烘丝过程中的组合积分控制器与双重控制研究
2017-03-27汪文斌陈安钢任正云
倪 潇,汪文斌,陈安钢,任正云
(东华大学 自动化系,上海 201620)
烘丝过程中的组合积分控制器与双重控制研究
倪 潇,汪文斌,陈安钢,任正云
(东华大学 自动化系,上海 201620)
在烟草行业的烘丝过程中,烟丝的出口水分作为被控对象常常具有大滞后与强非线性的特性,且在工艺流程中通常存在干扰因素;当前,这一过程中大多仍采用传统PID控制器,存在响应稳态误差大、响应时间长等问题,进而影响烟丝的最终品质;针对这一情况,引入组合积分控制器替代传统PID控制器在烘丝过程中的作用;同时引入双重控制,并与组合积分控制器相结合;针对控制对象进行的仿真实验结果表明,这一新型控制策略在烘丝过程出口水分的控制效果上明显优于传统PID控制器,稳态误差较小且响应迅速,证明了组合积分控制器运用在双重控制系统中时具有优异的动态性能与鲁棒性;最后,这一新型双重控制算法已成功应用到烟草行业烘丝过程的水分控制上。
组合积分控制器;双重控制;预测控制;烟草烘丝过程
0 引言
在当今的烟草烘丝过程等常见的工业过程中,被控对象通常被近似为一阶环节。由于被控对象常常存在着多种干扰因素以及大滞后与强非线性的情况,故广泛应用的传统PID控制器因为稳态误差较大且鲁棒性不强,已经开始变得难以适应不断发展的实际工业需求[1-3]。
因此,本文引入一种新型的组合积分控制器,并将这一控制器推广到对烘丝过程中一阶加纯滞后(FOPDT)对象的控制中。同时引入了双重控制系统。其具有快慢结合的特点,同时在处理具有大滞后特性等的控制对象时具有较好的抗干扰特性与鲁棒性[4]。将组合积分控制器与双重控制相结合,使用组合积分控制器代替原有应用于双重控制系统中的传统PID控制器或预测PI控制器。对这一改进后的双重控制系统进行分析以及抗干扰性和鲁棒性的检验。将结果与传统PID、预测PI控制等进行比较,对组合积分控制器在双重控制中应用的性能特点及优势进行了总结。
1 烟草烘丝过程模型
烘丝过程是烟草加工过程中的重要工序环节。烟丝含水量控制对产品质量存在重要影响[5]。在烘丝筒中,烟丝中的水分在饱和蒸汽的处理下被蒸发出来并散发。对烟丝出口水分的控制主要通过两个变量来实现。一是控制烘丝筒排潮量,这种方式动态响应较快,但排潮开度过大时会因烟丝香气流失而影响品质;二是通过蒸汽压力控制烘丝筒的筒壁温度,这种方式的动态响应较慢。这两个过程均存在时滞及强非线性的特性。两种控制方式定义为烘丝过程出口水分的两个控制变量,并使用一阶加纯滞后(FOPDT)环节来描述之。
本文的控制对象基于某卷烟厂的实际烘丝工艺过程。针对烘丝过程的流程特性,对控制烘丝筒排潮量的排潮过程和控制筒壁温度的温度过程分别建立模型。使用一阶加纯滞后(FOPDT)模型对上述过程进行描述。一阶加纯滞后(FOPDT)对象的传递函数如下:
(1)
其中:Kp、T、τ分别为对象的放大系数、时间常数以及纯滞后时间。
使用机理建模、测试建模的方法,通过测试即可得到控制对象的模型。得到排潮过程对象和温度过程对象的传递函数如表1所示。

表1 烟草烘丝过程控制对象传递函数模型
2 组合积分控制器在一阶加纯滞后环节中的应用
当前烟草行业大部分厂家在烘丝过程中仍然主要使用传统PID控制器,存在波动、误差较大,产品质量不够稳定等问题。为提升烘丝过程烟丝出口水分的控制效果,引入组合积分控制器。
组合积分控制器来源于实际工业生产过程中的组合积分控制对象[6],以过去一段时间控制器输出平均值为基础。组合积分对象具有开环稳定的特性,传递函数形式如下:
(2)
针对组合积分控制对象设计得到相应的控制器。事实上,对于常见的如烟草烘丝过程等近似一阶加纯滞后(FOPDT)环节的对象,亦可设计出相应的组合积分控制器。下面论述基于一阶加纯滞后(FOPDT)环节的组合积分控制器设计方法。
设定期望的闭环传递函数如下:
(3)
需要整定的参数为λ和τ。
令参数λ=1,使开环与闭环响应时间相同。则组合积分控制器的传递函数如下:
(4)
得到:
(5)
即为控制器在时域上的输入输出关系。其中e(s)为系统输入输出之间的误差,u(s)为控制器的输出。
图1为这一组合积分控制器的结构。

