新型精密铸造模具加热焙烧隧道窑
2017-03-30戚章明张国富陈娟妮
戚章明,张国富,任 军,陈娟妮
(高邑县北方窑业工程有限公司,河北石家庄050035)
新型精密铸造模具加热焙烧隧道窑
戚章明,张国富,任 军,陈娟妮
(高邑县北方窑业工程有限公司,河北石家庄050035)
通过对铸造行业铸件模具加热炉与隧道窑的使用性能、结构及特点的分析,结合铸件模具加热的特点,综合考虑铸件模具加热温度、气氛、周期、能耗等工艺要求,针对铸件模具加热设计了新型隧道窑。通过降低窑炉断面高度、采用小功率多烧嘴交错分布、选用新型节能耐火材料、温度采用自动控制等措施,使得设计的新型隧道窑较传统加热炉在降低产品单位能耗、减小模具温差、提高铸件质量、改善操作环境、实现加热工序连续化生产等方面都有很大的改进和提高。
铸造;模具;加热;隧道窑
铸造行业铸件浇注时,一般有常温模具浇注和高温模具浇注两种形式。常温模具浇注常用于对机械性能要求不高的结构件,而对机械性能要求高的结构件浇注(精密浇注),需要根据浇注工艺要求对模具进行加热或焙烧处理,从而减少因高温铁水与常温模具之间的较大温差带来的诸多缺陷[1]。
随着科学技术的不断进步,市场对结构件的性能要求越来越高,精密铸件的需求量越来越大,再加上环保压力以及企业降低生产成本等方面的需要,之前模具加热所采用的传统反射炉已很难满足需要。通过对比传统模具加热炉与新型节能隧道窑的结构特点,结合精密铸造模具加热的工艺要求,设计了一条精密铸造模具加热隧道窑。经过三年多的生产运行,证明无论是产品质量和成品率,还是在节能降耗、改善操作环境、实现连续化生产等方面都得到了很大提高。
1 传统模具加热炉的特点
1.1 间歇式,连续性差
传统的模具加热炉属于反射炉,是一种间歇式窑炉。通常情况下,窑炉的后端布置一支较大功率的烧嘴,前侧设置一个可开启式窑门,两侧设计有排烟口。模具码垛在窑内车台面上,根据浇注工艺要求,设定升温曲线,在完成加热过程后,开启窑门,将模具取出,送入浇注区域待浇注。由此可见,该加热炉操作灵活,一般适合于小规模生产,难以满足大规模稳定生产的要求。
1.2 炉内温差大,质量稳定性差
该加热炉排烟孔设置在两个侧墙下部,这样的布置方式,造成炉内温差大,后底部出现死角。低温加热炉主要以对流传热为主,而该窑型炉内烟气流速较小,搅动不大,热烟气在模具之间的穿透性较差,所以炉内换热效率较差,接触火焰部分的坯体与底部坯体之间存在很大的温差,造成铸件质量存在差异。一般码垛较高,也容易造成模具变形,产生废品。
