1000MW发电机转子测量碳刷打火问题治理
2017-03-20杨文广詹伟芹
杨文广,詹伟芹,王 欣,张 辉,徐 智
1000MW发电机转子测量碳刷打火问题治理
杨文广,詹伟芹,王 欣,张 辉,徐 智
(神华广东国华粤电台山发电有限公司,广东 台山 529228)
针对国华台山电厂1000MW无刷励磁发电机转子测量碳刷打火的问题,本文从电气和机械两方面进行了详细的分析,并阐述了转子滑环表面电腐蚀的机理,最后提出相应的解决方案。该问题的成功治理不仅避免了发电机运行中的安全隐患,而且大大减少了转子测量碳刷的维护费用,同时为同类型发电机组的类似问题提供了借鉴。
发电机;无刷励磁;测量碳刷;打火;滑环
0 前言
国华台山电厂二期工程为2×1000MW超超临界机组,发电机均为上海发电机厂生产,型号为THDF125/67。励磁系统采用旋转无刷励磁的他励方式,主要由副励磁机、主励磁机和旋转整流装置三大部件组成,其结构如图1所示。

1-三相副励磁机;2-风扇;3-三相主励磁机;4-整流盘
发电机转子电压通过测量碳刷和滑环引出,供给转子接地保护装置,在PI系统上显示为发电机转子正、负对地电压[1]。正常运行情况下,发电机转子正负对地电压偏差在3V以内,测量碳刷按照正常磨损速度下的更换周期为60天左右。两台1000MW发电机分别在2012年和2013年完成首次检查性大修,修后投运一年相继出现了转子测量碳刷打火的现象。碳刷打火不仅会导致发电机转子正负对地电压偏差增大,而且加快碳刷的磨损速度,同时会使滑环受到严重的电腐蚀灼伤,给机组的正常运行带来很大的安全隐患。因此针对1000MW无刷励磁发电机转子测量碳刷打火现象的机理研究对于发电机的安全稳定运行意义重大,同时总结出的相应解决措施对国内同类型机组的类似问题也提供了很好的借鉴经验。
1 设备原理概述
1000MW发电机旋转无刷励磁系统是由三相副励磁机(即永磁机)、三相主励磁机和旋转整流装置组成的,它们与发电机转子共同旋转。永磁机定子绕组产生的高频电源(400Hz三相交流电)由全控整流桥整流成直流,通过自动电压调节器(AVR)自动调节,向主励磁机定子绕组提供可变直流激磁电流。主励磁机转子输出的中频交流电(150Hz三相交流电)供给旋转整流装置,旋转整流器输出的直流电源送至发电机转子的励磁绕组。励磁机转子绕组直接连至三相桥式全波旋转整流装置。旋转整流装置的正负极通过多接触连接器直接与主发电机转子连接,供给发电机励磁[2]。该旋转二极管无刷励磁系统示意图如图2所示。

1-三相副励磁机;2-磁场接地故障检测用的滑环和碳刷;3-交轴测量线圈;4-三相主励磁机;5-熔丝响应监视;6-二极管整流装置;7-三相引线;8-多接触连接器;9-转子绕组(发电机);10-定子绕组(发电机);11-静止的熔丝响应监视图;12-自动电压调节器

2 故障原因分析
国华台山电厂1000MW机组首次检查性大修完投运1年后,两台发电机的转子测量碳刷均出现打火现象,如图3所示。同时,发电机转子正负对地电压偏差达到20~30V之间,超过报警值25V。测量碳刷更换周期由正常情况下的60天缩短至20天,严重时7天更换一次碳刷,大大增加了碳刷的维护费用。碳刷打火还会使滑环表面电灼伤,进而加剧滑环的磨损,滑环的磨损又会引起碳刷的振动增大,碳刷振动越严重,与滑环的接触越不良,从而又加剧了打火现象,因此形成了恶性循环,最终将导致滑环表面的严重损坏,发电机转子测量滑环表面严重磨损情况如图4所示。由图可见,正极测量滑环表面磨损严重时会出现很深的磨痕,停机检查发现沿圆周方向均匀分布18个,深160um,宽11mm沟状的磨损痕迹磨损区域,呈不连续间断性、均匀分布的现象。