图1 组合积分控制器结构示意图
(6)
求取上式的Laplace反变换,得到:
(7)
式(7)的结果即可认为是将输入信号f(t)在时间[t-τ,t]上积分后,取在这一长度为的时间段内的均值。这一形式从本质上而言起到相当于算术平均值滤波的作用,即相当于一个均值滤波器。因此组合积分控制器的输出为当前的输入与过去一段时间[t-τ,t]内输出的平均值的有机结合[7]。
根据上节中得到的排潮过程与温度过程传递函数建立相应的组合积分控制器,控制器传递函数如表2所示。
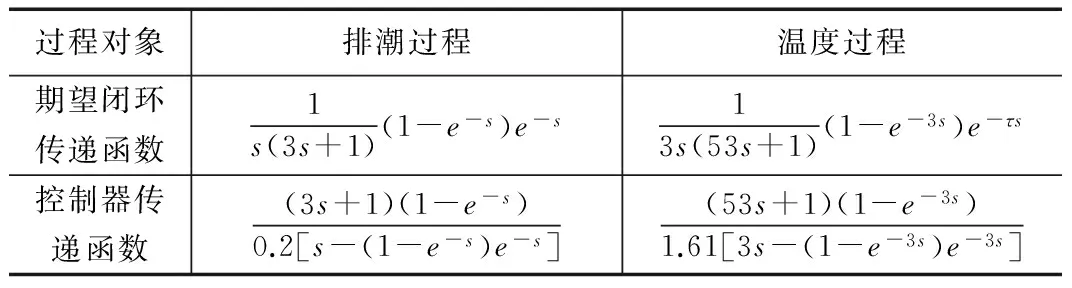
表2 烟草烘丝过程控制对象组合积分控制器设计
使用以上控制器控制被控对象并进行仿真。以排潮过程对象为例,在50 s时加入阶跃干扰,得到输出响应如图2所示。

图2 组合积分控制器对FOPDT对象的控制输出响应
根据以上响应结果可得,对一阶加纯滞后(FOPDT)对象,组合积分控制器响应速度较快且超调量很小,且抗干扰能力较强。
根据上节中得到的排潮过程与温度过程传递函数建立相应的组合积分控制器,控制器传递函数如表2所示。
对上述组合积分控制器的鲁棒性能进行检验,修改被控对象的传递函数如下:
(9)
控制其他参数不变,得到输出响应如图3。

图3 模型失配条件下的控制响应
从以上输出响应可得,在模型失配的情况下,控制系统具有较好的鲁棒性,超调仅略有增加,响应速度仍较快,且抗干扰性能较强。
综合以上结果,组合积分控制器在对一阶加纯滞后(FOPDT)对象的控制性能上表现较好,在处理大滞后、强非线性等过程中应用价值较高。
3 双重控制简介
双重控制系统中,一个被控变量由两个操纵变量来实施控制。在这一控制系统中含有两个控制器,其中一个控制器的输出作为另一个控制器即阀位控制器的测量信号。
设计双重控制系统目的即在于满足控制性能的快速性与工艺流程的经济合理性的平衡。系统中包含一个快响应回路与一个慢响应回路,实现对于控制系统“急则治标,缓则治本”的控制需求。使用双重控制可以使得系统具有良好动态性能,同时能够兼顾实际工业生产中的经济成本控制[8]。
图4描述了双重控制系统的结构。其中Gc1(s)、Gc2(s)为主控制器与副控制器,Go1(s)、Go2(s)为主控制对象与副控制对象。主控制对象的响应时间较短,副控制对象的响应时间较长。r1(s)为设定值。系统出现误差时,主控制器发挥作用迅速消除误差,输出y(s)在短时间内回到设定值。随着偏差的不断减小,副控制器Gc2(s)发挥作用改变阀位开度大小,使得其缓慢回到r2(s)的设定值。这一过程解决了快慢响应之间的矛盾,使系统具备了动静结合的特点[9]。

图4 双重控制系统结构示意图
设主控制对象传递函数:
(10)
副控制对象传递函数:
(11)
设计相对应的控制器,分别施加输入信号后得到快、慢响应回路各自输出响应如图5~6。