1.3 能耗高
间歇式加热炉每完成一个生产周期,炉体自身就要有一个蓄热和一个散热的过程。再者,传统的反射炉大多使用重质耐火材料,保温效果差、重量大、自身蓄热就更多。另外,反射炉容积较小,排烟孔与烧嘴之间的直线距离过短,造成大部分烟气未与模具充分热交换就直接排出炉体,排烟温度很高,热量损失很大。另外,一座反射炉只布置一个大功率烧嘴,在低温时候容易造成不完全燃烧,这也是传统反射炉能量消耗较大的一个原因。而高温时又容易造成局部温度过高,产生变形缺陷,影响成品率。以上种种因素,将会导致加热模具单位能耗增加[2]。
1.4 操作环境差
一般情况下,反射式加热炉装窑采用的是码垛堆装方式,以提高单窑次装载量。在浇注时,模具需要分开摆放,这样就存在装出窑时需要人工堆放和分开模具的工序。生产过程中,为了降低炉体散热损失,炉内温度往往还没有降到自然温度时就开始装窑,而加热后模具出炉温度一般在850℃~900℃,更使得工人操作环境恶化,受伤害危险性加大。
2 新型模具加热(焙烧)隧道窑的特点
隧道窑属于耐火材料及陶瓷工业中的先进窑型,已经成为连续式烧成窑炉的代名词,也是经济性和效率较高的窑型之一[3]。在国外,隧道窑已有百年的使用历史。针对模具加热的特点及要求,对隧道窑特点进行分析描述。
2.1 连续性好
隧道窑属于连续式窑炉,由预热带、烧成带、冷却带组成,产品装在窑车上,窑车在窑内通过三带,完成一个热工过程[4]。模具需要热出窑,所以隧道窑可不设置冷却带,在烧成带后部直接出窑。在整个生产过程中,只有窑车装载着产品进出窑内,而窑炉始终处在工作状态,这样就可以实现生产的连续性。
2.2 窑内温差小,质量稳定性好
隧道窑温差主要取决于窑炉断面高度以及烧成带烧嘴的结构和布置形式。模具加热隧道窑窑车上只码放一层模具,断面高度可根据单体最大模具尺寸设计,这样就大大减少了窑内上下温差;烧嘴按高速烧嘴设计,烟气喷出速度高,这样在窑内就能形成激烈的湍流,进一步减少温差。在烧嘴布置设计上,多只烧嘴成品字形布置,烧嘴在断面方向看是呈上下交错形式布置,使气体在窑内能够更好地搅动;温度控制采用自动化控制,减少了因燃料热值或压力波动对窑内温度的影响。通过加热隧道窑加热的模具,在同一参数下,模具温度基本一致,这样可以保证浇注件的浇注质量。
