比例阀
SymZS辊带有挠曲补偿功能的雕印辊,由上下2个辊组成,上辊是带有挠曲补偿功能的可控中高背辊(简称背辊),下辊是丝纹辊,具有稳定可靠的运行性能。SymZS辊是卷烟纸机上的一个非常重要的设备,主要功能就是保证生产的卷烟纸有不同样式的罗纹。一般卷烟纸有直罗纹卷烟纸、横罗纹卷烟纸、斜罗纹卷烟纸、波浪罗纹卷烟纸和防伪罗纹卷烟纸等。
牡丹江恒丰纸业股份有限公司16#纸机项目,抄宽3300 mm,年产1.5万t卷烟纸。该项目总投资3.7亿元,于2010年4月12日开工建设,主机及设备由法国阿里曼德和德国格贝尔公司提供,工控DCS、QCS系统设备由芬兰维美德公司提供,其雕印系统采用的是维美德生产的Sym ZS Roll。16#纸机具备“一机多能”的特点,既可生产传统的卷烟纸产品,又可生产其他特种纸,进一步增加了拓展国际市场的可能。
本文详细介绍了Sym ZS Roll的系统结构、工作原理以及相关设备的特点。
1 Sym ZS Roll系统概述
图1为Sym ZS Roll系统结构图。由图1所示,Sym ZS Roll系统包括执行部分和控制部分,其中执行部分的雕印辊由背辊和丝纹辊组成,背辊带有挠曲补偿功能。液压站提供背辊挠曲补偿液压动力,比例阀控制背辊挠曲补偿压力的分布;控制部分包括西门子PLC300控制器、完成读写功能的DCS控制器、操作站以及与PLC300通信的服务器。
西门子PLC300控制器主要控制12个比例阀来实现背辊各种动作功能。齿轮箱润滑油流量和背辊22活塞润滑油流量由DCS系统监控。DCS控制器与PLC300控制器实现DP通信功能,DCS操作站可以实时查看雕印辊工作状态和报警事件,操作人员也可以通过操作站进行参数调整。服务器中除具备操作站功能外,还有雕印辊控制核心部分,包括线压力对应操作侧L1、L3压力分配和传动侧L2、L4压力分配。雕印背辊中高控制分为17个控制区域,17个控制区由8个比例阀来实现。
2 背辊功能特点
背辊安装在纸机压榨部和前干燥部中间。如图2所示,背辊主要包括可变形外壳、集成齿轮箱、可调活塞压区、底座支架、油压管路等。背辊外壳由高强度轧钢包围,表面覆有厚度为15 mm聚合物罩,硬度SHD90、宽度3800 mm。可调压区宽度为3600 mm,其中有22个活塞调节区,外壳相对轴向变形移位±10 mm。背辊最大线压力120 kN/m,设计车速为600 m/min,马达转数为1800 r/min。集成齿轮箱由芬兰美闻达提供,型号ZSPG-3390,变速比为1.8116∶1。