图5 快响应回路控制响应

图6 慢响应回路控制响应
使用双重控制,得到如图7输出响应。

图7 双重控制对系统的控制响应
阀位设定值为1,检查主控制器的输出,得到如图8所示结果。

图8 主控制器输出响应
由以上结果,双重控制具备快慢结合、动静结合的特点,能够较好地协调主副控制回路之间的联系。在主控制器的作用下,阀位开度迅速变化使得输出在短时间内达到设定值;而副控制器缓慢调节的作用使得阀位开度在长期时间内仍然能够恢复到其自身的设定值。
考虑到烘丝过程中通过控制烘丝筒排潮量的排潮过程响应速度较快,而通过蒸汽压力控制烘丝筒的筒壁温度的温度过程响应速度相对较慢。这两种控制方式相结合,适合双重控制的应用条件[10]。烘丝过程的双重控制结构示意图如图9所示。

图9 烟草烘丝过程双重控制结构示意图
其中筒壁温度高低影响烟丝出口水分,此即水分过程。建立单独的水分过程模型并非必要,通常可与排潮和温度过程相结合并简化。排潮阀位控制器为纯积分过程,实现筒壁温度控制器的排潮阀位设定。
4 组合积分控制器在双重控制中的实际应用
在当前烟草工业的烘丝过程中,已经应用的双重控制系统中主要使用的仍然是传统PID控制器。最近,预测PI控制器在这一过程中已经开始得到应用并取得了较好的效果[11]。本文将前述的组合积分控制器与双重控制系统相结合,提出一种改进型双重控制策略。将组合积分控制器与传统PID控制器和预测PI控制器在双重控制系统中的控制效果进行仿真与比较分析。
下面简要介绍传统PID控制器和预测PI控制器。
4.1 传统PID控制器
传统PID控制器是最常用的控制器。典型的PID控制器传递函数为:
(12)
对于一阶加纯滞后(FOPDT)模型:
(13)
可使用Ziegler-Nichols经验公式对PID控制器参数进行整定[12],整定公式如下:
(14)
4.2 预测PI控制器
预测PI控制器是近年来提出的一种新型控制器,具有预测功能,可概述为控制器当前控制作用由以前的控制作用得到[13]。
下面简要介绍预测PI控制器原理。控制器结构图如图10所示。

图10 预测PI控制器结构简图
设被控对象为一阶加纯滞后(FOPDT)期望的闭环传递函数:
(15)
则预测PI控制器的传递函数:
(16)
令参数λ=1,使得系统的闭环与开环响应速度相同,得到:
(17)
其中:e(s)为系统输入输出之间的误差,u(s)为控制器的输出。此即所需要的预测PI控制器的输入输出关系[14]。
根据第2章得到的控制对象传递函数及Ziegler-Nichols经验公式,传统PID控制器主控制器的PID参数为:
(18)
副控制器的PID参数为:
(19)
同时设计预测PI控制器与组合积分控制器。施加输入信号,并在250 s时加入阶跃为1的干扰,得到输出响应如图11所示。

图11 各种控制器在双重控制中的响应特性
观察使用组合积分控制器的出口水分控制器的输出响应如图12所示。

图12 使用组合积分控制器的出口水分控制器输出响应特性
由以上结果,传统PID控制器的超调量很大,需要更长时间达到稳定状态且存在波动。预测PI控制器不存在超调,达到稳定状态的时间相对较短。而组合积分控制器能够在最短的时间内达到稳定状态且不存在超调。抗干扰特性方面,组合积分控制器恢复稳态用时最短,且不存在震荡。同时由出口水分控制器输出响应,在筒壁温度控制器缓慢调节作用下,阀位开度在长时间内仍然能够恢复自身的设定值。
考虑模型失配的情况,修改排潮与水分过程的传递函数如下:
(20)
(21)加入相同的输入信号及干扰,得到输出响应如图13所示。
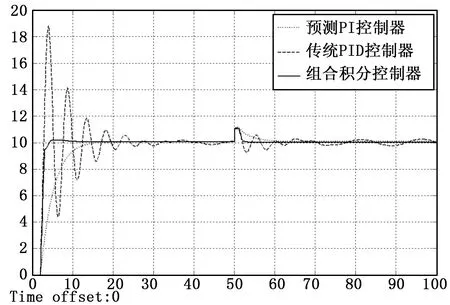
图13 模型失配的情况下各种控制器在双重控制系统中的响应特性
模型失配的情况下,组合积分控制器仅存在微量超调,且响应时间仍然很短;预测PI控制器超调量亦很小,响应时间较短。在抗干扰特性上,组合积分控制器能最快使系统恢复稳态。
综合以上分析,在烟草烘丝过程的双重控制系统应用中,组合积分控制器在性能上不仅大大优于传统PID控制器,相比预测PI控制器也更具优势。
以上控制策略已经在某卷烟厂的烘丝过程生产中得到了应用,并经过了数个月的实际应用过程检验。图14~15为使用组合积分控制器前后的出口水分控制效果对比。
图14 应用组合积分控制器前的出口水分控制效果