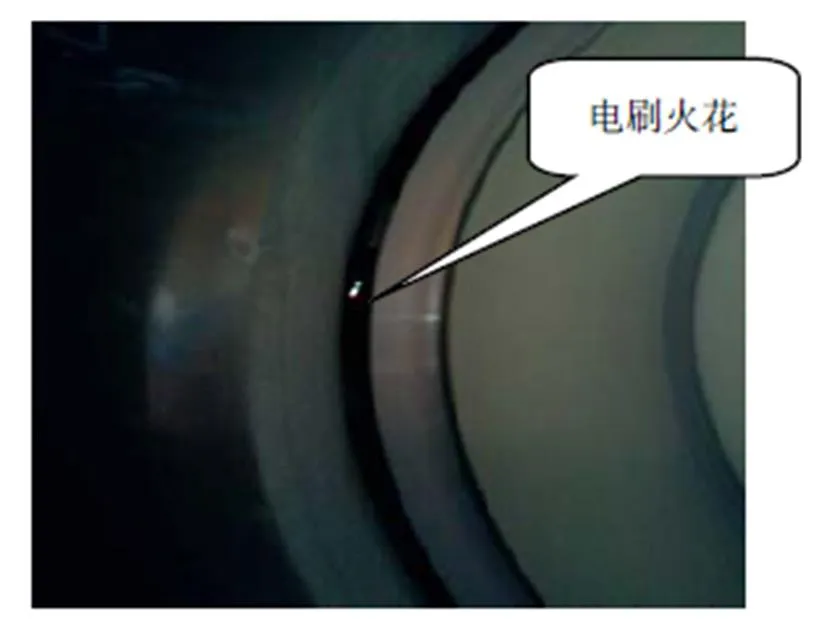
图3 发电机转子测量碳刷打火现象

图4 发电机转子测量滑环表面严重磨损情况
针对发电机转子测量碳刷打火现象,可以从机械和电气两个方面分析其机理。测量滑环和碳刷的磨损有两种:一种是纯机械磨损;一种是在电流作用下的电气磨损和机械磨损。
纯机械磨损是由于碳刷和滑环表面相接触,碳刷在弹簧压力作用和材料的弹性变形下,使直接接触部分相互嵌入。发生相对滑动时,会由于摩擦作用形成磨损。如果碳刷颗粒细软,碳粉易被沾在滑环表面,使滑环成为石墨镜面,碳刷的磨面也很光滑,两者的机械磨损都较小。但如果碳刷的质量不好,颗粒粗硬,甚至含有少数金刚砂之类的硬度颗粒,则会对滑环表面进行刮割,使滑环出现金属光泽或纹路。碳刷本身磨面也会出现颗粒脱落后划出的纹道,就会使机械磨损大大增加。
在电流作用下,就会存在机械磨损和电气磨损。电气磨损是因电弧高温和放电等因素的作用使材料受到损坏的情况。而由于电气磨损影响极大,所以也会加剧机械磨损的程度。但是碳刷和滑环由于电流方向不同会出现极性差别,极性不同,磨损情况也不一样。当碳刷为正极时,碳刷电气磨损大,机械磨损轻微,滑环的电气磨损和机械磨损都很小;当碳刷为负极时,碳刷电气磨损小,机械磨损大,滑环的电气磨损和机械磨损都很大[3-5]。
碳刷打火导致滑环表面严重磨损的因素包括电气因素和机械因素,是两者共同作用的结果。
2.1 电气因素
根据整流原理(见图2旋转二极管无刷励磁系统示意图),在三相桥式全波整流电路中,当负载为感性负载时(发电机转子绕组相当于电感元件),在整流元件自然切换过程中由于电感中的磁场能量瞬时转换为电场能量,造成整流元件两端的电压瞬时上升,并与直流输出电压叠加,从而形成一个尖峰脉冲,脉冲的幅值可达到正常电压的2.5~4.5倍[6-7]。图5为录波器录取的励磁电压波形,对于3000r/min的2极发电机转子旋转频率为50Hz,而主励磁机输出电压频率为150Hz,经三相桥式全波旋转整流,每个周波存在6个脉冲波头,所以在发电机转子旋转一周为20ms内,励磁机输出3个周波,出现18个尖峰脉冲,如图5所示。因此造成滑环表面18个均匀磨痕的直接原因是经过三相桥式整流的电压含有高频尖峰脉冲所致。

图5 发电机转子电压输出波形
2.2 机械因素
从机械因素方面分析碳刷打火现象可以总结为以下三点:
(1)转子测量碳刷与滑环表面接触不良。其中导致测量碳刷与滑环表面接触不好的可能原因有:碳刷与刷握卡涩;励磁机端部的振动;刷握内的弹簧压力不合适等。合适的弹簧压力源于电气和机械两个方面综合考虑的结果,由于两者是自相矛盾的,因此合适的压力通常是一种折中的结果。弹簧压力过低会导致碳刷与滑环的电气损耗增加,机械振动增大,从而导致产生电火花,加速碳刷的磨损;而弹簧压力过高会导致机械损耗增加,碳刷过热,也同样会使碳刷磨损增大[8-9]。另外,碳刷正常运行中与滑环之间会形成一层氧化膜,这层氧化膜运行中不断磨损,不断产生,该氧化膜的存在起到了减小摩擦的作用,能减小碳刷与滑环之间的滑动摩擦。氧化膜在一定温度、湿度、氧气下才能形成;若温度过高、空气太湿或太干、滑环表面光洁度不良以及碳刷材质不良等因素都破坏或影响氧化膜的形成。如果氧化膜被破坏或者没有形成,则碳刷与滑环摩擦力较大,导致温度升高,碳刷磨损加剧,也会导致碳刷打火[8-9]。另外,测量碳刷与滑环表面的间隙不均匀也是导致两者接触不良的一个重要原因。根据发电机厂家图纸要求,碳刷刷握与滑环的间隙为2.5mm。
(2)碳刷型号选择不当。测量碳刷型号决定于碳刷的材质。目前,国内1000MW发电机的转子测量碳刷均为银碳双层接触碳刷,银层主要是导电作用,碳层主要起到润滑作用。在碳刷型号的选择方面要考虑银层含银量,一般在50%~80%之间比较合适,而碳层选用天然软石墨较为合适,因为其质地软,气孔率高,污染物很容易吸附在碳刷上。同时还要考虑银层和碳层的密度、允许线速度、接触电压降等因素[10-13]。经过实践验证,碳刷型号选取AG20/LFC554、AG50/EG5U和S13/F19均比较适用。
(3)滑环表面有积粉或油污等污染物。如各种有机或无机的液体或糊状物、油脂、油性或水性溶液等。这些污染物可能改变碳刷的机械和电气特性,从而增加碳刷与滑环的摩擦及机械磨损。此外,污染物还可能导致碳刷运行时过热、电流分布不均匀,甚至可能造成碳刷卡在刷握内[14-15]。
综上所述,发电机转子测量碳刷的打火现象直接源于机械方面的影响因素,然后加之电气方面的因素而导致了滑环的严重磨损现象。在正常情况下,即碳刷与滑环表面接触良好并且不具备打火条件时,三相桥式整流的电压中含有的高频尖峰脉冲对于滑环表面是不会产生电腐蚀的,因此只需解决机械方面的影响因素,消除火花产生的条件,即可避免因碳刷打火导致的滑环磨损现象。
3 解决方案
经过反复尝试与探索,国华台电1000MW发电机转子测量碳刷的打火现象已基本上消除,同时总结出以下四点处理方法:
(1)调整电刷弹簧压力。碳刷的最大容忍压力取决于材质的硬度,所有软质或易碎碳刷均不可在高弹簧压力下使用(即高于225kPa)。因此合适的弹簧压力可使火花减小到最微弱状态,建议弹簧压力调整为150kPa~180kPa。
(2)对测量滑环表面进行清理,改善其周围的环境,减少粉尘、油污等污染物。
(3)碳刷安装前进行预磨,预磨碳刷的目的是使碳刷和滑环表面之间准确配合,保证各个碳刷之间的电流负载分配均匀,有助于更快地建立氧化膜。
(4)如果测量碳刷与滑环摩擦的工作面磨损严重,可将转子测量碳刷刷架沿轴向移动一定距离,即更换工作面;如果磨损痕迹不严重则无需更换。
4 结论
据了解,国内1000MW无刷励磁发电机转子测量碳刷打火现象非常普遍,该问题严重影响了发电机组的安全稳定运行。因此国华台山电厂对该问题的深入研究和探索不仅详细阐明了测量碳刷打火现象的机理,而且提出的解决方案行之有效,能够完全解决碳刷打火问题,彻底消除了发电机运行的安全隐患,同时对于同类型机组的类似问题有非常重大的借鉴意义。
[1] 汪耕. 大型汽轮发电机设计、制造与运行[M]. 上海科学技术出版社, 2000.