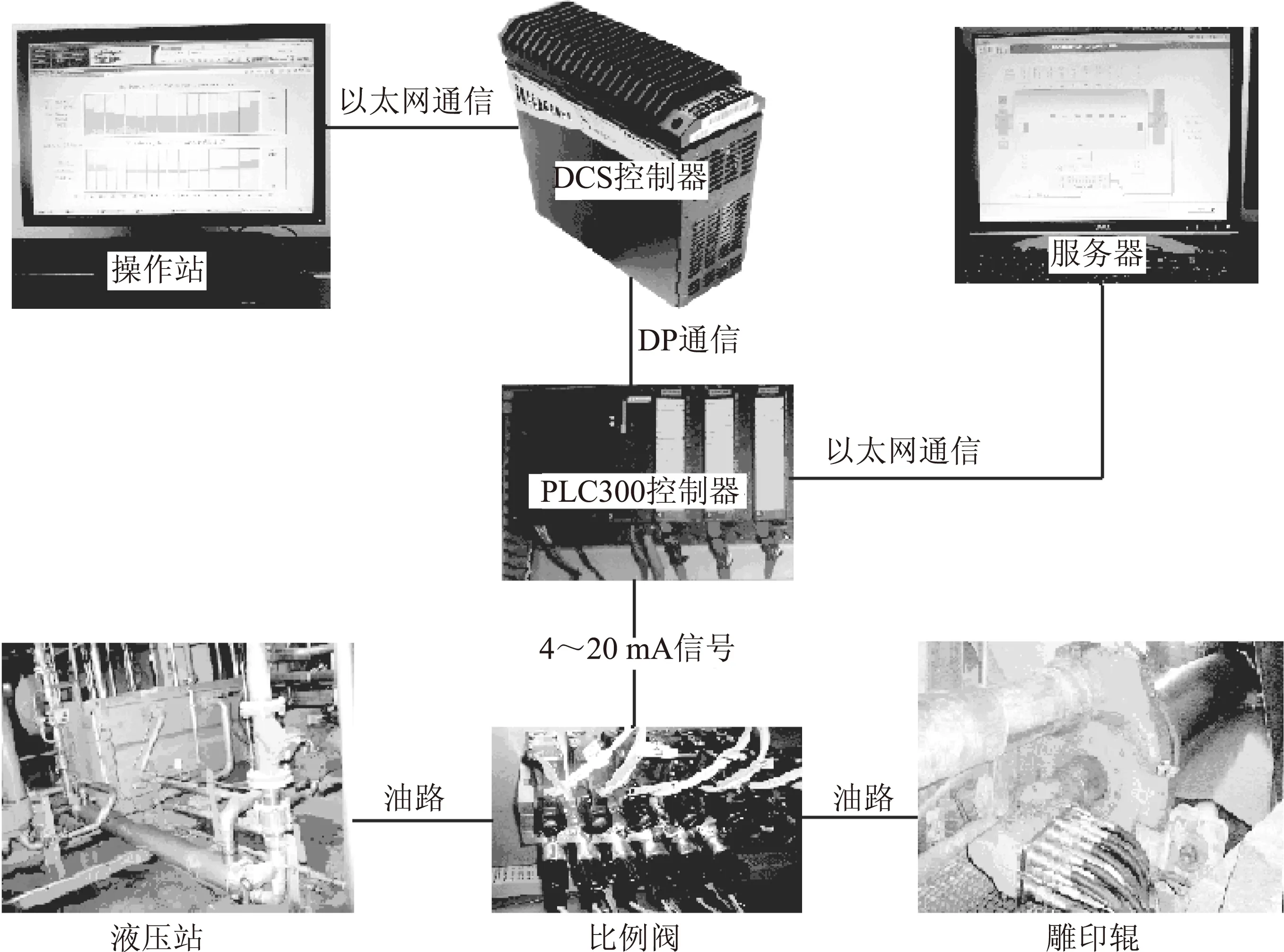
图1 Sym ZS Roll系统结构
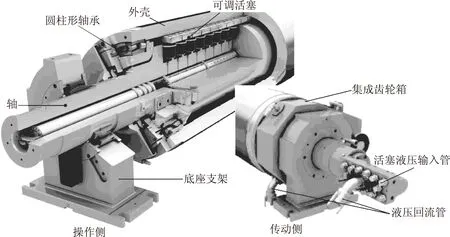
图2 背辊结构
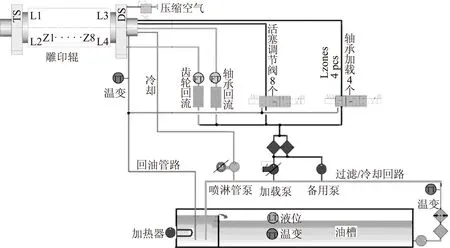
图3 液压站布局
3 液压站
液压站又称液压泵站,电机带动油泵旋转,油泵从油箱中吸油后开始加压,将机械能转化为液压油的压力能。液压油通过集成块(或阀组合)实现了方向、压力、流量调节后,经外接管路传输到液压机械的油缸或油马达中,从而控制了液动机方向的变换、力量的大小及速度的快慢,推动各种液压机械做功。
图3为液压站布局。如图3所示,这台雕印系统液压站是独立的液压装置,它通过加载泵或备用泵驱动装置供油,经过活塞比例阀控制油流的方向、压力和流量,从而实现背辊22个分区压力变化。该液压站的油除了提供背辊线压力(包括挠曲压力补偿)的液压动力以外,还要把雕印系统内部产生的热量带出来,同时可以润滑齿轮箱和相关活塞等设备。
要保证液压站良好稳定运行,需要保证油温、油质、油量等处于良好状态。本台油站储油量为2000 L、黏度等级为ISO VG68,为延长液压油使用寿命,油温应低于65℃工作状态;所以油槽温度一般在40℃左右,背辊回油温度要低于65℃。为了保证油槽和回油管路油温,在油槽安装一台自动加热器和冷却回路。当油温低于最低设定温度时加热器开始加热,当油温高于最大设定温度时加热器停止加热。冷却回路是利用管式热交换形式进行冷却,通过冷却水管路阀门和过滤器出口温变组成PID控制回路来控制油温,一般油温设定在40℃。为了保证油站良好控制油温,油站需要具备油槽液位测量、报警,以及背辊齿轮箱、活塞区润滑回油管路流量的测量、报警。当发生报警时在操作站和服务器上都会发出警告或停止油站运行。
除了保证正常油温和流量以外,保证油的质量也非常关键,不能让油中含有杂质(包括颗粒物、水分和空气)。油的质量不但决定雕印系统的使用寿命,也影响背辊稳定运行,所以过滤器也是非常关键的设备。