图15 应用组合积分控制器后的出口水分控制效果
在原有控制策略下,出口水分波动偏离设定值最大可达近3%。尤其当进料水分变化较大时,控制性能会受到较大的影响。应用组合积分控制器后,不仅在各种情况下都能够将出口水分严格控制在设定值±0.6%的范围内,且波动幅度大为减小,控制性能得到改善。该项改进使得企业的经济效益得到了明显提升。
5 结论
本文为了提升烟草工业烘丝过程中出口水分的控制效果,引入组合积分控制器,对其实现对一阶加纯滞后(FOPDT)环节的控制及与双重控制结合的可行性和新型控制系统的性能进行了论证,证明这一控制器在双重控制系统中,控制性能具有响应速度快,鲁棒性能强的特点,不仅大大优于传统的PID控制器,和预测PI控制器等先进控制器相比也更具优势,在流程工业实际应用如烟草烘丝过程中具有较大的应用价值。
[1] 刘兆坤, 李 晔, 王亚刚,等. 基于阶跃辨识的PID自整定研究与软件开发[J].计算机测量与控制, 2014, 22(7): 2306-2308.
[2] 邱望标, 李 超, 李雪梅. 基于PID控制的烟草烘丝机温度控制系统研究[J]. 安徽农业科学, 2009, 37(26): 12708-12709.
[3] 王 谦. 基于继电反馈的预测PI控制系统性能评价[D]. 沈阳:沈阳工业大学, 2008.
[4] 任正云, 吕 骏. 改进的双重控制策略在工业中的运用[D]. 上海:东华大学, 2013.
[5] 王艳红, 韩光胜. 烟草烘丝过程的水分控制[J]. 北京工业大学学报, 2000, 26(4): 90.
[6] 罗 平. 组合积分系统研究及应用[D]. 上海:东华大学, 2009.
[7] 郑 达, 方建安. 组合积分系统的控制理论与应用研究[D]. 上海:东华大学, 2009.
[8] 周艳明. 精馏塔先进控制算法理论分析与设计[D]. 上海:东华大学, 2014.
[9] 傅 磊, 任正云. 新型双重控制算法在烟叶复烤过程的应用[J]. 控制工程, 2014, 21(S0): 100-101.
[10] 梁魏峰. 烘丝控制模式的建立与实现[J]. 烟草科技, 2003(2): 16-17.
[11] 徐俊山, 康惠骏. 烘丝机烟丝含水率的预测PI控制[J]. 电气传动自动化, 2007, 29(6): 32-25.
[12] 何芝强. PID控制器参数整定方法及其应用研究[D]. 杭州:浙江大学, 2005.
[13] 齐 蒙. 预测控制及其应用研究[D]. 上海:东华大学, 2013.
[14] 王 谦, 徐进学, 王向东. 预测PI控制器性能评价与参数整定[J]. 自动化技术与应用, 2008, 27(2): 36-39.
Research on Combined Integrating Controller and Dual Control in Tobacco Drying Process
Ni Xiao,Wang Wenbin,Chen Angang,Ren Zhengyun
(Department of Automation, Donghua University, Shanghai 201620, China)
In drying process of tobacco industry, the export moisture always has performance with large time delay and strong nonlinearity. Also, disturbance factors exist in this process. At present, traditional PID controller is mostly applied in this process and it has problems such as large steady-state error and long response time, which influence the final quality of tobacco. In response, combined integrating controller is introduced and replaces the role of traditional PID controller in tobacco drying process. Meanwhile, dual control is introduced and combined integrating controller is applied in this strategy. The simulation result shows that the control performance of this new kind of control strategy is superior to the traditional PID controller. Its performance has less steady-state error and prompt response. It proves that combined integrating controller has excellent dynamic performance and robustness when applied in dual control system. Finally, the new kind of dual control strategy has been successfully applied in the moisture control of the tobacco drying process in the tobacco industry.
combined integrating controller; dual control; predictive control; tobacco drying process
2016-10-14;
2016-11-11。
倪 潇(1992-),男,浙江杭州人,硕士研究生,主要从事先进过程控制方向的研究。
任正云(1969-),男,湖南汉寿人,教授,硕士研究生导师,主要从事先进过程控制、模型预测控制等方向的研究。
1671-4598(2017)03-0081-04
10.16526/j.cnki.11-4762/tp.2017.03.023
TP273
A