[2] 4500kW励磁机操作和维护手册[M]. 上海汽轮发电机有限公司, 57-59.
[3] 郭棋霖. 发电机转子滑环发热和电刷冒火故障处理[J]. 四川电力技术, 1994(6):36-39.
[4] 罗英果. 发电机励磁碳刷打火的原因及预防[J]. 黑龙江科技信息, 2012(22):43-43.
[5] 杨向东. 500MW气轮发电机滑环碳刷运行维护及 调整[J]. 科学之友, 2008(10):18-19.
[6] 简孝林. 洪江电厂#5发电机碳刷打火原因分析及处理办法[J]. 广东科技, 2014(18):103-104.
[7] 马进海. 发电机碳刷故障原因分析及处理[J]. 有色冶金节能, 2011, 27(6):28-29.
[8] 李琳. 发电机碳刷的日常维护与运行[J]. 中国电力教育, 2010(S1):15-16.
[9] 冯上青. 发电机励磁碳刷过热原因分析及预防[J]. 电力安全技术, 2011, 13(5):25-28.
[10] 陶武臣. 汽轮发电机集电环碳刷起火事故处理及原因分析[J]. 东方电机, 2000(4):86-88.
[11] 郭艺丹. 发电机碳刷打火的原因分析及预防措施[J]. 科技视界, 2016(6):79-79.
[12] 杨大华, 杨华, 张健. 发电机滑环冒火原因探讨及对策[J]. 电力安全技术, 2002, 4(6):7-8.
[13] 舒正祥. 125MW发电机滑环运行故障的分析与处理[J]. 大电机技术, 1985(5):17-20+2.
[14] 胡新军. 发电机滑环碳刷电火花故障处理[J]. 电力安全技术, 2004, 6(6):20.
[15] 王红伟. 发电机碳刷打火的原因分析和应急处理[J]. 科技创新导报, 2013(23):46-47.
Governance of the Sparking Problem of Rotor Measuring Brush of 1000MW Generator
YANG Wenguang, ZHAN Weiqin, WANG Xin, ZHANG Hui, XU Zhi
(Shenhua Guangdong Guohua Yuedian Taishan Power Generation Co., Ltd., Taishan 529228, China)
The sparking problem of rotor measuring brush of the 1000MW brushless excitation generator in Guohua Taishan Power is analyzed in details from electrical and mechanical aspects. And the corrosion mechanism of the rotor slip-ring surface is expounded. Finally the corresponding solutions is put forward. The successful management of the problem not only avoid the potential safetythreat in the generator operation, but also provided referance to solve the similar problems of the same kind of generating set.
generator; brushless excitation; measuring brush; sparking; slip-ring
TM303.3
A
1000-3983(2017)06-0074-04
2016-12-10
杨文广(1986-),2012年毕业于东北电力大学,现从事电气一次专业,硕士,工程师。