过滤/冷却泵采用三螺杆泵。过滤方式分为回油过滤、低压过滤和高压过滤3种。回油过滤就是油从背辊回流出来经过大网状过滤器,防止大颗粒杂质进入油槽。低压过滤器安装在自循环油路中,过滤器采用美国颇尔过滤器,可以随时替换,过滤等级可以达到7 μm、保证油槽中油的质量。高压过滤器安装在加载泵出口位置,也采用美国颇尔过滤器,可以随时替换,主要保护背辊内部压区和齿轮箱、轴承设备,过滤等级为12 μm。在设备正常运行过程中,每3个月检查一次液压油的质量,视液压油质量半年至一年更换一次。
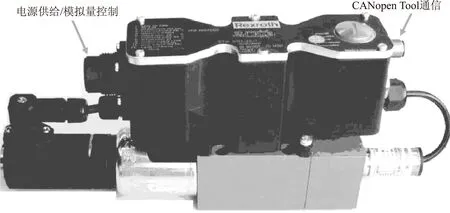
图4 比例阀
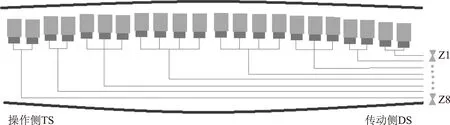
图5 比例阀控制分配
4 比例阀
本系统采用的比例阀是德国博士力士乐直动式三位三通方向控制比例阀,型号STW- 0195 NG6,最大工作压力25 MPa,最大流量20 L/min。该比例阀内部具有IAC-P集成数字轴控制器和3个微型压力传感器,所以IAC-P集成数字轴控制器为压力和流量闭环控制提供可能性,通过微型压力传感器进行差压测量就可以实现真正的闭环流量控制。正是该比例阀具备压力和流量控制功能,所以它可以满足背辊线压力(包括挠曲压力补偿)和动作速度的要求。
该比例阀可以通过CANopen Tool软件实现压力、流量量程范围调整和零点修正功能,以及PID和斜坡时间(Ramp)控制整定,本系统12个比例阀通过CANopen Tool软件将量程由0~25 MPa调整至0~11 MPa。
该雕印系统共使用12个比例阀。上文提到背辊一共有22个可调活塞区,22个活塞区通过8个调节比例阀控制。它们分配控制方式如图5所示,8个比例阀以2-2-3- 4- 4-3-2-2方式进行活塞调节压力,排列顺序从操作侧到传动侧排列为Z1、Z2……Z8共8个调节压力分区。
其余4个比例阀分别控制背辊分开和接触功能。背辊分开、接触和加压的3个状态压力可以通过参数给定来实现。一般分开压力和接触压力在安装调试后,根据背辊自身质量和工艺要求设定后基本就不需修改了,但是加压状态根据工艺要求可以随时进行设定。
5 雕印辊操作模式
雕印辊有两种运行模式,分别是工作模式和测试模式。工作模式就是纸机正常生产时雕印辊的工作运行模式,有分开、接触和加载3种工作状态。分开状态是在纸机接纸时的状态,背辊和丝纹辊分开距离为10 mm(丝纹辊固定不动)。接触状态是加载状态的一个过渡状态,保证背辊和丝纹辊由速度控制转到负荷控制。加载状态就是纸机正常生产的状态,加载压力根据生产工艺要求而定。这3种工作状态只能在现场操作台通过按钮进行操作,这样可以实时查看雕印辊实际工作状态和有无危险情况发生。