2.3 能耗低
隧道窑热量损失主要受排烟温度、窑体散热、窑车散热等因素影响[5]。高温烟气通过窑腔与窑车反方向运行,在高温带加热模具后进入预热带预热,而后通过排烟孔、排烟风机排出窑外,烟气与模具充分接触,热量得到较为充分利用。窑体散热和窑车散热是隧道窑不可避免的热量损失,窑体一次蓄热后,主要热损失就是散热,而窑车则是周期性的吸热和散热。设计中一方面通过选用低蓄热、低导热系数的新型耐火材料,可将这两个损失降低到最小;另一方面,装窑形式简单,采用机械手装窑,可提高窑车入窑温度,进一步减少热量损失。烧嘴采用多点布置小功率烧嘴,这样可保证燃料完全燃烧,不造成燃料浪费,而且温度也均匀。采取以上措施,单位能耗同比传统模具加热炉降低很多。
2.4 操作环境好
窑车码放设计为单层模具,码放比较简单,可采用机械手操作,在模具出窑时,直接将窑车推入浇注区域,模具浇注可在窑车上进行,窑车的运行停止完全可通过成熟的机械转运设备来实现,不用人工再摆放高温模具,这样大大改善了工人的操作环境。
3 新型模具加热(焙烧)隧道窑的结构及系统设计
本模具加热隧道窑系根据年产5 000 t浇注件、加热温度850℃为依据而设计。设计温度曲线和工作系统图见图1.
3.1 窑体结构
窑顶采用单心拱,拱心角为72°.窑炉采用现场砌筑方式。根据加热工艺要求和单窑装载量计算,确定模具加热隧道窑有效长度25.4 m,分为25个车位,每车位长度1.0 m.根据各个温度段需要的时间,确定加热隧道窑各带长度。其中预热带长8.2m,加热(焙烧)带长15 m,保温带长2.2 m.
加热隧道窑两端设有升降窑门,以维持窑内压力系统的相对稳定,使窑内气流形成闭环系统。
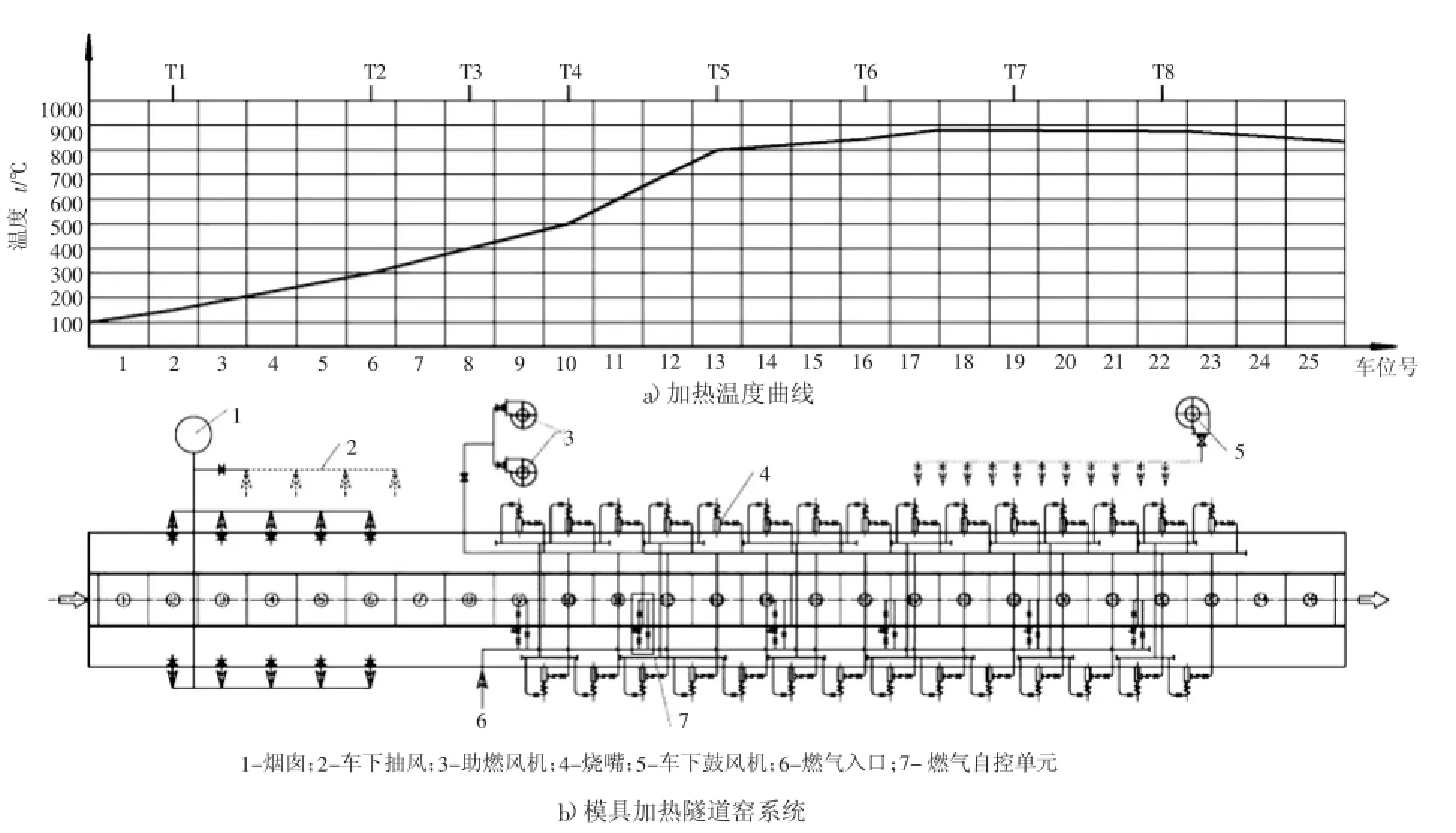
图12 5.4 m模具加热隧道窑系统及加热温度曲线图
加热隧道窑是一个连续运行的热工设备,正常生产过程中,窑墙及窑顶散热是相对稳定的,散热损失在能量消耗中占着不可小视的比例,因此,窑墙及窑顶结构选择极为重要。窑墙结构设计和选材合理,在降低能耗的同时,同样降低了窑体外表温度,对于操作环境也是一个很好的改善。
根据多年从事设计、施工同类型窑炉的经验以及比对耐火材料性能和传热计算,确定窑墙结构如表1所示。
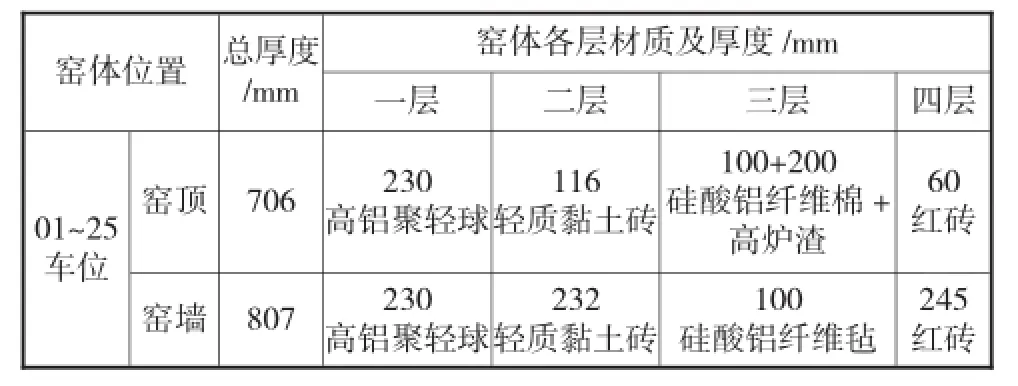
表1 窑墙结构
主要耐火材料性能指标见表2.