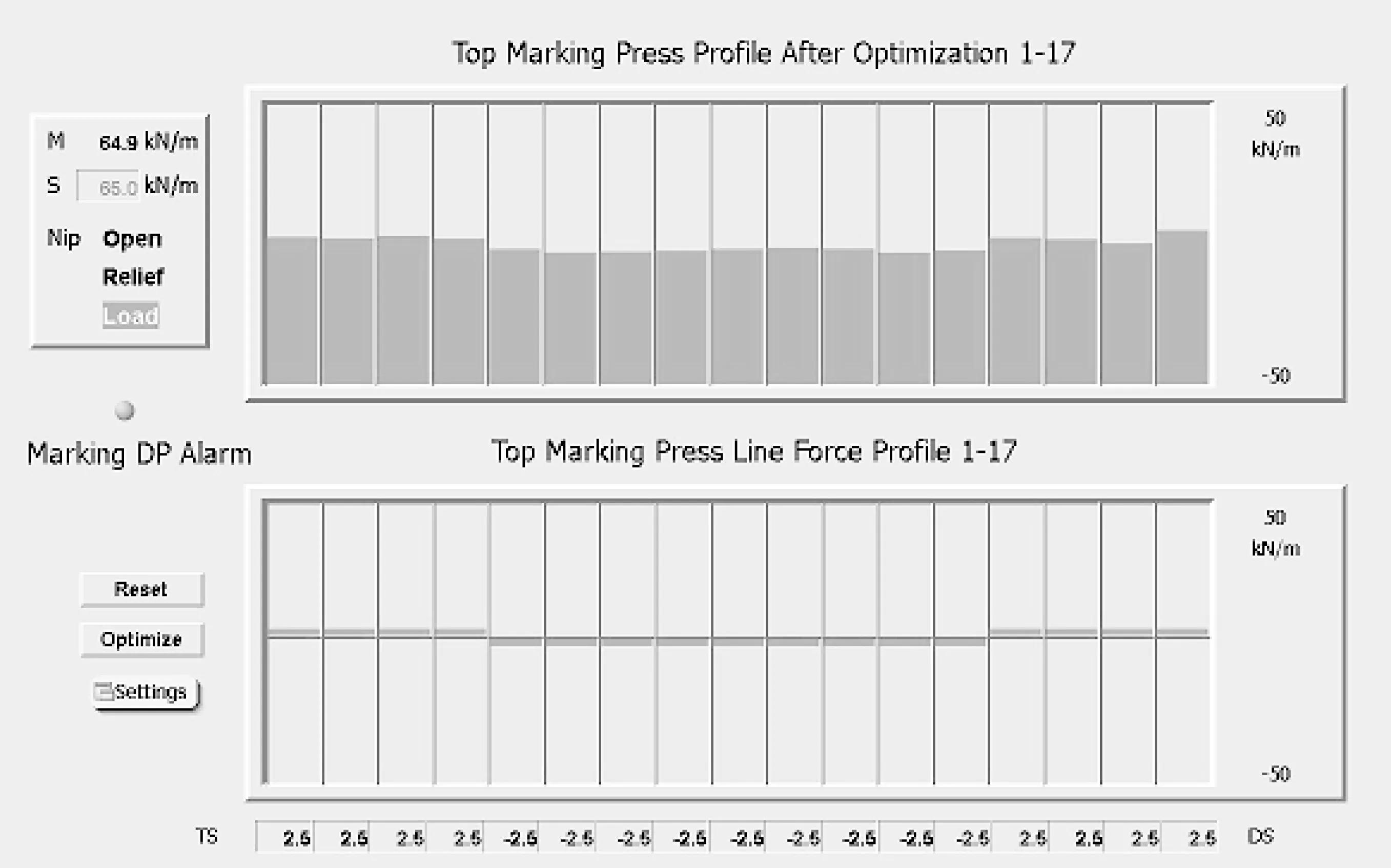
图6 挠曲补偿调整

MPa
测试模式主要就是测试雕印系统相关设备元件是否处于良好状态。一般在雕印系统相关设备经过维护修理或更换之后(包括长时间停机之后的开机),为了保证雕印系统正常工作,在该模式下进行相关设备测试。
5.1 背辊挠曲补偿调整
背辊挠曲补偿是通过Z1~Z8比例阀调整。在工作模式下的加载状态分别进行调整;在分开状态下8个比例阀不工作;在接触状态下8个比例阀输出固定压力。前已述及,背辊有22个活塞区,对应操作站横向调节17个区域。
如图6挠曲补偿调整所示,在线压力设定好后,背辊进入到加载状态。操作人员根据纸机生产的纸张进行纸幅横向观察和检验,根据纸幅横向区域罗纹深浅和清晰度对应图6所示横向区域进行压力调整,也叫作挠曲补偿调整,从而达到生产工艺要求。通常在每次换辊开机时都要对某个区域进行挠曲补偿调整,都要点击“Optimize ”(优化)按钮,保证相关联的压区进行相应调整,防止每个活塞压区发生阶跃变化。为了防止背辊损坏,操作站17个压区调整参数都有调整参数限制保护,从而保护背辊处于良好运行
状态。
5.2 控制方式选择
需要指出的是,该机台背辊有6个外壳、2个辊芯。外壳没有区别,通常是磨损到一定程度需要到厂家进行挂胶。2个辊芯是有区别的,分别为阿里曼德丝纹辊和福伊特丝纹辊。控制逻辑上也分别有2套控制参数Tuberoll A和Tuberoll V,参数如表1所示。
其中Tuberoll A这套参数适用于阿里曼德丝纹辊,Tuberoll V这套参数适用于福伊特丝纹辊。通过控制逻辑可以看出,2套参数对控制逻辑没有影响;主要区别在于接触压力不同,包括两侧升降压力和分区压力。在实际应用中会根据生产工艺要求进行控制选择。
6 结 语
本文重点介绍雕印系统Sym ZS Roll的系统结构组成和工作原理。随着设备多年运行维护和工艺要求的改变,通过资料图纸查询和PLC程序工作原理解读,对系统通信方式、硬件结构、运行方式、参数匹配等有了一定的了解,希望给同行带来些许参考。
[1] ZHANG Ling-min. Discussion on Press Structure and Current Situation of the Development of Part of Paper Machine[J]. China Pulp and Paper, 2014, 33(5): 50. 张灵敏. 浅谈造纸机压榨部的结构及发展现状[J]. 中国造纸, 2014, 33(5): 50.
[2] ZHANG Hong-jie, HU Hui-ren. The technology of shoe press[J]. Paper and Paper Marking, 2004(5): 32. 张红杰, 胡惠仁. 靴型压榨技术[J]. 纸和造纸, 2004(5): 32.
[3] LI Xiao-bo.The cigarette paper carving machine thread roll press homemade[C]//Seventh Annual Conference of China Technical Association of Paper Industry,1994.栗霄波.论卷烟纸抄纸机雕印压榨丝纹辊的自制[C]//中国造纸学会第七届学术年会,1994.
(责任编辑:刘振华)
推进林业生态建设 加快发展林纸循环经济
Application Experience of Sym ZS Roll System in Cigarette Paper Machine
LIU Na
(MudanjiangHengfengPaperCo.,Ltd.,Mudanjiang,HeilongjiangProvince, 157013)(E-mail: mdj.lp@139.com)
The working principle, technical characteristics, and related equipment features as well as key maintenance issues of the Sym ZS roll system, used in the cigarette paper machine of Hengfeng Paper mill, were introduced in this paper.
Sym ZS roll; embossed; hydraulic station; proportional valve
2016- 10- 08(修改稿)
刘 娜女士,工程师;主要从事自动化仪表系统维护设计工作。
TS73
A
10.11980/j.issn.0254- 508X.2017.02.009