窑墙窑顶温度分布曲线见图2.
3.2 窑体钢结构
为了保证窑车运行平稳,窑内轨道选用12#轻轨,窑外部回车线选用12#轻轨。窑体立柱选用工字钢,既牢固又美观。拱角梁选用12.6#槽钢。窑炉的通风管道,助燃风管及车下风管均选用普通焊管和螺旋管,燃气管道选用无缝钢管,管道支撑材料选槽钢、角钢配合使用。
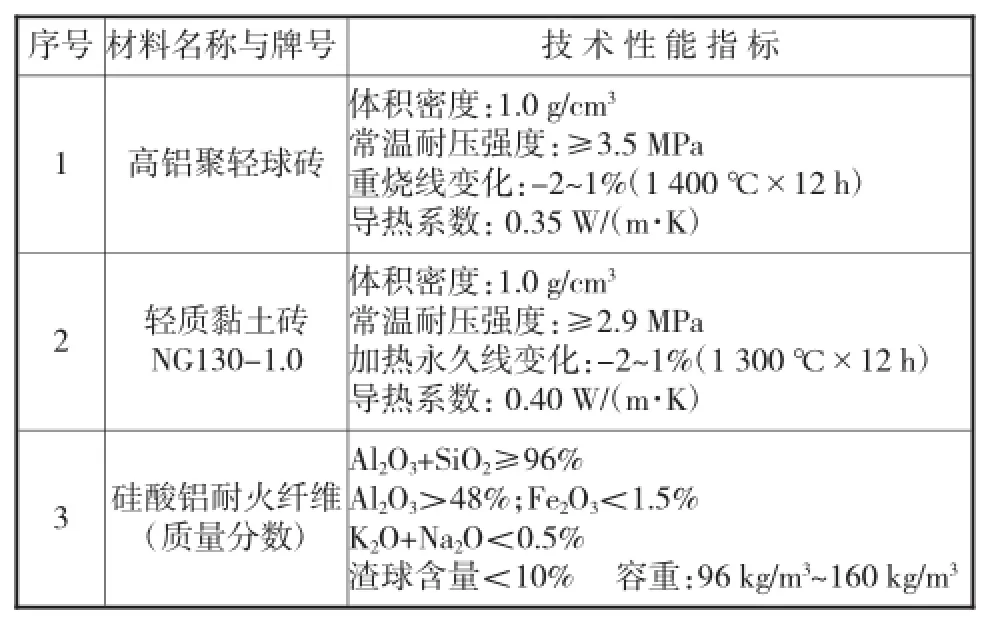
表2 主要耐火材料性能指标
窑体外装饰选用30 mm×30 mm方管钢做支撑,中间镶3 mm钢板,钢板外部根据需要可喷涂不同颜色的漆以达到美观、与车间颜色协调的效果。
3.3 通风系统
该加热隧道窑共设置了四个通风系统共5台风机,即排烟系统(2台风机、一开一备)、助燃风系统(2台风机、一开一备)、车下冷却系统(1台风机)、车下风抽出系统(并入窑墙两边支烟道)。
3.3.1 排烟系统
在预热带2~6车位设5对排烟孔,分布在窑体侧墙上部,然后汇总在窑体上部两侧的水平支烟道内,汇总后经排烟总管道进入排烟风机排入大气中。
3.3.2 助燃风系统
燃料燃烧所需的助燃空气采用环境风助燃,设置两台助燃风机(一开一备)且采用变频控制。
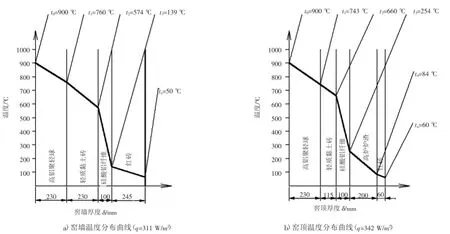
图2 窑墙窑顶温度分布曲线图
3.3.3 车下冷却系统
在保温带中部设置1台4-72系列风机通过窑下管道将自然风送入车下,一方面冷却窑车架,另一方面平衡窑上下压力,这样确保窑内正压区域热量尽可能少传到窑车下,减少负压区域冷风进入窑内产生气流分层。进风口位置设在23#、24#车位之间。
3.3.4 车下风抽出系统
该系统通过排烟抽力从预热带末端一直抽到窑头,车下风抽出位置在2#~3#车位之间,并与窑体排烟系统相连。
3.4 烧嘴功率与分布
据产能及最高温度要求,烧嘴功率选用5万kcal/h高速烧嘴,在沿窑炉长度方向、窑墙两侧成品字型交错分布29只烧嘴,喷射速度大于70 m/s,使高温气流在窑内快速搅拌循环,形成激烈的湍流,以达到均温之目的,温差可控制在±10℃左右。
3.5 窑车结构
窑车框架采用型钢制作,轴承选用高温耐热轴承,铸钢车轮。全窑共设计30辆窑车,隧道窑内容车21辆,窑外根据工艺要求备用9辆窑车。窑车砌筑耐火材料选用低蓄热材料、加重质支撑骨架材料和台面砖砌筑(台面砖选用标砖和平四枚砖,其高度为136 mm,且台面四周用厚10 mm耐热不锈钢钢带加固,考虑受热膨胀影响,钢带之间联接用活动螺拴联接),确保窑车蓄热少、重量轻。窑车前、后两侧均设软曲封,其中窑车和窑体为两道直角曲封形式。
3.6 温度自控系统
窑内温度控制就是通过窑顶热电偶采集窑内各区温度,通过补偿导线输到智能温度控制仪,智能温度控制仪除了显示温度外,还会根据显示温度与所设定温度进行比较,然后再发出指令,用于控制燃气电动执行机构。如果实际温度超高,燃气阀将逐渐关闭,降低燃气进入烧嘴的供给量,窑内温度自然会降低。反之,当实际温度偏低时,燃气阀将同时逐渐开大,增加燃气进入烧嘴的供给量,窑内温度自然会升高。该简单控制系统可实现温度自动控制,起到一定的节能效果。
4 结论
1)传统模具加热反射炉的连续性差、炉内温差大、质量稳定性差、能耗高、操作环境差,已经很难满足精密铸造行业现代化生产线的要求。
2)新型模具加热隧道窑的设计采取降低窑炉断面高度、采用小功率烧嘴多点交错分布、选用新型节能耐火材料、温度实现自动控制等措施,确保了模具温差更小、铸造质量更稳定、能耗降低明显、模具加热成品率100%,机械自动化水平提高,劳动强度大幅度降低,操作环境大大改善。
3)通过生产过程中统计对比:传统反射炉能耗为300 m3~310 m3焦炉煤气/t产品,新型模具加热隧道窑能耗为180 m3~190 m3焦炉煤气/t产品,新型模具加热隧道窑比传统反射炉节能30%~40%.总之,新型连续式模具加热隧道窑有着非常好的经济效益和社会效益,代表了精密铸造行业模具加热炉的发展方向。
[1]刘清信,石卫东,张付成,等.浅谈消失模生产耐磨铸件的体会[J].铸造设备与工艺,2010(6):31-33.
[2]詹建平,于重湛.浅议间歇式燃气窑[J].中国陶瓷,1997,33(3):14-15.
[3]王益民.隧道窑在铸造行业中的应用[J].能源,1981(5):23-25.
[4]刘振群.陶瓷工业热工设备[M].武汉:武汉理工大学出版社,2004.
[5]胡志东.隧道窑内温差的测定与分析及改善温差的办法[J].中国陶瓷,1987,92(3):18-27.
New Heating and Baking Tunnel Kiln for Investment Casting Mould
QI Zhang-ming,ZHANG Guo-fu,REN Jun,CHEN Juan-ni
(Gaoyi North Kiln Industry Engineering CO.,LTD.,Shijiazhuang Hebei 050035,China)
A new tunnel kiln for casting mould was designed through the comparison of the performance,structure,characteristics of the casting mould heating furnace and tunnel kiln in the casting industry,combined with the mould heating characteristics,considering the heating temperature,atmosphere,period,energy consumption and other technical requirements of the casting mould. By reducing the height of the furnace section,using low-power burner staggered distribution,selecting new energy-saving refractory materials,adopting automatic temperature control,the new tunnel kiln has more improvements and advances than traditional heating furnace in reducing the energy consumption of the product unit,decreasing the temperature difference of the mould,increasing the quality of casting,improving the operating environment and realizing the continuous production of the heating process.
casting,mould,heating,tunnel kiln
TG249.7
A
1674-6694(2017)01-0006-04
10.16666/j.cnki.issn1004-6178.2017.01.003
2016-10-29
戚章明(1983-),男,助理工程师。
